一种插齿机刀位自动调整结构及方法与流程
本发明属于插齿机领域,特别是涉及一种插齿机刀位自动调整结构及方法。
背景技术:
1、插齿机在齿轮加工时,由于插齿刀刀尖磨损,在加工一定数量的工件后刀具需要刃磨,刀具厚度会逐渐变薄,从而需要不断调整刀具位置,同时由于换产不同工件或夹具会导致工件的齿部位置变化,也需要进行刀位的调整。目前国内外插齿机刀位调整的方式多采用人工手动调整,如图1,此方式具有如下缺点:
2、1、操作不便,需要手动松开摆杆(1)上的锁紧螺钉(3),用扳手转动球拉杆轴(2)上的六方调整刀位,再拧紧锁紧螺钉(3),不仅增加工人劳动强度,也降低生产效率;
3、2、需要登高操作,增加工人安全风险;
4、3、手动调整时无法准确地控制调整量,需要反复调整,反复测量,尤其对于小退刀槽的工件,当调整量不准确有可能造成刀具或工件的损坏。
5、另外,少量国内外高档机床上采用,例如:cn110405286a,一种插齿机刀位自动调节结构及方法,如图2,此机构有如下缺点:
6、1、结构复杂,制造、装配、调整困难,可靠性差;
7、2、增加若干齿轮、油缸、导轨等等零件、外购件,增加生产成本;
8、3、机构体积大,占空间。
技术实现思路
1、为解决以上技术问题,本发明提供一种插齿机刀位自动调整结构及方法,将传统插齿机的球拉杆的球头上设置离合器,通过液压油进入球头推动离合器,使离合器与球头座接合,再借用刀轴分齿运动的电机驱动刀轴转动,带动球头座旋转,通过离合器带动球拉杆轴旋转,最终实现刀轴的上下移动,从而实现刀位的自动调整。
2、为了实现上述的技术特征,本发明的目的是这样实现的:一种插齿机刀位自动调整结构,它包括摆杆,摆杆的内部通过螺纹传动配合安装有球拉杆轴;所述球拉杆轴上通过键配合安装有球头;所述球头圆柱面外圆上加工有圆孔,圆孔通过连通孔与球头的中心孔相连通;所述球头通过上球瓦和下球瓦安装在球头座内部,球头座刀轴相连;所述圆孔的内部安装有用于使球头与球头座之间锁紧传动或解除锁紧的离合器组件。
3、所述摆杆的侧壁上安装有用于锁紧或者松开球拉杆轴的螺纹锁紧油缸。
4、所述离合器组件包括活塞体,活塞体通过活塞配合安装在圆孔的内部,活塞体和球头的外部加工有沟槽,沟槽所在位置安装有用于对活塞体进行复位的弹簧,中心孔通过球拉杆轴上部的径向油孔与配油套相连通,配油套套装在球拉杆轴的外部并通过油管与供油系统相连。
5、所述配油套和球拉杆轴之间设置有第一o型密封圈,且配油套的内部加工有环形油槽,环形油槽与径向油孔相连通;所述配油套的外壁上安装有油管。
6、所述活塞体上加工有密封圈槽,密封圈槽安装有第二o型密封圈,活塞体的头部置有用于和球头座的内壁相接触配合的阻力片。
7、所述球拉杆轴的底端安装有用于固定球头的底部圆螺母,所述中心孔的底端通过油塞密封。
8、所述球拉杆轴和球头的孔采用间隙配合,间隙为0.003~0.008mm。
9、所述圆孔的数量至少为一组,且均布加工在球头的圆柱面上,所述连通孔的位于与键之间错开一定的角度。
10、所述摆杆和球拉杆轴上的螺纹具有准确的螺距,通过机床数控系统控制刀具分齿运动电机的旋转角度能实现刀位的精确调整。
11、采用一种插齿机刀位自动调整结构进行刀位调节的方法,包括以下步骤:
12、步骤一:当调整刀位时,摆杆上停,以保证球拉杆轴处于竖直状态,螺纹锁紧油缸通油,松开摆杆上锁紧球拉杆轴的螺纹;
13、步骤二:向配油套通入液压油,液压油通过中心孔进入到球拉杆轴的内部,并通过连通孔进入到球头的圆孔内,进而推动离合器组件,使得离合器组件与球头座的内壁接合,进而便于实现球头与球头座之间的动力传递;
14、步骤三:启动刀具分齿运动电机驱动刀轴转动,通过刀轴带动球头座,通过球头座的旋转,同步带动离合器组件和球头旋转,再由球头带动球拉杆轴旋转;
15、步骤四:球拉杆轴与摆杆之间构成螺纹传动,进而同步带动刀轴上、下移动,并最终实现到位的调节;
16、步骤五:调整完成后,配油套上的液压油断掉,离合器组件在弹簧的作用下与球头座脱开,锁紧油缸上的液压油断掉,调整动作完毕。
17、本发明有如下有益效果:
18、1、通过采用本发明的结构可以实现插齿刀刀位的自动调整,减轻工人劳动强度,提高效率,并提高了安全性。
19、2、通过采用本发明的结构实现刀位的精确调整,消除了小退刀槽加工时刀具撞击工件的风险。
20、3、结构简单,制造装配简便。
21、4、本发明通过在球头内部集成化的安装离合器组件,进而保证了通过离合器组件实现球头和球头座之间的锁紧或者脱离,在两者锁紧时以便于借助刀轴分齿运动的电机驱动刀轴转动,带动球头座旋转,通过离合器组件带动球头、球拉杆轴旋转,最终实现刀轴的上下移动,从而实现刀位的自动调整;而在脱离之后,不影响球头和球头座之间的正常球面铰接动作。
22、5、通过弹簧主要起到复位的效果。
23、6、通过上述的配油套主要用于向离合器组件进行供油,通过向配油套通入液压油,环形油槽可保证正常刀位调整时,管路不会因为球拉杆轴的转动而缠绕。
技术特征:
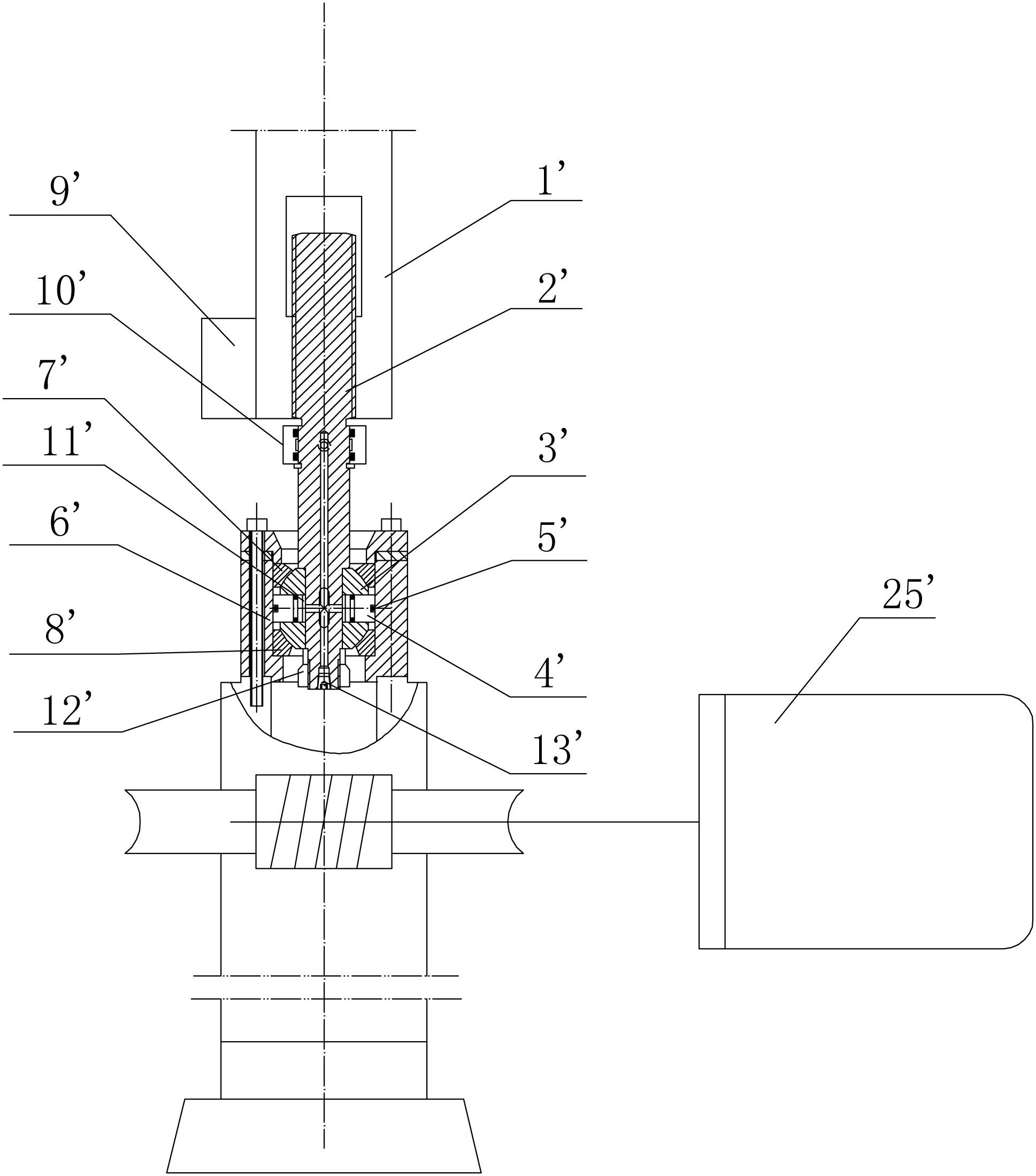
1.一种插齿机刀位自动调整结构,其特征在于:它包括摆杆(1’),摆杆(1’)的内部通过螺纹传动配合安装有球拉杆轴(2’);所述球拉杆轴(2’)上通过键(23’)配合安装有球头(3’);所述球头(3’)圆柱面外圆上加工有圆孔(11’),圆孔(11’)通过连通孔(19’)与球头(3’)的中心孔(18’)相连通;所述球头(3’)通过上球瓦(7’)和下球瓦(8’)安装在球头座(6’)内部,球头座(6’)刀轴相连;所述圆孔(11’)的内部安装有用于使球头(3’)与球头座(6’)之间锁紧传动或解除锁紧的离合器组件(4’)。
2.根据权利要求1所述一种插齿机刀位自动调整结构,其特征在于:所述摆杆(1’)的侧壁上安装有用于锁紧或者松开球拉杆轴(2’)的螺纹锁紧油缸(9’)。
3.根据权利要求1所述一种插齿机刀位自动调整结构,其特征在于:所述离合器组件(4’)包括活塞体(22’),活塞体(22’)通过活塞配合安装在圆孔(11’)的内部,活塞体(22’)和球头(3’)的外部加工有沟槽(21’),沟槽(21’)所在位置安装有用于对活塞体(22’)进行复位的弹簧(5’),中心孔(18’)通过球拉杆轴(2’)上部的径向油孔(14’)与配油套(10’)相连通,配油套(10’)套装在球拉杆轴(2’)的外部并通过油管与供油系统相连。
4.根据权利要求1所述一种插齿机刀位自动调整结构,其特征在于:所述配油套(10’)和球拉杆轴(2’)之间设置有第一o型密封圈(16’),且配油套(10’)的内部加工有环形油槽(15’),环形油槽(15’)与径向油孔(14’)相连通;所述配油套(10’)的外壁上安装有油管(24’)。
5.根据权利要求1所述一种插齿机刀位自动调整结构,其特征在于:所述活塞体(22’)上加工有密封圈槽,密封圈槽安装有第二o型密封圈(20’),活塞体(22’)的头部置有用于和球头座(6’)的内壁相接触配合的阻力片。
6.根据权利要求1所述一种插齿机刀位自动调整结构,其特征在于:所述球拉杆轴(2’)的底端安装有用于固定球头(3’)的底部圆螺母(12’),所述中心孔(18’)的底端通过油塞(13’)密封。
7.根据权利要求1所述一种插齿机刀位自动调整结构,其特征在于:所述球拉杆轴(2’)和球头(3’)的孔采用间隙配合,间隙为0.003~0.008mm。
8.根据权利要求1所述一种插齿机刀位自动调整结构,其特征在于:所述圆孔(11’)的数量至少为一组,且均布加工在球头(3’)的圆柱面上,所述连通孔(19’)的位于与键(23’)之间错开一定的角度。
9.根据权利要求1所述一种插齿机刀位自动调整结构,其特征在于:所述摆杆(1’)和球拉杆轴(2’)上的螺纹具有准确的螺距,通过机床数控系统控制刀具分齿运动电机(25’)的旋转角度能实现刀位的精确调整。
10.采用权利要求1-9任意一项所述一种插齿机刀位自动调整结构进行刀位调节的方法,其特征在于,包括以下步骤:
技术总结
本发明提供了一种插齿机刀位自动调整结构及方法,它包括摆杆,摆杆的内部通过螺纹传动配合安装有球拉杆轴;所述球拉杆轴上通过键配合安装有球头;所述球头圆柱面外圆上加工有圆孔,圆孔通过连通孔与球头的中心孔相连通;所述球头通过上球瓦和下球瓦安装在球头座内部,球头座刀轴相连;所述圆孔的内部安装有用于使球头与球头座之间锁紧传动或解除锁紧的离合器组件。通过液压油进入球头推动离合器,使离合器与球头座接合,再借用刀轴分齿运动的电机驱动刀轴转动,带动球头座旋转,通过离合器带动球拉杆轴旋转,最终实现刀轴的上下移动,从而实现刀位的自动调整。
技术研发人员:乔凌云
受保护的技术使用者:宜昌长机科技有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!