矫直设备的控制方法、装置、矫直设备以及可读存储介质与流程
本申请属于轧钢,尤其涉及一种矫直设备的控制方法、装置、矫直设备以及可读存储介质。
背景技术:
1、矫直设备在矫直带钢时,带钢先经过粗矫机再经过精矫机,一般精矫机的矫直辊的线速度略大于粗矫机的矫直辊的线速度,且粗矫机的矫直辊的线速度与精矫机的矫直辊的线速度的比值控制在0.94~0.97,精矫机的矫直辊提供更大的牵引力驱动带钢移动,使得精矫机的矫直辊转动的驱动扭矩过大甚至达到最大预设扭矩,而精矫机的入口辊缝越小,精矫机的矫直辊的驱动扭矩越大,所以导致精矫机无法设置较小的入口辊缝,造成带钢的塑性变形量较低,对带钢的内应力消除效果不足。
技术实现思路
1、本申请实施例提供一种矫直设备的控制方法、装置、矫直设备以及可读存储介质,能够增大带钢的塑性变形量,更好的消除带钢的内应力。
2、本申请第一方面实施例提供一种矫直设备的控制方法,矫直设备包括粗矫机和精矫机,带钢依次经过粗矫机和精矫机,控制方法包括:
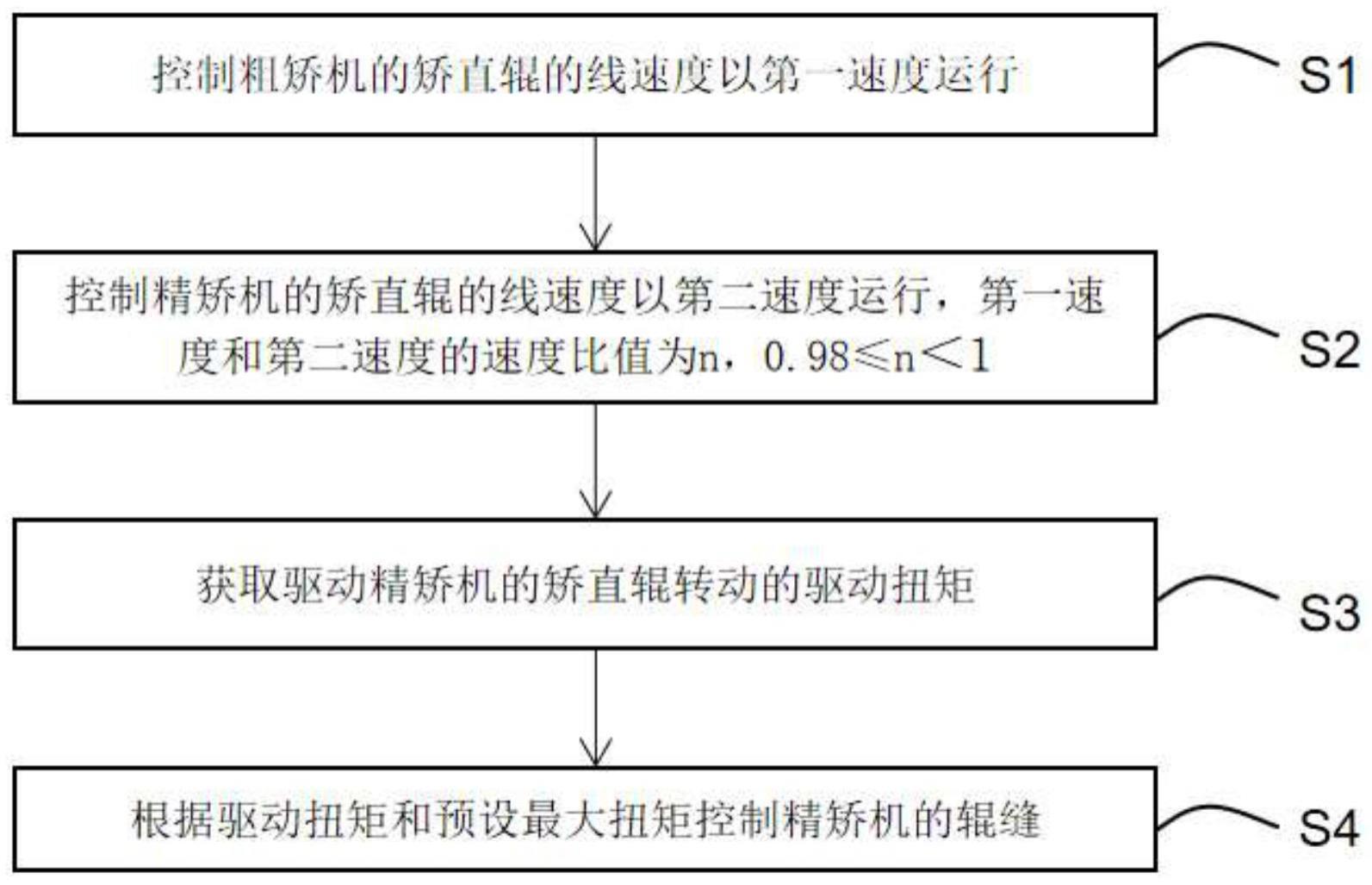
3、控制粗矫机的矫直辊的线速度以第一速度运行;控制精矫机的矫直辊的线速度以第二速度运行,第一速度和第二速度的速度比值为n,0.98≤n<1;获取精矫机的矫直辊转动的驱动扭矩;根据驱动扭矩和预设最大扭矩控制精矫机的辊缝。
4、根据本申请第一方面的实施方式,精矫机的辊缝包括入口辊缝和出口辊缝;根据驱动扭矩和预设最大扭矩控制精矫机的辊缝,包括:在驱动扭矩小于预设最大扭矩的情况下,控制精矫机的入口辊缝减小,控制精矫机的出口辊缝增大;在驱动扭矩大于预设最大扭矩的情况下,控制精矫机的入口辊缝增大,控制精矫机的出口辊缝减小。
5、根据本申请第一方面前述任一实施方式,控制粗矫机的矫直辊的线速度以第一速度运行,包括:获取粗矫机的矫直辊的第一辊径;根据第一辊径和第一速度计算粗矫机的矫直辊的第一转动速度;控制粗矫机的矫直辊以第一转动速度转动。
6、控制精矫机的矫直辊的线速度以第二速度运行,包括:获取精矫机的矫直辊的第二辊径;第二辊径和第二速度计算精矫机的矫直辊的第二转动速度;控制精矫机的矫直辊以第二转动速度转动。
7、根据本申请第一方面前述任一实施方式,精矫机的矫直辊包括第一矫直辊和第二矫直辊,第一矫直辊和第二矫直辊沿带钢的移动路径相邻设置;控制方法还包括:
8、获取精矫机的第一参数信息和带钢的第二参数信息,第一参数信息包括精矫机的矫直辊的第二辊径、第一矫直辊和第二矫直辊的距离、精矫机的辊缝,第二参数信息包括带钢的厚度、宽度和屈服强度;根据精矫机的第一参数信息和带钢的第二参数信息计算带钢的塑性变形量;根据塑性变形量控制精矫机的辊缝。
9、根据本申请第一方面前述任一实施方式,根据塑性变形量控制精矫机的辊缝,包括:
10、在塑性变形量大于第一预设阈值的情况下,控制精矫机的入口辊缝增大,控制精矫机的出口辊缝减小;在塑性变形量小于第一预设阈值的情况下,控制精矫机的入口辊缝减小,控制精矫机的出口辊缝增大。
11、根据本申请第一方面前述任一实施方式,第一预设阈值为80%~85%。
12、本申请第二方面实施例提供了一种控制装置,用于控制矫直设备,矫直设备包括粗矫机和精矫机,带钢依次经过粗矫机和精矫机,控制装置包括第一控制模块、第二控制模块、第一获取模块和第三控制模块。第一控制模块用于控制粗矫机的矫直辊的线速度以第一速度运行;第二控制模块用于控制精矫机的矫直辊的线速度以第二速度运行,第一速度和第二速度的速度比值为n,0.98≤n<1;第一获取模块用于获取精矫机的矫直辊转动的驱动扭矩;第三控制模块用于根据驱动扭矩和预设最大扭矩控制精矫机的辊缝。
13、根据本申请第二方面的实施方式,精矫机的矫直辊包括第一矫直辊和第二矫直辊,第一矫直辊和第二矫直辊沿带钢的移动路径相邻设置;装置还包括第二获取模块、计算模块和第四控制模块。第二获取模块用于获取精矫机的第一参数信息和带钢的第二参数信息,第一参数信息包括精矫机的矫直辊的第二辊径、第一矫直辊和第二矫直辊的距离、精矫机的辊缝,第二参数信息包括带钢的厚度、宽度和屈服强度;计算模块用于根据精矫机的第一参数信息和带钢的第二参数信息计算带钢的塑性变形量;第四控制模块用于根据塑性变形量控制精矫机的辊缝。
14、本申请第三方面实施例提供了一种矫直设备,包括处理器以及存储有计算机程序指令的存储器;处理器执行计算机程序指令时实现前述第一方面实施方式中任意一项的控制方法。
15、本申请第四方面实施例提供了一种可读存储介质,可读存储介质上存储有计算机程序或指令,计算机程序或指令被处理器执行时实现前述第一方面实施方式中任意一项的控制方法。
16、本申请提供的矫直设备的控制方法,控制粗矫机的矫直辊的线速度与精矫机的矫直辊的线速度比值为n,0.98≤n<1,然后获取精矫机的矫直辊转动的驱动扭矩,根据驱动扭矩和预设的最大扭矩控制精矫机的辊缝。与现有技术中的大于等于0.94且小于等于0.97相比,本申请通过将比值n设置为大于等于0.98且小于1,使得精矫机的矫直辊的线速度与粗矫机的矫直辊的线速度差距减小,使得精矫机的矫直辊转动的驱动扭矩减小,从而可以增大入口辊缝的调节范围,可以调整至更大的入口辊缝,增大带钢的塑性变形量,更好的消除带钢的内应力。
技术特征:
1.一种矫直设备的控制方法,所述矫直设备包括粗矫机和精矫机,带钢依次经过所述粗矫机和所述精矫机,其特征在于,包括
2.根据权利要求1所述的控制方法,其特征在于,所述精矫机的辊缝包括入口辊缝和出口辊缝;所述根据所述驱动扭矩和预设最大扭矩控制所述精矫机的辊缝,包括:
3.根据权利要求1所述的控制方法,其特征在于,所述控制所述粗矫机的矫直辊的线速度以第一速度运行,包括:
4.根据权利要求1所述的控制方法,其特征在于,所述精矫机的矫直辊包括第一矫直辊和第二矫直辊,所述第一矫直辊和所述第二矫直辊沿所述带钢的移动路径相邻设置;所述控制方法还包括:
5.根据权利要求4所述的控制方法,其特征在于,所述精矫机的辊缝包括入口辊缝和出口辊缝;所述根据所述塑性变形量控制所述精矫机的辊缝,包括:
6.根据权利要求5所述的控制方法,其特征在与,所述第一预设阈值为80%~85%。
7.一种控制装置,用于控制矫直设备,所述矫直设备包括粗矫机和精矫机,带钢依次经过所述粗矫机和所述精矫机,其特征在于,包括:
8.根据权利要求7所述的控制装置,其特征在于,所述精矫机的矫直辊包括第一矫直辊和第二矫直辊,所述第一矫直辊和所述第二矫直辊沿所述带钢的移动路径相邻设置;所述装置还包括:
9.一种矫直设备,其特征在于,包括:处理器以及存储有计算机程序指令的存储器;
10.一种可读存储介质,其特征在于,所述可读存储介质上存储有计算机程序或指令,所述计算机程序或指令被处理器执行时实现如权利要求1至6中任意一项所述的控制方法。
技术总结
本申请公开了一种矫直设备的控制方法、装置、矫直设备以及可读存储介质。矫直设备包括粗矫机和精矫机,带钢依次经过粗矫机和精矫机,控制方法包括:控制粗矫机的矫直辊的线速度以第一速度运行;控制精矫机的矫直辊的线速度以第二速度运行,第一速度和第二速度的速度比值为n,0.98≤n<1;获取精矫机的矫直辊转动的驱动扭矩;根据驱动扭矩和预设最大扭矩控制精矫机的辊缝。根据本申请实施例的矫直设备的控制方法、装置、设备以及可读存储介质,能够增大带钢的塑性变形量,更好的消除带钢的内应力。
技术研发人员:潘锦华,刘旭辉,严立新,李正涛,梁亮,温长飞,钟军
受保护的技术使用者:湖南华菱涟源钢铁有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!