一种用于太阳能电池板生产铝型材热挤压模具的制作方法
本发明属于型材热挤压成型相关,具体涉及一种用于太阳能电池板生产铝型材热挤压模具。
背景技术:
1、太阳能电池板一般采用铝型材固定框架和支架,铝型材由于其较高的强度和较低的密度,广泛应用于各行各业,阳能电池板的边框也需要采用铝型材生产制作,铝型材的生产通常采用挤压成型的方式,挤压是对放在容器内的金属铝料施加外力,使之从特定的模孔中流出,获得所需断面形状和尺寸的一种塑性加工方法,铝型材热挤压需要特定的热挤压模具。
2、现有的挤压模具通常使通过螺栓将上模和下模进行连接,由于对铝型材进行挤压时会形成极大的压力,容易造成螺栓的断裂,当然通过设置多个螺栓可以避免该问题,但是设置多个螺栓又会使上模和下模的安装变得麻烦,从而延长上下膜的安装时间。
技术实现思路
1、本发明的目的在于提供一种用于太阳能电池板生产铝型材热挤压模具,旨在解决现有技术中的对上模和下模连接的螺栓容易断裂的问题。
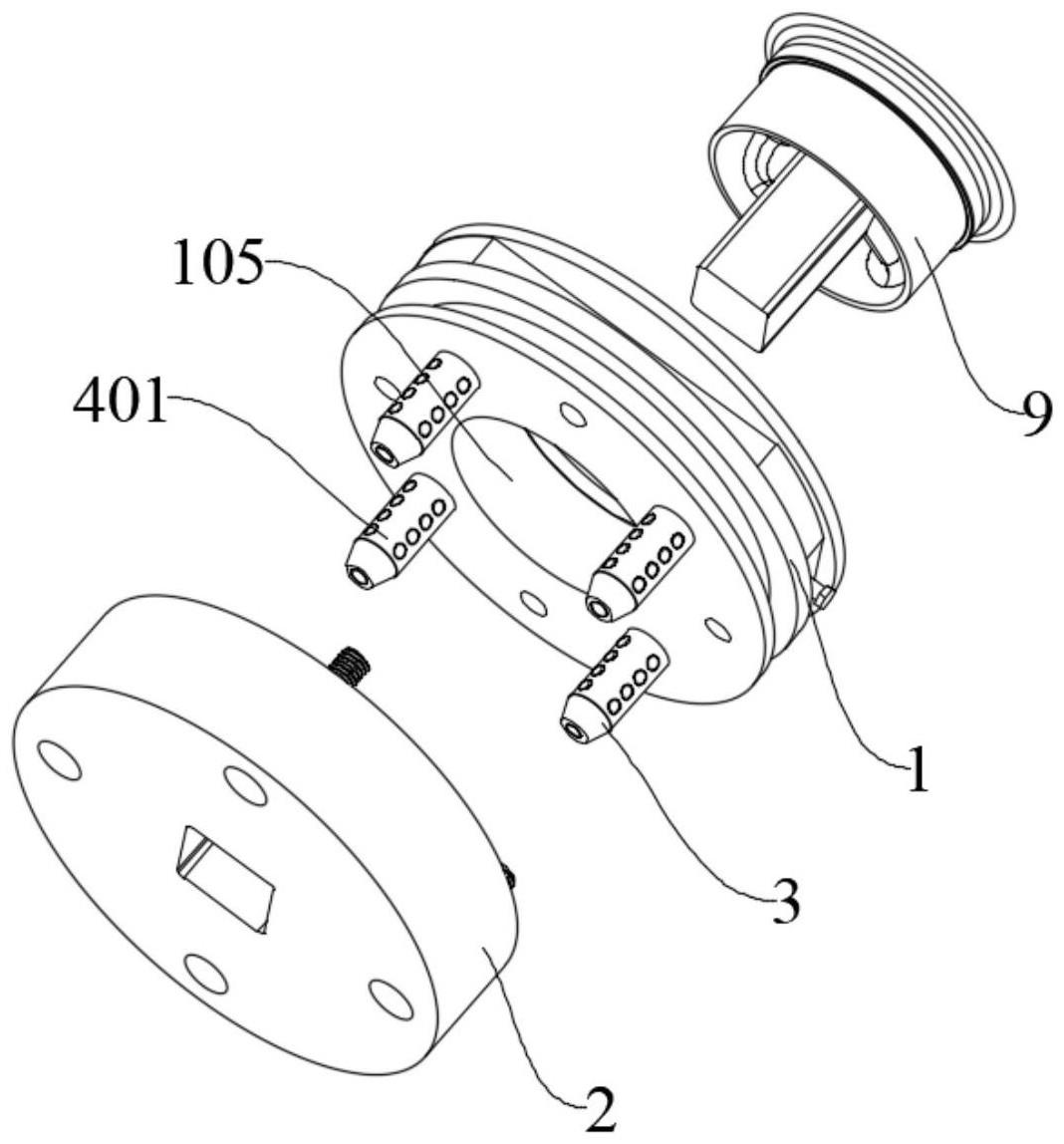
2、为实现上述目的,本发明提供如下技术方案:一种用于太阳能电池板生产铝型材热挤压模具,包括:上模和下模,所述上模上设置有定位部件,所述下模上设置有和定位部件适配的定位孔,所述定位部件上设置有将定位部件固定在定位孔内部的固定组件。
3、本发明的进一步的技术方案为,所述固定组件可通过受热驱动定位部件固定在定位孔的内部。
4、本发明的进一步的技术方案为,所述定位部件包括设置在上模上的定位柱,所述固定组件设置在定位柱上;
5、所述固定组件包括设置在定位柱上的固定销,所述定位孔的内部开设有与固定销配合使用的固定槽,所述上模内设置有可将固定销的一端推人固定槽内部的推柱,所述上模内设置有受热腔和滑动腔,所述上模上设置有和滑动腔内部相通的通气孔,可使滑动腔内部的气体排出,所述受热腔和滑动腔通过通孔使内部相通,所述受热腔受热时可推动推柱在滑动腔的内部滑动,所述推柱上设置有推动推柱复位的弹性件。
6、本发明的进一步的技术方案为,所述推柱的外表面和定位柱的内壁紧密接触,所述定位柱的一端设置有第一单向阀,所述第一单向阀可使定位柱内部的气体从第一单向阀中排出。
7、本发明的进一步的技术方案为,所述推柱的内部为中空形态,所述推柱靠近通孔一端设置有通气槽,所述通气槽可使通孔排出的气体流向通气槽内,所述推柱的外表面和滑动腔的内壁紧密接触。
8、本发明的进一步的技术方案为,所述受热腔的一侧设置有排气通道,所述排气通道上设置有第二单向阀,所述第二单向阀防止气体从排气通道中排出。
9、本发明的进一步的技术方案为,所述上模上滑动连接有平移框,所述平移框的两侧壁和上模相接触,所述平移框的一端设置有可推动平移框移动的驱动部件,所述平移框的另一端和第二单向阀相连接,用于控制第二单向阀的打开和闭合。
10、本发明的进一步的技术方案为,所述上模上设置有安装孔,所述安装孔的内部可拆卸连接有挤压芯,所述挤压芯上设置有分流桥,所述分流桥上设置有工作块,所述下模上设置有工作孔,所述工作孔和工作块之间形成挤出腔。
11、本发明的进一步的技术方案为,所述弹性件为压缩弹簧。
12、本发明的进一步的技术方案为,所述上模和下模通过螺栓相互固定连接。
13、与现有技术相比,本发明的有益效果是:
14、1、该用于太阳能电池板生产铝型材热挤压模具,首先通过定位部件和定位孔之间的配合,从而可以对上模和下模之间进行定位,从而可以防止上模和下模之间产生偏移,之后再通过螺栓进行固定,最后通过固定组件将定位部件固定在定位孔的内部,当该模具工作时,固定组件和定位部件可以对螺栓分担作用力,从而可以避免螺栓容易断裂的情况,使得该模具可以适当减少螺栓的数量,从而降低上模和下模之间的安装时间。
15、2、该用于太阳能电池板生产铝型材热挤压模具,当对铝型材进行热挤压时,由于铝型材坯料的温度一般会在四百度左右,从而会使上模受热腔受热,使受热腔内部的空气膨胀,推动推柱在定位柱的内部滑动,从而可以将固定销推入固定槽的内部,进而使得固定组件可以将定位部件固定在定位孔的内部,该模具利用热热回收进行驱动使定位部件固定在定位孔的内部,从而降低了能源的浪费。
技术特征:
1.一种用于太阳能电池板生产铝型材热挤压模具,其特征在于,包括:上模(1)和下模(2),所述上模(1)上设置有定位部件(3),所述下模(2)上设置有和定位部件(3)适配的定位孔(201),所述定位部件(3)上设置有将定位部件(3)固定在定位孔(201)内部的固定组件(4)。
2.根据权利要求1所述的一用于太阳能电池板生产铝型材热挤压模具,其特征在于:所述固定组件(4)可通过受热驱动定位部件(3)固定在定位孔(201)的内部。
3.根据权利要求2所述的一种用于太阳能电池板生产铝型材热挤压模具,其特征在于:所述定位部件(3)包括设置在上模(1)上的定位柱(401),所述固定组件(4)设置在定位柱(401)上;
4.根据权利要求3所述的一种用于太阳能电池板生产铝型材热挤压模具,其特征在于:所述推柱(403)的外表面和定位柱(401)的内壁紧密接触,所述定位柱(401)的一端设置有第一单向阀(5),所述第一单向阀(5)可使定位柱(401)内部的气体从第一单向阀(5)中排出。
5.根据权利要求3所述的一种用于太阳能电池板生产铝型材热挤压模具,其特征在于:所述推柱(403)的内部为中空形态,所述推柱(403)靠近通孔(103)一端设置有通气槽(4031),所述通气槽(4031)可使通孔(103)排出的气体流向通气槽(4031)内,所述推柱(403)的外表面和滑动腔(102)的内壁紧密接触。
6.根据权利要求3所述的一种用于太阳能电池板生产铝型材热挤压模具,其特征在于:所述受热腔(101)的一侧设置有排气通道(104),所述排气通道(104)上设置有第二单向阀(6),所述第二单向阀(6)防止气体从排气通道(104)中排出。
7.根据权利要求6所述的一种用于太阳能电池板生产铝型材热挤压模具,其特征在于:所述上模(1)上滑动连接有平移框(7),所述平移框(7)的两侧壁和上模(1)相接触,所述平移框(7)的一端设置有可推动平移框(7)移动的驱动部件(8),所述平移框(7)的另一端和第二单向阀(6)相连接,用于控制第二单向阀(6)的打开和闭合。
8.根据权利要求1所述的一种用于太阳能电池板生产铝型材热挤压模具,其特征在于:所述上模(1)上设置有安装孔(105),所述安装孔(105)的内部可拆卸连接有挤压芯(9),所述挤压芯(9)上设置有分流桥(91),所述分流桥(91)上设置有工作块(92),所述下模(2)上设置有工作孔(203),所述工作孔(203)和工作块(92)之间形成挤出腔(10)。
9.根据权利要求3所述的一种用于太阳能电池板生产铝型材热挤压模具,其特征在于:所述弹性件(404)为压缩弹簧。
10.根据权利要求1-9任一项所述的一种用于太阳能电池板生产铝型材热挤压模具,其特征在于:所述上模(1)和下模(2)通过螺栓相互固定连接。
技术总结
本发明提供一种用于太阳能电池板生产铝型材热挤压模具,属于型材热挤压成型相关技术领域,该用于太阳能电池板生产铝型材热挤压模具包括上模和下模,所述上模上设置有定位部件,所述下模上设置有和定位部件适配的定位孔,所述定位部件上设置有将定位部件固定在定位孔内部的固定组件;首先通过定位部件和定位孔之间的配合,从而可以对上模和下模之间进行定位,从而可以防止上模和下模之间产生偏移,之后再通过螺栓进行固定,最后通过固定组件将定位部件固定在定位孔的内部,当该模具工作时,固定组件和定位部件可以对螺栓分担作用力,从而可以避免螺栓容易断裂的情况,使得该模具可以适当减少螺栓的数量,从而降低上模和下模之间的安装时间。
技术研发人员:廖炳煌,韦锦培
受保护的技术使用者:广东齐兴精密技术有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!