通焊式PCBN刀具的组焊方法及通焊式PCBN刀具与流程
本发明涉及pcbn刀具,具体而言,涉及一种通焊式pcbn刀具的组焊方法及通焊式pcbn刀具。
背景技术:
1、随着机械制造业的发展,越来越多的加工材料和超硬材料被广泛应用与机械加工各个领域当中,但随之而来的也是对加工刀具的考验。研发出耐磨性好、热稳定性强且抗冲击性优良的刀具产品至关重要。pcbn聚晶立方氮化硼刀具作为目前加工高硬度难加工黑色金属等材料最具优势的刀具材质,是实现精密和超精密车削加工的必备工具。其中,pcbn可转位通焊刀片主要用于轧辊、矿山机械、大型齿轮、轴承等行业的精加工与半精加工。
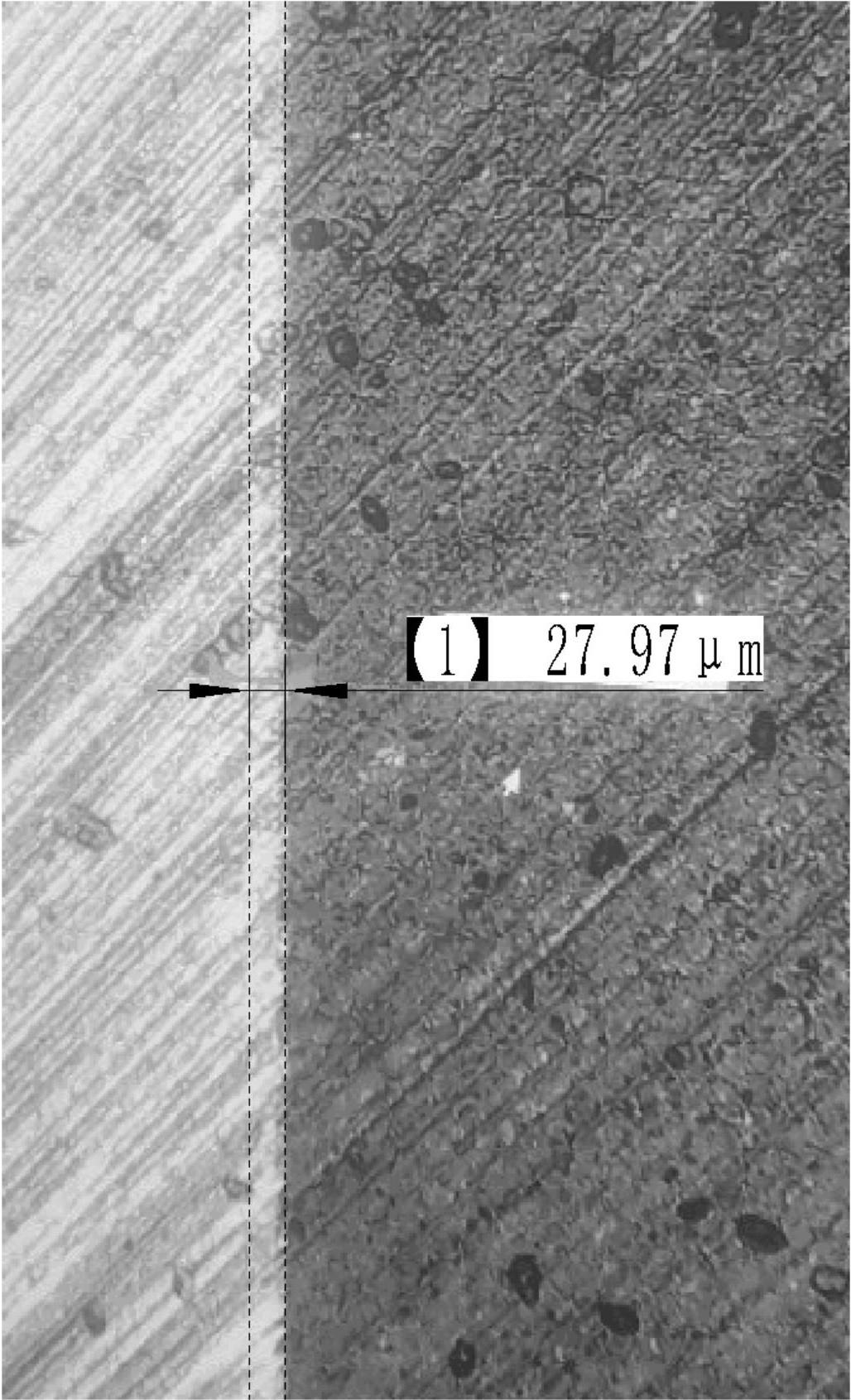
2、现有技术中的pcbn可转位通焊刀片具有以下缺陷:焊缝不连续,气孔较多,部分焊缝宽度较大,约0.1mm,引起钎料填缝不足,缺陷的存在造成刀片强度与使用寿命均不良。
3、有鉴于此,特提出本发明。
技术实现思路
1、本发明的一个目的在于提供一种通焊式pcbn刀具的组焊方法,以解决现有技术中的pcbn通焊刀片具的焊缝不连续、气孔较多,引起钎料填缝不足,导致刀具强度与使用寿命均不良的技术问题。
2、本发明的另一个目的在于提供一种通焊式pcbn刀具,采用所述的通焊式pcbn刀具的组焊方法得到。
3、为了实现本发明的上述目的,特采用以下技术方案:
4、通焊式pcbn刀具的组焊方法,包括以下步骤:
5、将硬质合金基体与pcbn刀头进行组装,得到组装体,所述硬质合金基体与pcbn刀头的接触部位涂覆有焊膏;采用紧固件将所述pcbn刀头紧固于所述硬质合金基体上,再进行干燥处理;所述干燥处理后,卸下所述紧固件,并进行钎焊处理;
6、所述焊膏包括铜、锡、钛、增稠剂和水;所述铜、锡、钛的质量比为(5~6.5):(2.5~4):1;
7、所述干燥处理的温度高于锡元素的熔点。
8、在一种实施方式中,所述铜、锡、钛的质量比为(5.5~6.2):(2.8~3.5):1。
9、在一种实施方式中,所述铜的粒度为10~100μm。
10、在一种实施方式中,所述锡的粒度为10~70μm。
11、在一种实施方式中,述钛的粒度为10~100μm。
12、在一种实施方式中,所述焊膏中,增稠剂的质量含量为0.2%~1%。
13、在一种实施方式中,所述焊膏中,铜、锡和钛的总质量含量为50%~80%。
14、在一种实施方式中,所述增稠剂包括丙二醇、乙基卡必醇、丙三醇、乙二醇、二乙二醇单甲醚和二乙二醇单丁醚中的至少一种。
15、在一种实施方式中,所述干燥处理的温度为232~400℃。
16、在一种实施方式中,所述紧固件包括卡簧。
17、在一种实施方式中,所述紧固件对pcbn刀头施加的压力为20~50n。
18、在一种实施方式中,所述硬质合金包括钨钴硬质合金。
19、在一种实施方式中,所述钎焊处理的温度为900~920℃。
20、通焊式pcbn刀具,采用所述的通焊式pcbn刀具的组焊方法得到。
21、与现有技术相比,本发明的有益效果为:
22、(1)本发明通过特定的焊膏配合卡簧的压紧力,确保在烘干温度时,钎料发生部分合金化,合金化的收缩力、卡簧压紧力能够缩小焊缝宽度,排出焊缝中孔隙,在后续钎焊温度下能够更好地发生毛细作用,进一步填隙。该方法可进一步提高通焊式pcbn刀具的强度和使用寿命。
23、(2)本发明的通焊式pcbn刀具的焊缝宽度小,无气孔,强度高,使用寿命长。
24、
技术特征:
1.通焊式pcbn刀具的组焊方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的通焊式pcbn刀具的组焊方法,其特征在于,包含以下特征(1)至(4)中的至少一种:
3.根据权利要求1所述的通焊式pcbn刀具的组焊方法,其特征在于,包含以下特征(1)至(2)中的至少一种:
4.根据权利要求1或3所述的通焊式pcbn刀具的组焊方法,其特征在于,所述增稠剂包括丙二醇、乙基卡必醇、丙三醇、乙二醇、二乙二醇单甲醚和二乙二醇单丁醚中的至少一种。
5.根据权利要求1所述的通焊式pcbn刀具的组焊方法,其特征在于,所述干燥处理的温度为232~400℃。
6.根据权利要求1所述的通焊式pcbn刀具的组焊方法,其特征在于,所述紧固件包括卡簧。
7.根据权利要求1或6所述的通焊式pcbn刀具的组焊方法,其特征在于,所述紧固件对pcbn刀头施加的压力为20~50n。
8.根据权利要求1所述的通焊式pcbn刀具的组焊方法,其特征在于,所述硬质合金包括钨钴硬质合金。
9.根据权利要求1所述的通焊式pcbn刀具的组焊方法,其特征在于,所述钎焊处理的温度为900~920℃。
10.通焊式pcbn刀具,其特征在于,采用权利要求1~9中任一项所述的通焊式pcbn刀具的组焊方法得到。
技术总结
本发明涉及PCBN刀具技术领域,具体涉及一种通焊式PCBN刀具的组焊方法及通焊式PCBN刀具。通焊式PCBN刀具的组焊方法,包括以下步骤:将硬质合金基体与PCBN刀头进行组装,得到组装体,硬质合金基体与PCBN刀头的接触部位涂覆有焊膏;采用紧固件将PCBN刀头紧固于所述硬质合金基体上,再进行干燥处理;卸下紧固件,并进行钎焊处理;焊膏包括铜、锡、钛、增稠剂和水;铜、锡和钛的质量比为(5~6.5):(2.5~4):1。本发明确保在烘干温度时,钎料发生部分合金化,合金化的收缩力、卡簧压紧力能够缩小焊缝宽度,排出焊缝中孔隙,后续钎焊能够更好地发生毛细作用,进一步填隙;提高刀具的强度和使用寿命。
技术研发人员:龙伟民,钟素娟,宋晓国,贾连辉,傅玉灿,张丽霞,金李梅,吴铭方
受保护的技术使用者:中国机械总院集团宁波智能机床研究院有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!