一种无头轧制卷取温度控制方法与流程
本申请涉及热轧带钢生产,具体而言,涉及一种无头轧制卷取温度控制方法。
背景技术:
1、薄板坯连铸连轧技术因其在薄材生产中所具备的连续化、低成本、高效率的技术优势,在国内快速兴起发展。无头轧制中,多模式连续铸轧生产线(简称mccr)首创多模式连铸连轧形式,实现了单块、半无头和全无头切换的多模式铸轧形式,生产节奏和产品成材率大幅提高。在薄板坯连铸连轧生产过程中,层流冷却的控制精度与带钢最终的产品性能密切相关。带钢经过精轧末机架出口后,进入层冷输出辊道。层流冷却区包含若干个冷却段,每个冷却段配置若干数量的上、下喷水集管,通过层冷控制模型计算需开启的冷却集管阀门,带钢经过冷却集管层冷水的冷却,在到达卷取机前实现目标卷取温度控制。
2、无头轧制模式下,同一辊期连续轧制的带钢根据卷取切分卷分成不同虚拟卷,进行二级过程控制模型和一级基础自动化控制。区别于传统热连轧,无头轧制模式下对每卷带钢的轧制不存在穿带、提速和降速阶段、以及抛尾阶段,在整个辊期内连续轧制。在产品规格变化不大的情况下,不同虚拟卷间的冷却集管开启状态变化造成了卷取温度的波动,最终影响带钢在全长方向上的性能一致性。此外,无头轧制模式下,带钢运行速度受铸坯拉速、卷-卷间厚差等因素限制,常伴随厚度波动、动态变规格等情况而变化,带钢运行速度影响了通过层冷区的时间,从而最终影响卷取温度控制精度。
技术实现思路
1、本申请的实施例提供了一种无头轧制卷取温度控制方法,该方法通过继承冷却集管的开启状态以及设置控速集管的方式,消除无头轧制模式非fgc时两卷衔接处的冷却集管开启状态突变引起的卷取温度波动,并抑制因带钢运行速度波动造成的卷取温度不稳定问题,提高带钢全长卷取温度命中率。
2、本申请的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本申请的实践而习得。
3、根据本申请实施例的第一方面,提供了一种无头轧制卷取温度控制方法,包括:
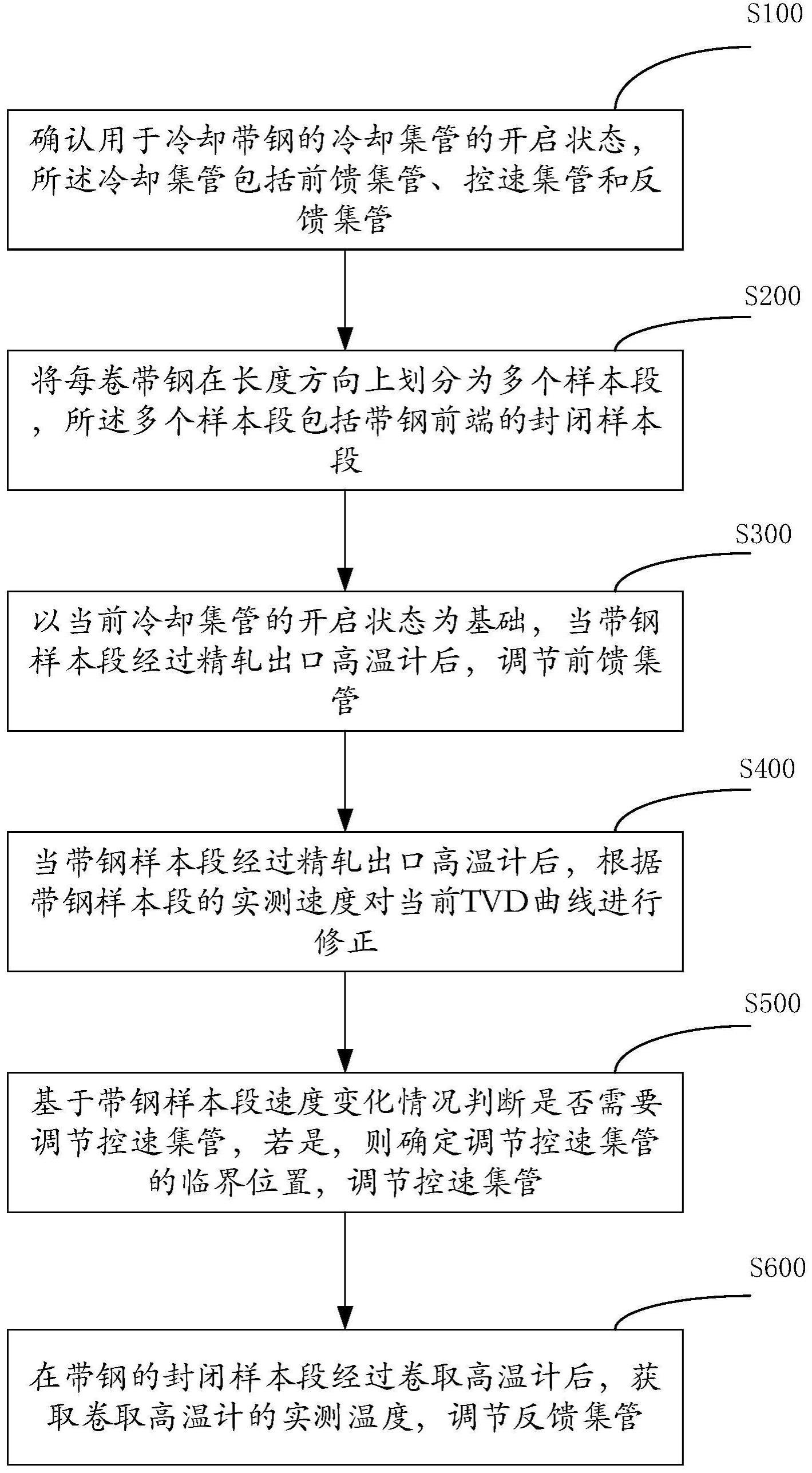
4、确认用于冷却带钢的冷却集管的开启状态,所述冷却集管包括前馈集管、控速集管和反馈集管;
5、将每卷带钢在长度方向上划分为多个样本段,所述多个样本段包括带钢前端的封闭样本段;
6、以当前冷却集管的开启状态为调节基础,当带钢样本段经过精轧出口高温计后,调节前馈集管,并基于带钢样本段速度变化情况判断是否需要调节控速集管,若是,则确定调节控速集管的临界位置,调节控速集管;
7、在封闭样本段经过卷取高温计后,获取卷取高温计的实测温度,调节反馈集管。
8、在本申请的一些实施例中,基于前述方案,所述确认用于冷却带钢的冷却集管的开启状态,包括:
9、基于带钢的钢种、厚度和目标卷取温度判断相邻两卷带钢是否为同一层别的带钢,若为同一层别的带钢,则在后的带钢沿用在前的带钢的冷却集管的开启状态,否则重新确认在后的带钢的冷却集管的开启状态。
10、在本申请的一些实施例中,基于前述方案,所述调节前馈集管,包括:
11、精轧出口高温计测量当前带钢样本段的实测温度;
12、在当前冷却集管开启状态的基础上,根据精轧出口高温计测得的实测温度,调整前馈集管的开启状态。
13、在本申请的一些实施例中,基于前述方案,本方法还包括:当带钢样本段经过精轧出口高温计后,根据带钢样本段的实测速度对当前tvd曲线进行修正。
14、在本申请的一些实施例中,基于前述方案,所述基于带钢样本段速度变化情况判断是否需要调节控速集管,包括:
15、调用速度变化判定函数对当前带钢样本段进行速度变化判定,包括:
16、计算当前带钢样本段到达控速集管处时的速度v1;
17、将速度v1与经过精轧出口高温计后的带钢样本段的预测速度v2进行比较,如果则调节控速集管的开启状态,其中,c为可配置常数。
18、在本申请的一些实施例中,基于前述方案,所述确定调节控速集管的临界位置,包括:
19、基于当前带钢样本段的速度与控速集管的水阀延迟响应时间计算调节控速集管的延迟距离;
20、基于延迟距离以及控速集管的位置确定调节控速集管的临界位置。
21、在本申请的一些实施例中,基于前述方案,所述调节控速集管,包括:
22、预测控速集管到卷取高温计之间的带钢的温度分布情况,得到当前带钢样本段的控速预测卷取温度;
23、在当前控速集管开启状态的基础上,根据控速预测卷取温度和目标卷取温度之间的温差,调整控速集管的开启状态。
24、在本申请的一些实施例中,基于前述方案,所述调节反馈集管,包括:
25、获取当前带钢样本段的第一反馈预测卷取温度,以及此时到达卷取高温计的带钢样本段的第二反馈预测卷取温度;
26、在当前反馈集管开启状态的基础上,根据卷取高温计的实测温度和目标卷取温度之间的温差、以及第一反馈预测卷取温度和第二反馈预测卷取温度之间的温差,调整反馈集管的开启状态。
27、在本申请的一些实施例中,基于前述方案,所述精轧出口高温计选用光学高温计或者辐射高温计。
28、在本申请的一些实施例中,基于前述方案,所述卷取高温计选用光学高温计或者辐射高温计。
29、本申请的技术方案针对薄板坯连铸连轧的无头轧制模式提供了一种卷取温度控制方法,保障卷取温度稳定在控制区间,提高了卷取温度命中率,促进带钢全长性能一致性。
30、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种无头轧制卷取温度控制方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述确认用于冷却带钢的冷却集管的开启状态,包括:
3.根据权利要求1所述的方法,其特征在于,所述调节前馈集管,包括:
4.根据权利要求3所述的方法,其特征在于,还包括:当带钢样本段经过精轧出口高温计后,根据带钢样本段的实测速度对当前tvd曲线进行修正。
5.根据权利要求1所述的方法,其特征在于,所述基于带钢样本段速度变化情况判断是否需要调节控速集管,包括:
6.根据权利要求1所述的方法,其特征在于,所述确定调节控速集管的临界位置,包括:
7.根据权利要求1所述的方法,其特征在于,所述调节控速集管,包括:
8.根据权利要求1所述的方法,其特征在于,所述调节反馈集管,包括:
9.根据权利要求1所述的方法,其特征在于,所述精轧出口高温计选用光学高温计或者辐射高温计。
10.根据权利要求1所述的方法,其特征在于,所述卷取高温计选用光学高温计或者辐射高温计。
技术总结
本申请的实施例提供了一种无头轧制卷取温度控制方法,涉及热轧带钢生产技术领域,所述方法包括确认用于冷却带钢的冷却集管的开启状态;将每卷带钢在长度方向上划分为多个样本段,所述多个样本段包括带钢前端的封闭样本段;以当前冷却集管的开启状态为调节基础,当带钢样本段经过精轧出口高温计后,调节前馈集管,并基于带钢样本段速度变化情况判断是否需要调节控速集管,若是,则确定调节控速集管的临界位置,调节控速集管;在带钢的封闭样本段经过卷取高温计后,获取卷取高温计的实测温度,调节反馈集管。该方法可以保障卷取温度稳定在控制区间,提高了卷取温度命中率,促进带钢全长性能一致性。
技术研发人员:王慧,郭薇,严乐明,文杰,于孟,王凤琴,贾迎帅
受保护的技术使用者:首钢集团有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!