一种用于门窗制造的自动送料装置的制作方法
本发明涉及门窗制造,具体涉及一种用于门窗制造的自动送料装置。
背景技术:
1、窗由窗框、窗扇和五金零件组成。窗框的固定部分由边框、上框、下框、中横框和中竖框构成;窗扇的活动部分由上冒头、下冒头、边梃、窗芯及玻璃构成;五金零件及附件包括铰链、风钩、插销、执手窗帘盒、窗台板、筒子板以及贴脸板等。
2、铝合金门窗加工时需要对铝型材进行切割,目前的自动切料设备能够实现智能化切割,但是切割所需的铝型材多数采用传送带输送,然后设备自动化定长并由两机头锯片45度交替切割下料,而传送带上的铝型材都是采用人工上料,由于传送带上的面积有限,而且铝型材的下料需要时间等待,因此传送带上的铝型材,需要工人不间断周期性上料,劳动强度大,操作繁琐,不利于自动化生产。
技术实现思路
1、解决的技术问题
2、针对现有技术所存在的上述缺点,本发明提供了一种用于门窗制造的自动送料装置,能够有效地解决现有技术中,自动切料设备能够实现智能化切割,但是切割所需的铝型材多数采用传送带输送,然后设备自动化定长并由两机头锯片45度交替切割下料,而传送带上的铝型材都是采用人工上料,由于传送带上的面积有限,而且铝型材的下料需要时间等待,因此传送带上的铝型材,需要工人不间断周期性上料,劳动强度大,操作繁琐,不利于自动化生产的问题。
3、技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
5、本发明提供一种用于门窗制造的自动送料装置,包括:
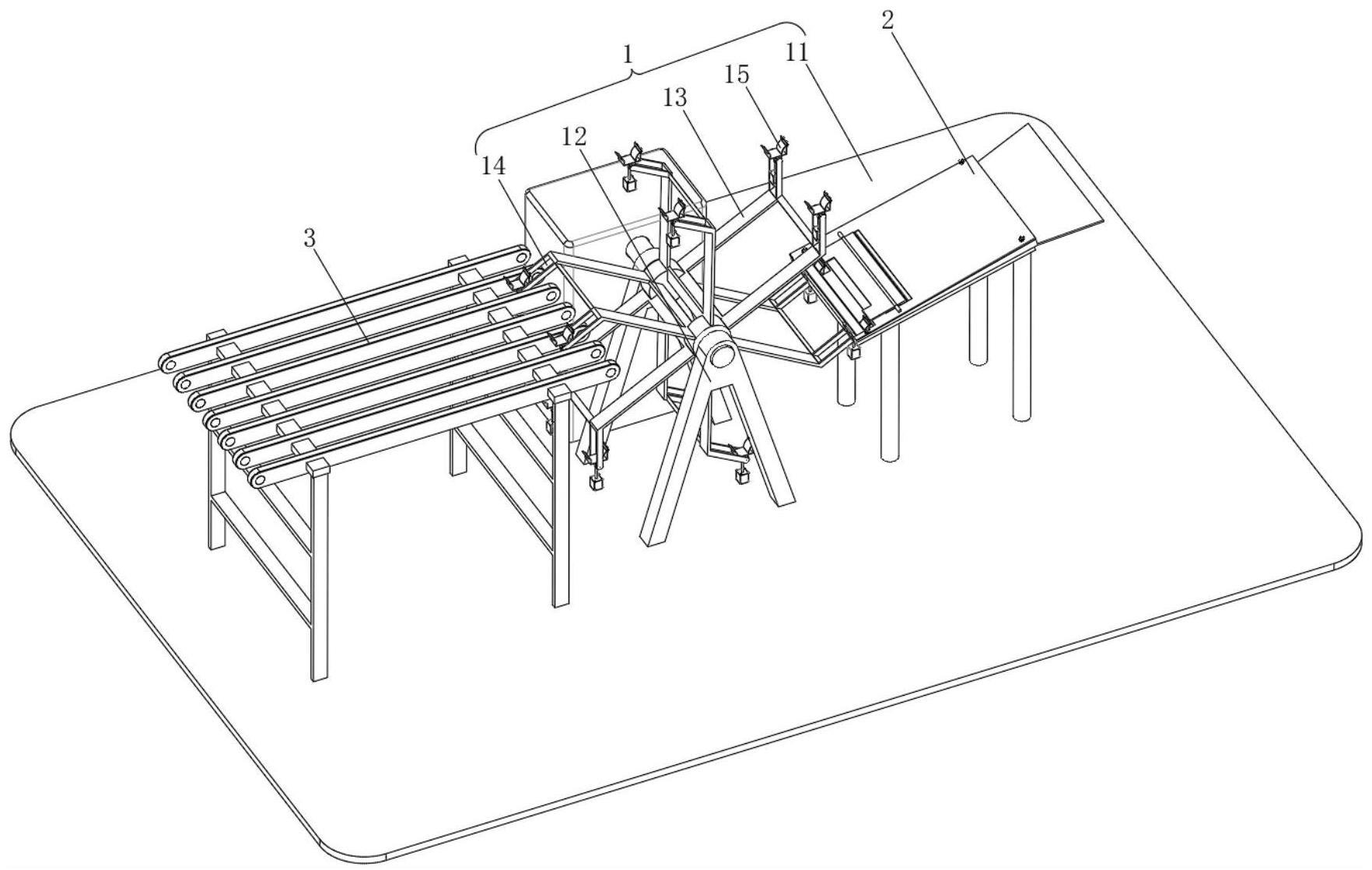
6、转运部,所述转运部包括底座,所述底座通过设置在其顶部的支架转动连接有转运架,所述转运架通过开设在其内部的循环孔转动连接有转运件,用于外部铝型材的转运;
7、上料部,所述上料部包括料箱,所述料箱底部通过连接杆与底座顶部固定连接,所述料箱顶部滑动连接有料板,所述料箱内部开设有用于引导转运件通过的取料孔,所述料板上表面一侧开设有半开孔,所述半开孔位于取料孔正上方。
8、进一步地,还包括传送架,所述传送架底部与底座顶部固定连接,所述传送架、转运部以及上料部从左到右依次设置。
9、进一步地,所述转运件包括转运框,所述转运框下表面通过转动座与循环孔内壁转动连接,所述转运框底部通过直杆固定连接有配重块。
10、进一步地,所述转运框通过开设在其内部的调节孔转动连接有弯板,所述弯板端部固定连接有拨动板,所述拨动板内部转动连接有硬杆,所述硬杆外表面固定连接有螺纹杆,所述转运框外表面固定连接有支块,所述支块顶部转动连接有与螺纹杆外表面螺纹连接的螺纹管。
11、进一步地,所述料板下表面固定连接有挡板,所述挡板底端贯穿料箱并与料箱内部滑动连接,所述料板内部转动连接有与料箱内部螺纹连接的校正杆。
12、进一步地,所述料板顶部开设有方孔,所述方孔内壁通过轴套转动连接有配重板,所述配重板下方分别固定连接有凸板和下压板。
13、进一步地,所述凸板和下压板分别位于轴套两侧,所述凸板底部贯穿方孔并与外部铝型材侧面相贴合,所述下压板位于外部铝型材上表面,所述配重板远离下压板一侧位于拨动板正上方。
14、有益效果
15、本发明提供的技术方案,与现有技术相比,具有如下有益效果:
16、本发明设置有转运架、转运件以及配重板,当转运框抓取最下方的铝型材后,转运件整体继续向上运动,接着拨动板开始接触上料部上的配重板,拨动板带动配重板顺时针旋转(当配重板绕轴套进行顺时针旋转时,下压板优先接触倒数第二铝型材上表面并对其进行施加压力,使其紧密贴合在料箱内壁上避免其滑动,接着凸板向上脱离最下方的铝型材侧面,最下方的铝型材继续向下滑动,滑入取料孔上方,然后停止运动),直至拨动板旋转脱离配重板,配重板受到自身重力影响进行快速复位,(配合凸板和下压板作用,实现铝型材的一一上料),结合转运架的间歇式旋转,实现铝型材在传送架上等间距自动上料,适用于自动化切割节拍(传统人工只能通过肉眼观察,存在时间误差)。与此同时,一次性装满料箱的铝型材可实现批量自动上料,无需人工一直不间断周期性上料,大大降低劳动强度,利于自动化生产。
技术特征:
1.一种用于门窗制造的自动送料装置,其特征在于,包括:
2.根据权利要求1所述的一种用于门窗制造的自动送料装置,其特征在于:还包括传送架(3),所述传送架(3)底部与底座(11)顶部固定连接,所述传送架(3)、转运部(1)以及上料部(2)从左到右依次设置。
3.根据权利要求1所述的一种用于门窗制造的自动送料装置,其特征在于:所述转运件(15)包括转运框(151),所述转运框(151)下表面通过转动座与循环孔(14)内壁转动连接,所述转运框(151)底部通过直杆固定连接有配重块(152)。
4.根据权利要求3所述的一种用于门窗制造的自动送料装置,其特征在于:所述转运框(151)通过开设在其内部的调节孔(153)转动连接有弯板(154),所述弯板(154)端部固定连接有拨动板(155),所述拨动板(155)内部转动连接有硬杆(156),所述硬杆(156)外表面固定连接有螺纹杆(157),所述转运框(151)外表面固定连接有支块(158),所述支块(158)顶部转动连接有与螺纹杆(157)外表面螺纹连接的螺纹管(159)。
5.根据权利要求1所述的一种用于门窗制造的自动送料装置,其特征在于:所述料板(22)下表面固定连接有挡板(25),所述挡板(25)底端贯穿料箱(21)并与料箱(21)内部滑动连接,所述料板(22)内部转动连接有与料箱(21)内部螺纹连接的校正杆(26)。
6.根据权利要求4所述的一种用于门窗制造的自动送料装置,其特征在于:所述料板(22)顶部开设有方孔(27),所述方孔(27)内壁通过轴套转动连接有配重板(28),所述配重板(28)下方分别固定连接有凸板(281)和下压板(282)。
7.根据权利要求6所述的一种用于门窗制造的自动送料装置,其特征在于:所述凸板(281)和下压板(282)分别位于轴套两侧,所述凸板(281)底部贯穿方孔(27)并与外部铝型材侧面相贴合,所述下压板(282)位于外部铝型材上表面,所述配重板(28)远离下压板(282)一侧位于拨动板(155)正上方。
技术总结
本发明公开了一种用于门窗制造的自动送料装置,包括转运部,所述转运部包括底座,所述底座通过设置在其顶部的支架转动连接有转运架,所述转运架通过开设在其内部的循环孔转动连接有转运件,用于外部铝型材的转运,本发明涉及门窗制造技术领域。该一种用于门窗制造的自动送料装置,能够有效地解决现有技术中,自动切料设备能够实现智能化切割,但是切割所需的铝型材多数采用传送带输送,然后设备自动化定长并由两机头锯片45度交替切割下料,而传送带上的铝型材都是采用人工上料,由于传送带上的面积有限,而且铝型材的下料需要时间等待,因此传送带上的铝型材,需要工人不间断周期性上料,劳动强度大,操作繁琐,不利于自动化生产的问题。
技术研发人员:梁晓东,胡新尧,张俊峰,梁恒,林狄
受保护的技术使用者:广东福临门世家智能家居有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!