一种可以挤压的铰刀的制作方法
本发明涉及发动机,具体涉及一种可以挤压的铰刀。
背景技术:
1、在发动机上,挺柱是凸轮的从动件,其作用是将来自凸轮的运动和作用力传给推杆或者气门,同时还承受凸轮所施加的侧向力,并将其传给床体或者汽缸盖。挺柱孔是发动机缸体上连接挺柱的结构,在传统的工艺加工中,对挺柱孔的孔径和光洁度要求很高,一般采用钻,扩,铰的加工方案,需要使用的刀具数量较多,其中,铰刀作为挺柱孔最后精加工工序中所使用的刀具,极大程度的决定着挺柱孔的质量,极为重要。
2、专利文件cn103182553a于公告日2013年07月03日公开了一种挺柱孔钻孔刀具组件及该挺柱孔的加工方法。该刀具组件包括:内冷定心阶梯钻头和重金属热套刀柄;内冷定心阶梯钻头为带内冷却孔的阶梯结构,具体包括:钻心、扩孔段、倒角段和钻头刀柄,钻心的直径最小,使得钻心钻挺柱孔底孔时以避开交叉主油道孔;钻心的端部开有内冷孔;扩孔段紧邻所述钻心;倒角段与扩孔段连接;内冷定心阶梯钻头通过钻头刀柄安装到重金属热套刀柄上。通过采用重金属热套刀柄配内冷定心阶梯钻头加工挺柱孔底孔,很好的解决了偏交叉挺柱孔加工过程中刀具受力不均匀,容易孔径椭圆的问题。
3、如上述专利的现有技术,指出了挺柱孔在发动机缸体上所处的深度较深,致使用于加工挺柱孔的刀具悬深长,容易在加工过程中使刀具受力不均,出现震刀等问题,并且由于加工过程中,多种刀具依序与机床主轴连接再进行加工,换刀过程产生的操作误差再经上述震刀问题的放大,从而导致,铰刀最终在缸体上铰出的挺柱孔的光洁度和尺寸精度并不好,因此亟需一种可以挤压的铰刀解决上述问题。
技术实现思路
1、本发明的目的是提供可以挤压的铰刀,以解决现有技术中的上述不足之处。
2、为了实现上述目的,本发明提供如下技术方案:
3、一种可以挤压的铰刀,包括刀轴,所述刀轴的一端周向设置有多个刀刃,在所述刀轴的轴向上,所述刀刃上依次设置有用于扩孔的第一刃部以及用于铰孔的第二刃部。
4、优选的,在所述刀轴的轴向上,所述刀刃上依次设置有第一刃部、第二刃部以及用于机械挤压孔内壁的第三刃部。
5、优选的,所述第一刃部沿刀轴轴向的长度范围设置为7-9mm。
6、优选的,所述第二刃部沿刀轴轴向的长度范围设置为7-9mm。
7、优选的,所述第三刃部沿刀轴轴向的长度范围设置为12-16mm。
8、优选的,所述第一刃部的端部设置有倒角。
9、优选的,所述刀刃的数目设置为4-8个,且在所述刀轴上周向均匀分布。
10、优选的,相邻的两个所述刀刃之间设置有切屑槽。
11、优选的,所述第一刃部的端刃设置为单棱刃,所述第二刃部与第三刃部的端刃均设置为圆刃。
12、优选的,所述第二刃部的圆刃刃宽小于0.1mm设置,所述第三刃部的圆刃刃宽范围设置为0.3-0.5mm。
13、在上述技术方案中,本发明的有益效果是:
14、该可以挤压的铰刀通过设置第一刃部与第二刃部组成的刀刃,在刀轴带动刀刃转动并向孔内进刀时,凭借第一刃部与第二刃部对孔依次且连贯的进行扩孔及铰孔加工,并且扩孔与铰孔可同步进行,由于铰孔属于精加工,切削过程更平稳,从而可缓和扩孔作为粗加工时易发生的震刀问题,同时,扩孔与铰孔的连贯进行,减少了换刀操作,消除了机械操作误差,从而可改善最终铰出的挺柱孔的光洁度和尺寸精度。
15、应当理解,前面的一般描述和以下详细描述都仅是示例性和说明性的,而不是用于限制本公开。
16、本申请文件提供本公开中描述的技术的各种实现或示例的概述,并不是所公开技术的全部范围或所有特征的全面公开。
技术特征:
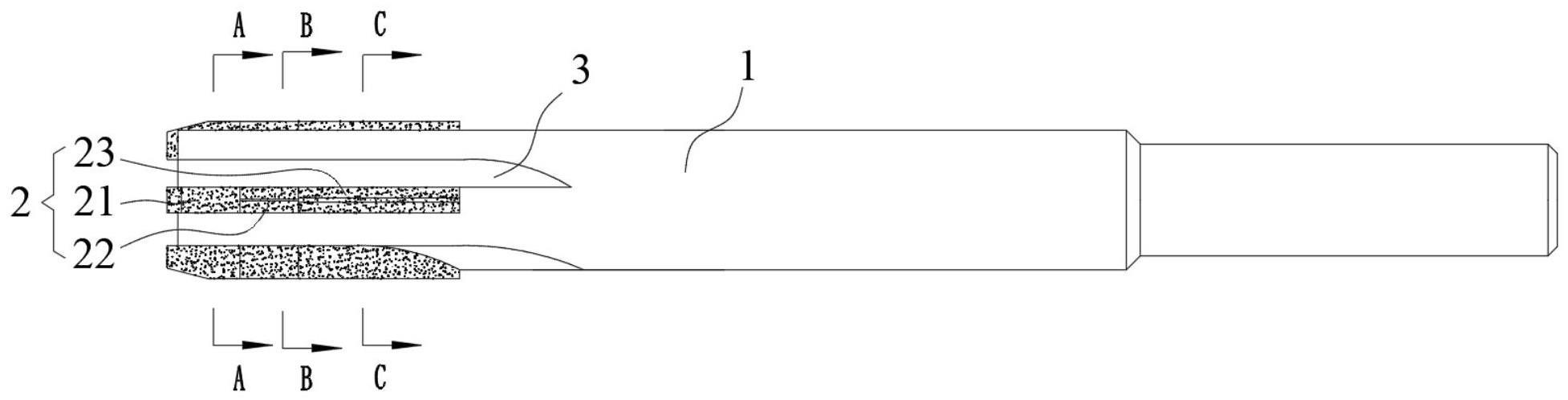
1.一种可以挤压的铰刀,包括刀轴(1),其特征在于,所述刀轴(1)的一端周向设置有多个刀刃(2),在所述刀轴(1)的轴向上,所述刀刃(2)上依次设置有用于扩孔的第一刃部(21)以及用于铰孔的第二刃部(22)。
2.根据权利要求1所述的可以挤压的铰刀,其特征在于,在所述刀轴(1)的轴向上,所述刀刃(2)上依次设置有第一刃部(21)、第二刃部(22)以及用于机械挤压孔内壁的第三刃部(23)。
3.根据权利要求1所述的可以挤压的铰刀,其特征在于,所述第一刃部(21)沿刀轴(1)轴向的长度范围设置为7-9mm。
4.根据权利要求1所述的可以挤压的铰刀,其特征在于,所述第二刃部(22)沿刀轴(1)轴向的长度范围设置为7-9mm。
5.根据权利要求2所述的可以挤压的铰刀,其特征在于,所述第三刃部(23)沿刀轴(1)轴向的长度范围设置为12-16mm。
6.根据权利要求1所述的可以挤压的铰刀,其特征在于,所述第一刃部(21)的端部设置有倒角。
7.根据权利要求1所述的可以挤压的铰刀,其特征在于,所述刀刃(2)的数目设置为4-8个,且在所述刀轴(1)上周向均匀分布。
8.根据权利要求1所述的可以挤压的铰刀,其特征在于,相邻的两个所述刀刃(2)之间设置有切屑槽(3)。
9.根据权利要求2所述的可以挤压的铰刀,其特征在于,所述第一刃部(21)的端刃设置为单棱刃,所述第二刃部(22)与第三刃部(23)的端刃均设置为圆刃。
10.根据权利要求9所述的可以挤压的铰刀,其特征在于,所述第二刃部(22)的圆刃刃宽小于0.1mm设置,所述第三刃部(23)的圆刃刃宽范围设置为0.3-0.5mm。
技术总结
本发明公开了一种可以挤压的铰刀,包括刀轴,所述刀轴的一端周向设置有多个刀刃,在所述刀轴的轴向上,所述刀刃上依次设置有用于扩孔的第一刃部以及用于铰孔的第二刃部。本发明通过设置第一刃部与第二刃部组成的刀刃,在刀轴带动刀刃转动并向孔内进刀时,凭借第一刃部与第二刃部对孔依次且连贯的进行扩孔及铰孔加工,并且扩孔与铰孔可同步进行,由于铰孔属于精加工,切削过程更平稳,从而可缓和扩孔作为粗加工时易发生的震刀问题,同时,扩孔与铰孔的连贯进行,减少了换刀操作,消除了机械操作误差,从而可改善最终铰出的挺柱孔的光洁度和尺寸精度。
技术研发人员:宇丽,李生滨,费晨
受保护的技术使用者:安徽全柴动力股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!