热电偶焊接穿丝设备的制作方法
本发明涉及热电偶丝焊接,具体的,涉及热电偶焊接穿丝设备。
背景技术:
1、热电偶是温度测量仪表中常用的测温元件,它直接测量温度,并把温度信号转换成热电动势信号,通过电气仪表(二次仪表)转换成被测介质的温度。热电偶丝是金属丝或合金丝构成热电偶两热电极,热电偶丝是两个电线焊接而成,不同的热电偶需要不同粗细的热电偶丝。
2、现有技术中有很多热电偶丝焊接设备,通过牵引两根热电偶丝到焊接位置,焊枪进行焊接。还有部分焊接设备是将焊接好的热电偶丝穿进石英管内,因为石英管是u型的,而且铂铑丝太软和太细,直径只有0.035mm,穿管过程非常复杂,而且穿过的热电偶丝是没有经过检测的,不知道是否能使用,造成一根u型石英管多次输送,多次检测,工序复杂,降低工作效率。
技术实现思路
1、本发明提出热电偶焊接穿丝设备,解决了相关技术中的热电偶丝穿管后没有检测,造成后续工序复杂的问题。
2、本发明的技术方案如下:
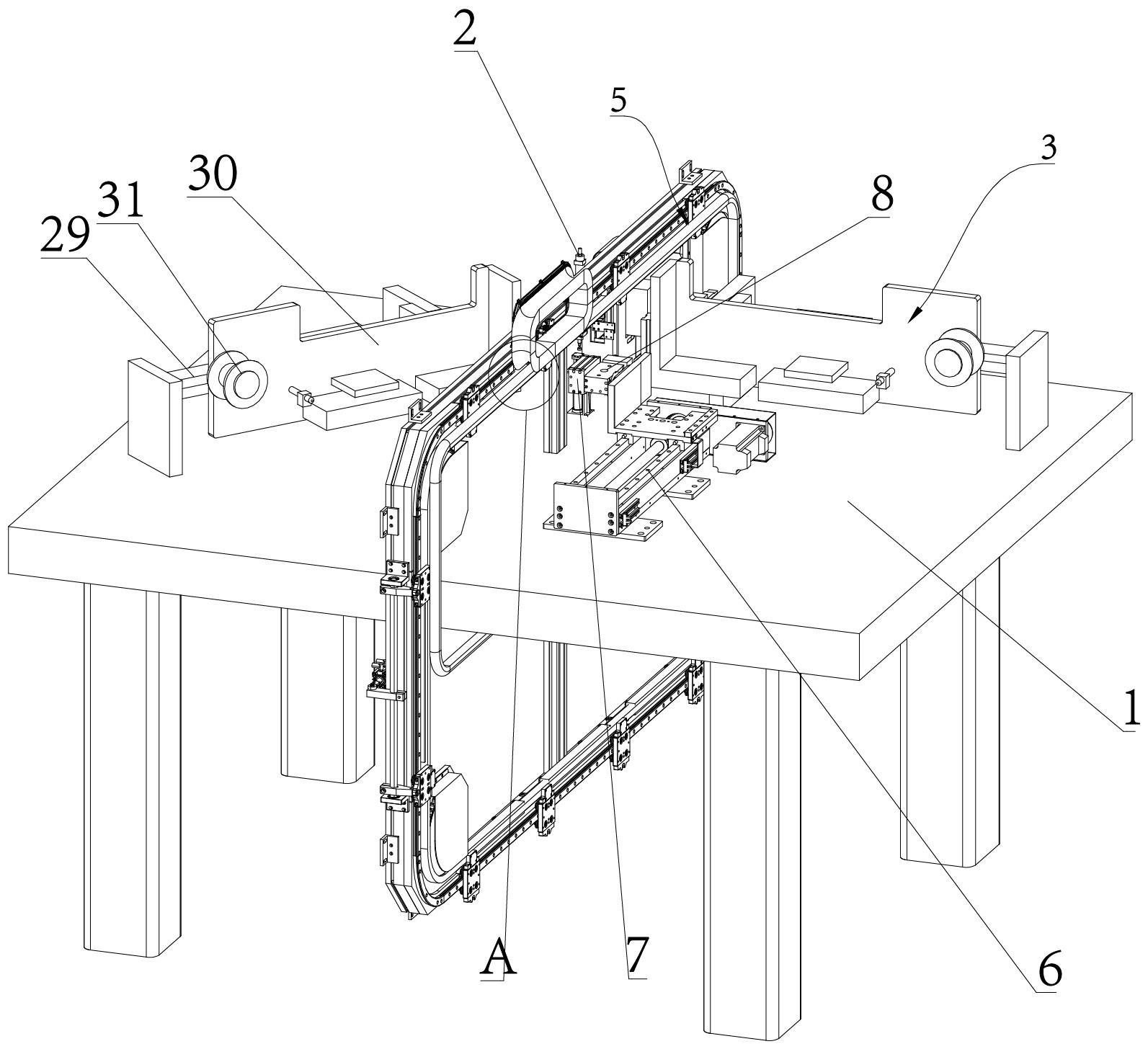
3、热电偶焊接穿丝设备,包括:
4、机架;
5、焊机,设置在所述机架上;
6、上料装置,具有两个,均设置在所述机架上,两个所述上料装置分别设置在所述焊机两侧,所述上料装置用于热电偶丝上料;
7、剪切件,具有两个,均设置在所述机架上,两个所述剪切件分别位于两个所述上料装置和所述焊机之间;
8、输送件,设置在所述机架上,所述输送件用于输送u型石英管;
9、驱动装置,设置在所述机架上,所述驱动装置位于所述焊机一旁;
10、夹持件,设置在所述驱动装置上,所述夹持件用于夹紧焊接好的热电偶丝;
11、穿管件,设置在所述驱动装置上,所述穿管件用于热电偶丝穿过u型石英管,所述驱动装置用于驱动所述夹持件和所述穿管件移动;
12、检测件,设置在所述穿管件上,所述检测件用于检测热电偶丝。
13、作为进一步的技术方案,所述穿管件包括:
14、第一伸缩件,设置在所述驱动装置上;
15、负压仓,设置在所述第一伸缩件上;
16、第一开口,设置在所述负压仓上,所述第一开口用于与u型石英管的一个开口连通;
17、导向管,设置在所述负压仓上,所述导向管位于所述负压仓和所述夹持件之间,所述导向管用于热电偶丝导向;
18、密封件,设置在所述第一开口和所述导向管上,所述密封件用于密封所述第一开口、所述导向管与u型石英管连接处。
19、作为进一步的技术方案,所述检测件包括:
20、第二伸缩件,设置在所述负压仓上;
21、检测片,设置在所述第二伸缩件上,所述检测片位于所述密封件内,所述第二伸缩件用于带动所述检测片移动,所述检测片移动后与热电偶丝抵接。
22、作为进一步的技术方案,所述第二伸缩件和所述检测片均具有两个,两个所述检测片分别位于两个所述密封件内。
23、作为进一步的技术方案,所述输送件包括:
24、第一输送带,设置在所述机架上;
25、第一循环带,设置在所述第一输送带侧边上,所述第一循环带跟随所述第一输送带循环转动,所述第一循环带为柔性材质,u型石英管开口朝下挂在所述第一循环带上;
26、第二输送带,设置在所述机架上;
27、第二循环带,设置在所述第二输送带侧边上,所述第二循环带位于所述第一循环带上方,所述第一循环带和所述第二循环带形成夹紧空间,u型石英管位于所述夹紧空间内,所述夹紧空间位于所述穿管件上方。
28、作为进一步的技术方案,所述夹持件包括:
29、第三伸缩件,设置在所述第一伸缩件上,所述第三伸缩件和所述第一伸缩件伸缩方向相同;
30、第一驱动件,设置在所述第三伸缩件上;
31、第二驱动件,设置在所述第一驱动件上;
32、驱动轮,设置在所述第二驱动件上,所述第二驱动件用于驱动所述驱动轮转动;
33、从动轮,设置在所述第一驱动件上,所述驱动轮和所述从动轮形成通过空间,所述通过空间用于夹紧热电偶丝,所述导向管位于所述通过空间一侧。
34、作为进一步的技术方案,所述夹持件具有两个,分别位于所述焊机两侧,两个所述夹持件之间具有承接板,所述承接板用于承接热电偶丝。
35、作为进一步的技术方案,所述驱动装置包括:
36、第一移动驱动件,设置在所述机架上;
37、转动驱动件,设置在所述第一移动驱动件上,所述夹持件和所述穿管件设置在所述转动驱动件上,所述转动驱动件用于驱动所述夹持件和所述穿管件转动。
38、作为进一步的技术方案,所述上料装置包括:
39、第二移动驱动件,设置在所述机架上,位于所述焊机一侧;
40、承载板,设置在所述第二移动驱动件上,所述第二移动驱动件用于驱动所述承载板靠近或远离所述焊机;
41、支撑辊,设置在所述承载板上,所述支撑辊用于支撑热电偶丝原料;
42、第三驱动件,设置在所述承载板上,位于所述焊机和所述支撑辊之间;
43、牵引件,设置在所述第三驱动件上,所述牵引件用于夹紧或释放热电偶丝原料。
44、本发明的工作原理及有益效果为:
45、1、本发明中通过夹持件搬运热电偶丝,然后穿管件将热电偶丝穿入到u型石英管内,然后通过检测件对热电偶丝进行检测,如果是正常热电偶丝,就将u型石英管输送走,如果不是,就将热电偶丝抽出,重新穿入一个新的热电偶丝;减少了u型石英管的输送次数,保证输送走的u型石英管内的热电偶丝都是可以使用的;
46、2、本发明中通过负压将热电偶丝吸入到u型石英管内,而且通过两个检测片分别与热电偶丝的两端抵接,可以分别抵接和释放,如果u型石英管内的热电偶丝有故障,就可以释放一个检测片,另一个检测片抵接压紧热电偶丝,将热电偶丝抽出;
47、3、本发明中通过夹持件将热电偶丝放入导向管内,避免热电偶丝无法进入u型石英管内。
技术特征:
1.热电偶焊接穿丝设备,其特征在于,包括:
2.根据权利要求1所述的热电偶焊接穿丝设备,其特征在于,所述穿管件(8)包括:
3.根据权利要求2所述的热电偶焊接穿丝设备,其特征在于,所述检测件(9)包括:
4.根据权利要求3所述的热电偶焊接穿丝设备,其特征在于,所述第二伸缩件(15)和所述检测片(16)均具有两个,两个所述检测片(16)分别位于两个所述密封件(14)内。
5.根据权利要求1所述的热电偶焊接穿丝设备,其特征在于,所述输送件(5)包括:
6.根据权利要求2所述的热电偶焊接穿丝设备,其特征在于,所述夹持件(7)包括:
7.根据权利要求6所述的热电偶焊接穿丝设备,其特征在于,所述夹持件(7)具有两个,分别位于所述焊机(2)两侧,两个所述夹持件(7)之间具有承接板(26),所述承接板(26)用于承接热电偶丝。
8.根据权利要求1所述的热电偶焊接穿丝设备,其特征在于,所述驱动装置(6)包括:
9.根据权利要求1所述的热电偶焊接穿丝设备,其特征在于,所述上料装置(3)包括:
技术总结
本发明涉及热电偶丝焊接技术领域,提出了热电偶焊接穿丝设备,包括:焊机设置在机架上;上料装置具有两个,均设置在机架上,两个上料装置分别设置在焊机两侧,上料装置用于热电偶丝上料;剪切件具有两个,均设置在机架上,两个剪切件分别位于两个上料装置和焊机之间;输送件设置在机架上,输送件用于输送U型石英管;驱动装置设置在机架上,驱动装置位于焊机一旁;夹持件设置在驱动装置上,夹持件用于夹紧焊接好的热电偶丝;穿管件设置在驱动装置上,穿管件用于热电偶丝穿过U型石英管;检测件设置在穿管件上,检测件用于检测热电偶丝。通过上述技术方案,解决了现有技术中热电偶丝穿管后没有检测,造成后续工序复杂问题。
技术研发人员:马宪昭
受保护的技术使用者:辛集市科鑫冶金设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!