一种合金冲压卷圆方法与流程
本发明涉及合金冲压,具体涉及一种合金冲压卷圆方法。
背景技术:
1、合金冲压卷圆是指将合金板材通过冲压方式制成圆管等圆形工件,通常而言,合金冲压卷圆一般包括两种卷圆方式,一种是先将合金板材冲压成“u”形,再对着“u”形工件的口部进行冲压形成圆形工件,另一种是先将合金板材冲压成“w”形,之后对准中间凸起冲压成扇形后,再冲压形成圆形工件。上述两种冲压方法都存在精度较低的问题,冲压出来的圆形工件圆度公差大,无法满足高精密工件的公差要求。
技术实现思路
1、本发明的目的在于克服背景技术中存在的上述缺陷或问题,提供一种合金冲压卷圆方法,该卷圆方法能够有效改善圆形工件的圆度公差。
2、为达成上述目的,本发明采用如下技术方案:
3、一种合金冲压卷圆方法,包括以下步骤:
4、s1、以目标工件半径计算周长分切获得具有相应宽度的合金板材;
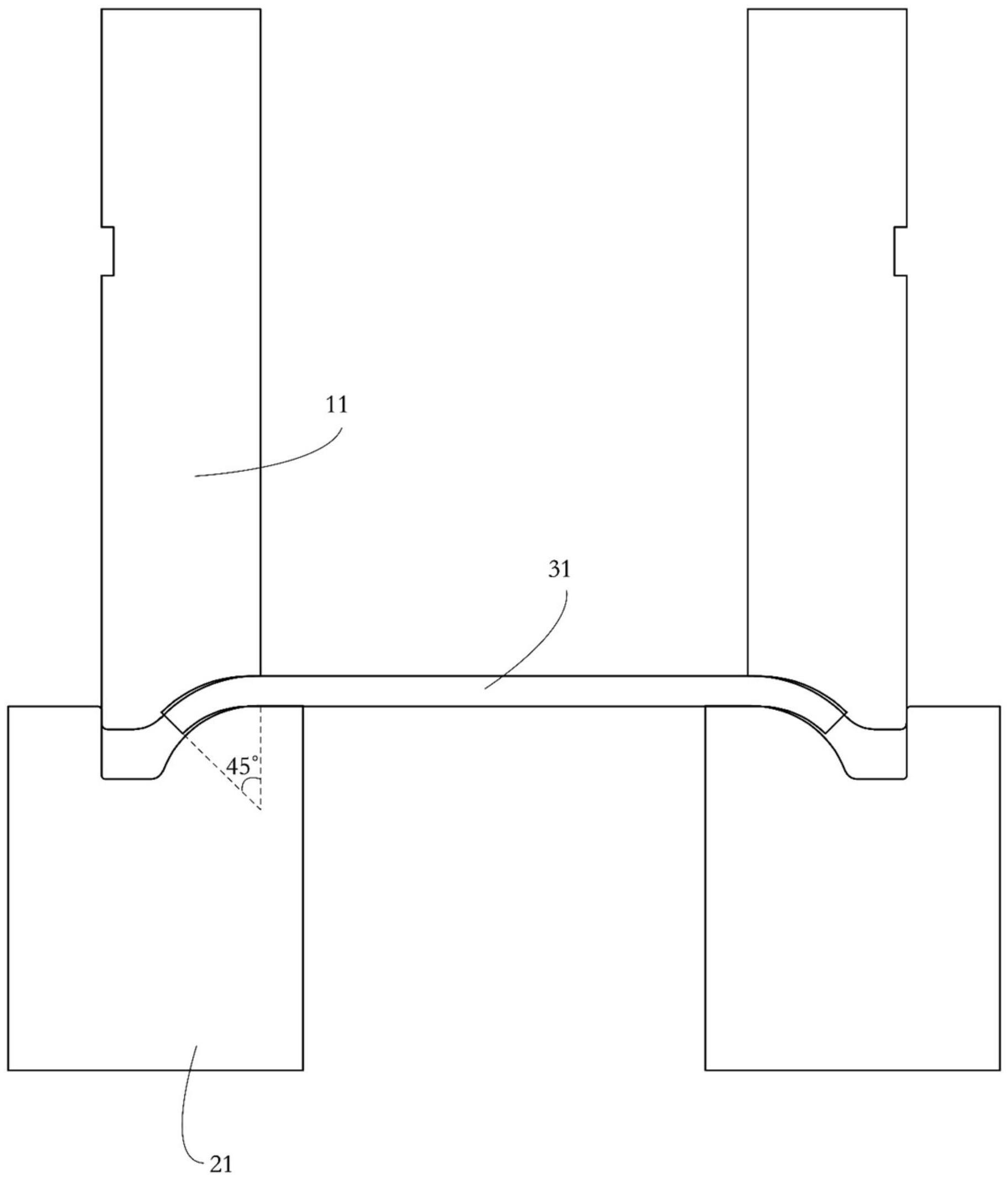
5、s2、对合金板材进行第一次冲压卷圆得到一次卷圆产品,冲压模具圆心角为45°,半径为六分之一周长,冲压位置为以合金板材中线为起点三分之一周长位置处;
6、s3、对一次卷圆产品进行第二次冲压卷圆得到二次卷圆产品,冲压模具圆心角为90°,半径为六分之一周长,冲压位置为以合金板材中线为起点六分之一周长位置处;
7、s4、对二次卷圆产品进行第三次冲压卷圆得到三次卷圆产品,冲压模具圆心角为66°,半径为六分之一周长,冲压位置为合金板材中线处;
8、s5、对三次卷圆产品进行第四次冲压卷圆得到四次卷圆产品,冲压模具具有与目标工件半径对应的卷圆圆芯,三次卷圆产品被冲压包围该卷圆圆芯;
9、s6、对四次卷圆产品进行第一次整形得到一次整形产品,整形模具具有与目标工件半径对应的凹模,整形方向为左右两侧;
10、s7、对一次整形产品进行第二次整形得到二次整形产品,整形模具具有与目标工件半径对应的凹模,整形方向为上下两侧;
11、s8、对二次整形产品进行第三次整形得到目标工件,整形模具具有与目标工件半径对应的凹模,整形方向为左右两侧。
12、进一步的,所述步骤s2、s3中,同时对上一步获得的产品在宽度方向的两端进行冲压卷圆。
13、进一步的,所述步骤s2、s3、s4和s5中,通过卷圆冲压设备进行冲压卷圆,所述卷圆冲压设备包括有折弯冲头和凹模,所述折弯冲头和凹模配合形成所述冲压模具;所述步骤s2、s3、s4中,所述冲压模具的圆心角是指折弯冲头和凹模上用于进行冲压卷圆的部分的圆弧对应的圆心角。
14、进一步的,所述步骤s6和s8中,通过左右整形冲压设备进行整形,所述左右整形冲压设备包括有整形滑块、楔形冲头和整形圆芯,所述整形滑块用于对四次卷圆产品的左右两侧进行整形,所述楔形冲头用于驱动所述整形滑块滑动,所述作用整形冲压设备中的整形圆芯用于支撑所述四次卷圆产品和二次整形产品。
15、进一步的,所述步骤s7中,通过上下整形冲压设备进行整形,所述上下整形冲压设备包括有整形冲头、整形凹模和整形圆芯,所述整形冲头和整形凹模配合对一次整形产品的上下两侧进行整形,所述上下整形冲压设备中的整形圆芯用于支撑所述一次整形产品。
16、进一步的,述步骤s1至s8中,冲速为80spm,吨位为110吨。
17、由上述对本发明的描述可知,相对于现有技术,本发明具有如下有益效果:
18、本发明提供一种合金冲压卷圆方法,包括四次冲压卷圆以及三次冲压整形,最终得到的产品的圆度公差小,能够符合精密工件的要求。
19、在该卷圆方法中,首先分切出一特定宽度的合金板材,之后对该合金板材进行第一次冲压卷圆得到一次卷圆产品,通过第一次冲压卷圆后,合金板材的两端初步弯曲为45°形状,之后对一次卷圆产品进行第二次冲压卷圆,合金板材的两端进一步弯曲成90°形状,之后对二次卷圆产品进行第三次冲压卷圆,合金板材的中部开始弯曲,两端相互靠近,之后对三次卷圆产品进行第四次冲压卷圆,该次冲压卷圆通过卷圆圆芯对合金板材进行支撑,使得合金板材初步呈现圆形;
20、在完成四次卷圆工序后,对四次卷圆产品进行冲压整形,依次是左右整形、上下整形和左右整形,通过三次整形工序后,使得最终得到的目标工件的圆度公差符合要求。
21、在上述过程中,对相应的冲压卷圆参数进行设计,调整冲压模具的圆心角、半径和冲压位置,再通过多次冲压卷圆和冲压整形,进一步地降低最终得到的目标工件的圆度公差。
技术特征:
1.一种合金冲压卷圆方法,其特征是,包括以下步骤:
2.如权利要求1所述的一种合金冲压卷圆方法,其特征是,所述步骤s2、s3中,同时对上一步获得的产品在宽度方向的两端进行冲压卷圆。
3.如权利要求2所述的一种合金冲压卷圆方法,其特征是,所述步骤s2、s3、s4和s5中,通过卷圆冲压设备进行冲压卷圆,所述卷圆冲压设备包括有折弯冲头和凹模,所述折弯冲头和凹模配合形成所述冲压模具;所述步骤s2、s3、s4中,所述冲压模具的圆心角是指折弯冲头和凹模上用于进行冲压卷圆的部分的圆弧对应的圆心角。
4.如权利要求3所述的一种合金冲压卷圆方法,其特征是,所述步骤s6和s8中,通过左右整形冲压设备进行整形,所述左右整形冲压设备包括有整形滑块、楔形冲头和整形圆芯,所述整形滑块用于对四次卷圆产品(34)的左右两侧进行整形,所述楔形冲头用于驱动所述整形滑块滑动,所述作用整形冲压设备中的整形圆芯用于支撑所述四次卷圆产品(34)和二次整形产品(26)。
5.如权利要求4所述的一种合金冲压卷圆方法,其特征是,所述步骤s7中,通过上下整形冲压设备进行整形,所述上下整形冲压设备包括有整形冲头、整形凹模和整形圆芯,所述整形冲头和整形凹模配合对一次整形产品(35)的上下两侧进行整形,所述上下整形冲压设备中的整形圆芯用于支撑所述一次整形产品(35)。
6.如权利要求5所述的一种合金冲压卷圆方法,其特征是,所述步骤s1至s8中,冲速为80spm,吨位为110吨。
技术总结
本发明公开了一种合金冲压卷圆方法,该方法首先分切出一特定宽度的合金板材,之后对该合金板材进行第一次冲压卷圆得到一次卷圆产品,通过第一次冲压卷圆后,合金板材的两端初步弯曲为45°形状,之后对一次卷圆产品进行第二次冲压卷圆,合金板材的两端进一步弯曲成90°形状,之后对二次卷圆产品进行第三次冲压卷圆,合金板材的中部开始弯曲,两端相互靠近,之后对三次卷圆产品进行第四次冲压卷圆,该次冲压卷圆通过卷圆圆芯对合金板材进行支撑,使得合金板材初步呈现圆形;在完成四次卷圆工序后,对四次卷圆产品进行冲压整形,依次是左右整形、上下整形和左右整形,通过三次整形工序后,使得最终得到的目标工件的圆度公差符合要求。
技术研发人员:陈志雄,黄明亮,周赟瀚,周哲欣
受保护的技术使用者:厦门永祥裕科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!