一种高精度金属工件加工方法与流程
本申请涉及金属精密加工的领域,尤其是涉及一种高精度金属工件加工方法。
背景技术:
1、离子注入机是生产半导体晶圆芯片的最主要设备之一,一台离子注入机是多个极为复杂精密的分系统的集成,其中离子源是极其重要的分系统,离子源离化电弧腔室是离子源的核心组件。离子源离化电弧腔室零部件的50%是由金属钨的精密加工件构成,30%零部件是由金属钼和钼合金(tzm)的精密加工件构成,5%零部件是由金属钽的精密加工件构成,因此钨、钼、钼合金(tzm)和钽的精密加工不规则零件在ip行业有着不可替代的作用。
2、目前,离子源离化电弧钨腔室的零部件加工工艺流程为磨光金属工件、电火花打穿丝孔、线切割割外形、磨床磨外形、cnc加工中心加工至图纸尺寸。当一个金属工件完成加工后,工作人员从加工中心内取出已加工的金属工件,使用气枪清理加工中心内加工模具的工作台面,将加工产生的碎屑吹落加工模具,再将另一个金属工件放置在加工模具上,通过压板螺丝将金属工件固定在加工模具内,最后加工中心对金属工件进行加工。
3、工作人员使用压板螺丝对金属工件进行固定,金属工件固定的牢固程度取决于工作人员转动螺丝的程度,而工作人员难以把握螺丝转动程度,致使金属工件在工作台面上放置的精度降低,同时,手工放置金属工件亦会降低金属工件放置的精确度。
技术实现思路
1、为了改善人工固定金属工件精度较低的问题,本申请提供一种高精度金属工件加工方法。
2、本申请提供的一种高精度金属工件加工方法采用如下的技术方案:
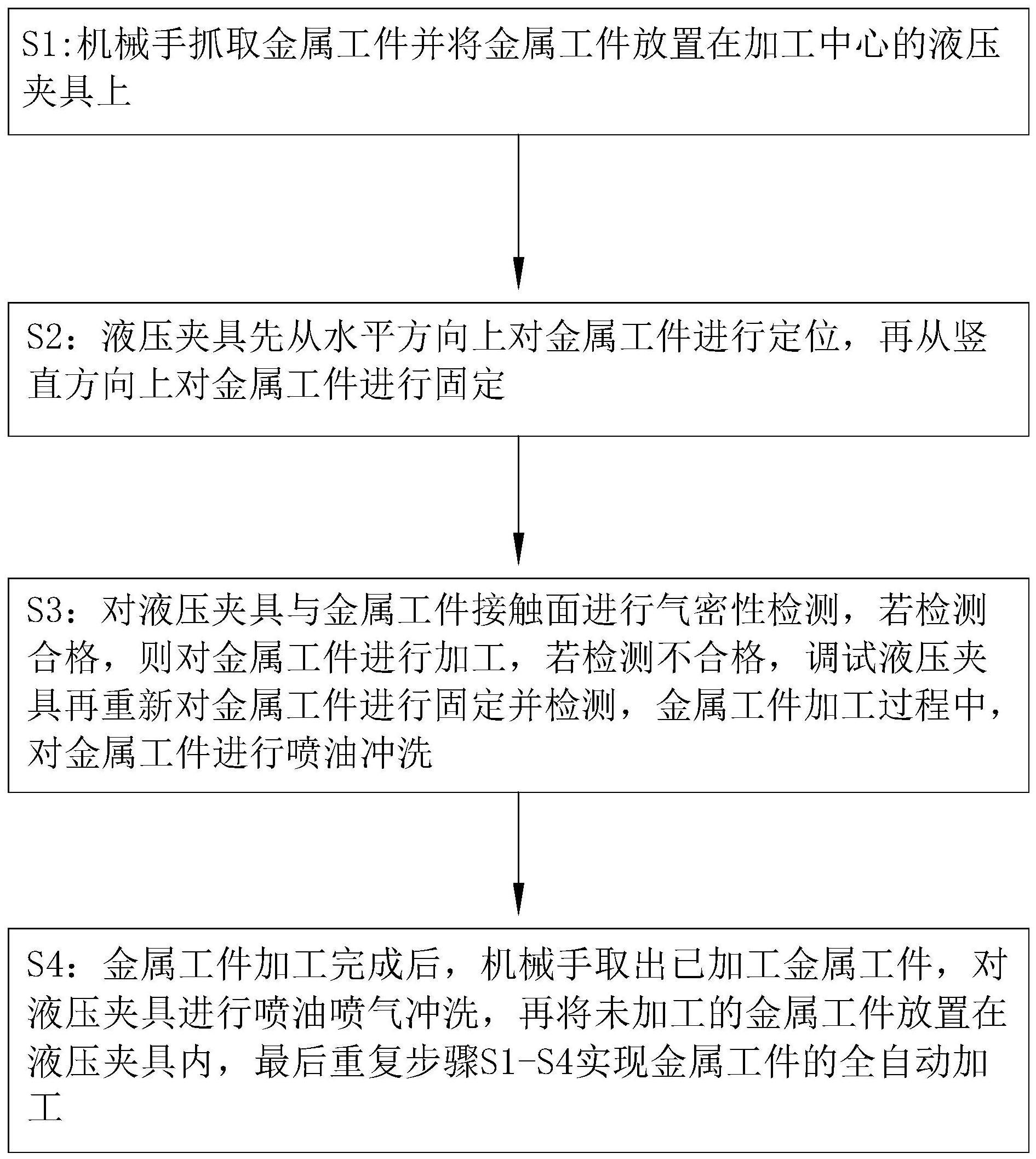
3、一种高精度金属工件加工方法,包括以下加工步骤:s1:机械手抓取金属工件并将金属工件放置在加工中心的液压夹具上;s2:液压夹具先从水平方向上对金属工件进行定位,液压夹具再从竖直方向上对金属工件进行固定;s3:对液压夹具与金属工件接触面进行气密性检测,若检测合格,则对金属工件进行加工,若检测不合格,则检查液压夹具工作台面是否干净,或调节液压夹具的压力,再重新对金属工件进行固定并检测;s4:机械手取出已加工的金属工件并将另一个待加工的金属工件放置在液压夹具上。
4、通过采用上述技术方案,使用机械手自动对金属工件进行上料,使用液压夹具自动对金属工件进行定位以及固定,从而使得金属工件放置的精确度更高,通过检测液压夹具与金属工件之间气密性的方式,判断金属工件被固定的牢固程度。使用机械化设备自动对金属工件进行上料及固定,再配合气密性检测,从而能够便于工作人员对金属工件被固定的牢固程度进行快速检测,使得金属工件加工精度大大提高。
5、优选的,金属工件加工过程中,对金属工件进行喷油冲洗。
6、通过采用上述技术方案,金属工件在加工过程中会产生大量碎屑,对金属工件喷油冲洗能够冲洗掉大部分碎屑,从而便于加工完成后对液压夹具进行清理。
7、优选的,金属工件加工完成后,先对液压夹具进行喷油冲洗,再对液压夹具进行喷气冲洗。
8、通过采用上述技术方案,先进行喷油冲洗能够冲洗掉液压夹具上大部分的碎屑,此时,在冲洗死角处会残留有小部分碎屑,再进行喷气冲洗,气流吹动液压夹具上的清洗油进行流动,清洗油流动过程中会带走冲洗死角处残留的碎屑,从而将液压夹具清理得更加干净。
9、优选的,喷油冲洗时间为20-40秒,喷气冲洗时间为20-40秒。
10、通过采用上述技术方案,定时对液压夹具进行喷油喷气冲洗,使得液压夹具能够进行足够的喷油喷气冲洗,从而便于清理干净液压夹具。
11、优选的,喷油冲洗为地毯式往复冲洗,喷气冲洗为地毯式往复冲洗。
12、通过采用上述技术方案,对液压夹具进行地毯式往复喷油喷气冲洗,使得冲洗效果更佳。
13、优选的,液压夹具上设置有定位柱,金属工件放置在液压夹具内,液压夹具沿水平方向推压金属工件,使金属工件抵紧定位柱。
14、通过采用上述技术方案,金属工件放置在液压夹具内后,液压夹具将金属工件挤压抵紧定位柱,从而对金属工件进行定位,使得金属工件放置在液压夹具上后位置偏差更小,从而提高金属工件的加工精度。
15、优选的,液压夹具上的液压油缸驱动压块对金属工件进行下压固定。
16、通过采用上述技术方案,液压油缸驱动压块对金属工件进行固定,液压油缸为机械驱动,因此,液压油缸每次驱动压块移动的距离相同,从而使得液压夹具每次对金属工件的压紧程度均相同,进一步提高金属工件的加工精度。
17、优选的,机械手抓取待加工金属工件快移至加工中心前方,机械手进入加工中心抓取已加工金属工件,机械手将待加工金属工件放置在液压夹具上,机械手退出加工中心并将已加工金属工件放置在下料区。
18、通过采用上述技术方案,在对金属工件进行上下料时,机械手能够在取出已加工金属工件的同时,将未加工的金属工件放置在液压夹具上,从而提高了金属工件上下料的效率,进而提高金属工件的加工效率。
19、优选的,已加工金属工件被取出后,机械手退出加工中心,对液压夹具进行喷油及喷气冲洗,机械手再进入加工中心并放置待加工金属工件。
20、通过采用上述技术方案,先取出已加工的金属工件,再对液压夹具进行喷油喷气冲洗,使得液压夹具能够清理得更加干净。
21、优选的,机械手上至少有两组用于对金属工件进行抓取的夹爪。
22、通过采用上述技术方案,一组夹爪对未加工金属工件进行抓取,另一组夹爪对已加工金属工件进行抓取,从而能够提高机械手上下料的效率。
23、综上所述,本申请包括以下至少一种有益技术效果:
24、1.通过采用液压夹具自动对金属工件进行定位以及固定,使得金属工件在液压夹具上放置的精确度更高,使用机械化设备自动对金属工件进行上料及固定,再配合气密性检测,从而能够便于工作人员对金属工件被固定的牢固程度进行快速检测,使得金属工件加工精度大大提高;
25、2.通过采用对液压夹具进行喷油喷气冲洗,能够清理液压夹具上残留的碎屑,使得液压夹具更加干净;
26、3.通过采用机械爪同时进行金属工件的上下料,从而提高了金属工件的加工效率。
技术特征:
1.一种高精度金属工件加工方法,其特征在于:包括以下加工步骤:s1:机械手抓取金属工件并将金属工件放置在加工中心的液压夹具上;s2:液压夹具先从水平方向上对金属工件进行定位,液压夹具再从竖直方向上对金属工件进行固定;s3:对液压夹具与金属工件接触面进行气密性检测,若检测合格,则对金属工件进行加工,若检测不合格,则检查液压夹具工作台面是否干净,或调节液压夹具的压力,再重新对金属工件进行固定并检测;s4:机械手取出已加工的金属工件并将另一个待加工的金属工件放置在液压夹具上。
2.根据权利要求1所述的一种高精度金属工件加工方法,其特征在于:金属工件加工过程中,对金属工件进行喷油冲洗。
3.根据权利要求1所述的一种高精度金属工件加工方法,其特征在于:金属工件加工完成后,先对液压夹具进行喷油冲洗,再对液压夹具进行喷气冲洗。
4.根据权利要求3所述的一种高精度金属工件加工方法,其特征在于:喷油冲洗时间为20-40秒,喷气冲洗时间为20-40秒。
5.根据权利要求3所述的一种高精度金属工件加工方法,其特征在于:喷油冲洗为地毯式往复冲洗,喷气冲洗为地毯式往复冲洗。
6.根据权利要求1所述的一种高精度金属工件加工方法,其特征在于:液压夹具上设置有定位柱,金属工件放置在液压夹具内,液压夹具沿水平方向推压金属工件,使金属工件抵紧定位柱。
7.根据权利要求1所述的一种高精度金属工件加工方法,其特征在于:液压夹具上的液压油缸驱动压块对金属工件进行下压固定。
8.根据权利要求3所述的一种高精度金属工件加工方法,其特征在于:机械手抓取待加工金属工件快移至加工中心前方,机械手进入加工中心抓取已加工金属工件,机械手将待加工金属工件放置在液压夹具上,机械手退出加工中心并将已加工金属工件放置在下料区。
9.根据权利要求8所述的一种高精度金属工件加工方法,其特征在于:已加工金属工件被取出后,机械手退出加工中心,对液压夹具进行喷油及喷气冲洗,机械手再进入加工中心并放置待加工金属工件。
10.根据权利要求8所述的一种高精度金属工件加工方法,其特征在于:机械手上至少有两组用于对金属工件进行抓取的夹爪。
技术总结
本申请涉及金属精密加工领域,公开了一种高精度金属工件加工方法,包括以下加工步骤:S1:机械手抓取金属工件并将金属工件放置在加工中心的液压夹具上;S2:液压夹具对金属工件进行定位及固定;S3:对液压夹具与金属工件接触面进行气密性检测;S4:机械手取出已加工的金属工件并将另一个待加工的金属工件放置在液压夹具上。本申请具有能够通过采用液压夹具自动对金属工件进行定位以及固定,使得金属工件在液压夹具上放置的精确度更高,使用机械化设备自动对金属工件进行上料及固定,再配合气密性检测,从而能够便于工作人员对金属工件被固定的牢固程度进行快速检测,使得金属工件加工精度大大提高。
技术研发人员:叶志强,叶寒
受保护的技术使用者:上海西普瀚芯电子科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!