一种用于生产超薄金锡预成型焊片的工艺的制作方法
本发明涉及半导体芯片封装,具体涉及到一种用于生产超薄金锡预成型焊片的工艺。
背景技术:
1、近年来,无铅钎料的发展受到越来越多的关注,au80sn20共晶合金钎料具有优异的抗疲劳性能、抗蠕变性能、耐腐蚀性能、高热导率、高电导率和免助焊剂等优点,是目前280~360℃温度范围内唯一可以替代高熔点铅基合金的无铅钎料,广泛应用于微电子器件和光电子器件封装、芯片连接、气密性封装、光纤馈通联接等。
2、目前,随着半导体技术发展,器件的集成化越来越高,尺寸越来越小,单位面积的发热量却越来越高,如何提高器件的散热效率成为一项关键技术。热沉,在工业上是指一种散热装置。通过钎焊的方式,将芯片与热沉进行互连可以实现对芯片的散热。而具有优良导热性、抗热疲劳性、润湿性及抗腐蚀性等性能的金基系au80sn20共晶钎料是实现这一功能的优选项。随着器件功率的升高,为了减少互连焊料对导热通道的影响,超薄金锡预成型焊片(3~5um)成为降低焊料热阻的有效手段。
3、由于金锡焊料应用广泛,众多的加工手段得到发展,每种手段具备各自的优缺点。金锡共晶合金脆性较大,难以通过传统的铸造轧制工艺制备出钎料薄带以及各种规格形状的预成型焊片,而金锡焊料现阶段主要是应用热加工的方式来制备预成型au80sn20焊片(厚度一般为0.01mm~0.4mm),但是随着焊片厚度的越来越薄(3~5um),加工难度越来越大,传统的热加工方式也无法制备出如此高精度,低缺陷的预成型焊片。
4、为此,本发明针对金锡预成型焊片对低热阻的特殊要求,利用剥离工艺和薄膜工艺提出了一种用于生产超薄金锡预成型焊片的工艺。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种用于生产超薄金锡预成型焊片的工艺。
2、为实现上述目的,本发明采用的技术方案如下:一种用于生产超薄金锡预成型焊片的工艺,包括以下方法:
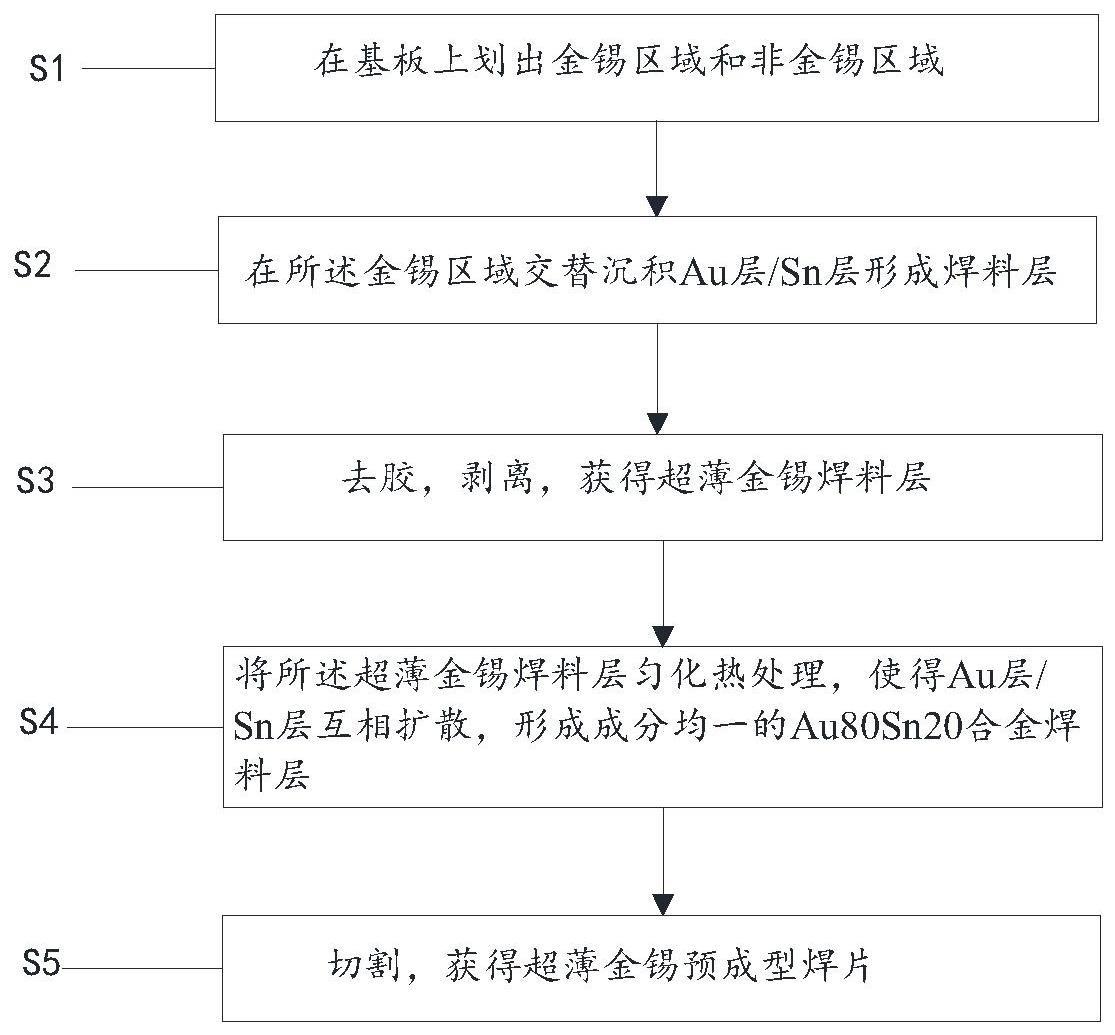
3、s1、在基板上划出金锡区域和非金锡区域;
4、s2、在所述金锡区域交替沉积au层/sn层形成焊料层;
5、s3、去胶,剥离,获得超薄金锡焊料层;
6、s4、将所述超薄金锡焊料层匀化热处理,使得au层/sn层互相扩散,形成成分均一的au80sn20合金焊料层;
7、s5、切割,获得超薄金锡预成型焊片。
8、进一步的,步骤s1还包括先在基板上旋涂光刻胶,其旋转速度为2000-2500rpm,并将旋涂好的基板放入85-120℃的真空热板中软烘30-60秒,再利用掩模板进行曝光;最后湿法刻蚀形成光刻图案。
9、进一步的,曝光方法为使用接近式曝光方法,其中掩模板与光刻胶的间距为10-50μm,对预计非金锡部分进行曝光,再去除无需金锡的光刻胶部分。
10、进一步的,步骤s2还包括先通过真空沉积镀200~500nm sn层,再通过真空沉积依次进行镀au和sn层。
11、进一步的,an层和sn层的总厚度为3-5um。
12、进一步的,an层和sn层的重量比为4:1。
13、进一步的,真空沉积镀包括电阻加热蒸镀、电子束蒸镀、磁控溅射中的至少一种。
14、进一步的,步骤s3去胶包括使用湿法去胶工艺,将光刻胶上沉积有金锡合金的基板浸入到有机溶剂中40-60分钟,再以异丙醇去除附着在金锡层表面的有机溶剂。
15、进一步的,有机溶剂包含丙酮、羟胺、邻苯二酚中的至少一种。
16、进一步的,步骤s4中匀化热处理包括将所述超薄金锡焊料层放入260℃真空中进行均匀化退火120-180min。
17、本发明的有益效果:由上述对本发明的描述可知,与现有技术相比,本发明的一种用于生产超薄金锡预成型焊片的工艺,包括以下方法:s1、在基板上划出金锡区域和非金锡区域;s2、在所述金锡区域交替沉积au层/sn层形成焊料层;s3、去胶,剥离,获得超薄金锡焊料层;s4、将所述超薄金锡焊料层匀化热处理,使得au层/sn层互相扩散,形成成分均一的au80sn20合金焊料层;s5、切割,获得超薄金锡预成型焊片,通过该工艺获得的超薄金锡预成型焊片具有尺寸精度高,膜厚可控,成分均匀等特征,同时本申请工艺生产简单易行,便于推广应用。
技术特征:
1.一种用于生产超薄金锡预成型焊片的工艺,其特征在于,包括以下方法:
2.根据权利要求1所述的用于生产超薄金锡预成型焊片的工艺,其特征在于:所述步骤s1还包括先在基板上旋涂光刻胶,其旋转速度为2000-2500rpm,并将旋涂好的基板放入85-120℃的真空热板中软烘30-60秒,再利用掩模板进行曝光;最后湿法刻蚀形成光刻图案。
3.根据权利要求2所述的用于生产超薄金锡预成型焊片的工艺,其特征在于:所述曝光方法为使用接近式曝光方法,其中掩模板与光刻胶的间距为10-50μm,对预计非金锡部分进行曝光,再去除无需金锡的光刻胶部分。
4.根据权利要求1所述的用于生产超薄金锡预成型焊片的工艺,其特征在于:所述步骤s2还包括先通过真空沉积镀200~500nm sn层,再通过真空沉积依次进行镀au和sn层。
5.根据权利要求4所述的用于生产超薄金锡预成型焊片的工艺,其特征在于:所述an层和sn层的总厚度为3-5um。
6.根据权利要求4所述的用于生产超薄金锡预成型焊片的工艺,其特征在于:所述an层和sn层的重量比为4:1。
7.根据权利要求4所述的用于生产超薄金锡预成型焊片的工艺,其特征在于:所述真空沉积镀包括电阻加热蒸镀、电子束蒸镀、磁控溅射中的至少一种。
8.根据权利要求1所述的用于生产超薄金锡预成型焊片的工艺,其特征在于:所述步骤s3去胶包括使用湿法去胶工艺,将光刻胶上沉积有金锡合金的基板浸入到有机溶剂中40-60分钟,再以异丙醇去除附着在金锡层表面的有机溶剂。
9.根据权利要求8所述的用于生产超薄金锡预成型焊片的工艺,其特征在于:所述有机溶剂包含丙酮、羟胺、邻苯二酚中的至少一种。
10.根据权利要求1所述的用于生产超薄金锡预成型焊片的工艺,其特征在于:所述步骤s4中匀化热处理包括将所述超薄金锡焊料层放入260℃真空中进行均匀化退火120-180min。
技术总结
本发明涉及半导体芯片封装技术领域,具体涉及到一种用于生产超薄金锡预成型焊片的工艺。本发明的一种用于生产超薄金锡预成型焊片的工艺,包括以下方法:S1、在基板上划出金锡区域和非金锡区域;S2、在所述金锡区域交替沉积Au层/Sn层形成焊料层;S3、去胶,剥离,获得超薄金锡焊料层;S4、将所述超薄金锡焊料层匀化热处理,使得Au层/Sn层互相扩散,形成成分均一的Au80Sn20合金焊料层;S5、切割,获得超薄金锡预成型焊片,通过该工艺获得的超薄金锡预成型焊片具有尺寸精度高,膜厚可控,成分均匀等特征,同时本申请工艺生产简单易行,便于推广应用。
技术研发人员:熊杰然,邹建,林逸敏
受保护的技术使用者:汕尾市栢林电子封装材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!