激光加工装置的制作方法
本发明涉及一种激光加工装置。
背景技术:
1、当用脉冲宽度为1皮秒以下的超短脉冲激光照射被加工物时,照射部分的材料会非热性飞散而被除去(烧蚀)。利用这种现象的超短脉冲激光加工可以实现原子尺度精细加工,并且由于照射部分周围受到的热影响小,可以对多种材料进行高品质加工。专利文件1(日本专利第6340459号公报)中公开了一种用于电极丝放电加工过程中的丝电极用金刚石模具的制造方法,该方法通过使用飞秒激光进行加工,可以在短时间内形成具有高面精度的模具孔。
2、将被加工物的加工对象部分分割成具有规定去除量的多个加工层,利用照射超短脉冲激光的方式依次加工加工层时,有时会在该加工过程中的加工层表面上形成截面为大致椭圆形状的突起的情况。这种突起已经证实会形成于包括金属和树脂在内的多种材料中。突起一旦形成,随着加工层加工其会成长变大,在有底孔(特别是深度相对较深的有底孔)的加工过程中,这种突起是造成加工品质变差的主要原因。
3、通过使用远比加工层加工所需能量密度下限(激光烧蚀阈值)高的能量密度照射超短脉冲激光,可以抑制产生这种突起。然而,当使用如此高能量密度进行加工时,会增加对材料的热影响,具有加工面的精度降低的隐患。
技术实现思路
1、本发明是鉴于这种情况而完成的,其目的在于提供一种能够通过使用超短脉冲激光进行高精度加工的激光加工装置。
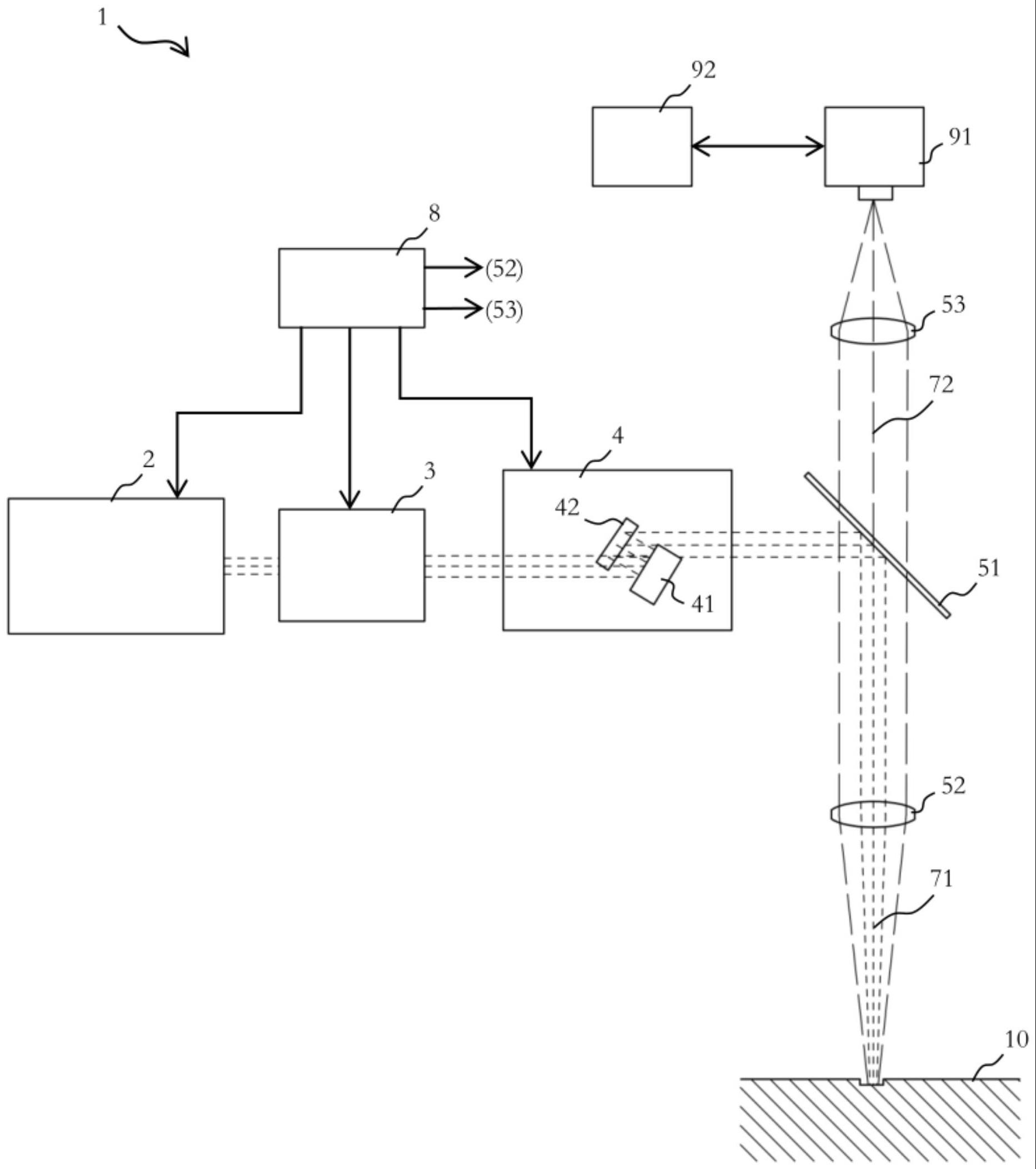
2、为解决上述技术问题,本发明提供一种激光加工装置,其具备照射装置和控制装置,所述照射装置以规定的低能量密度照射脉冲宽度低于10皮秒的脉冲激光,依次从被加工物加工1层以上加工层,并利用比所述低能量密度高的高能量密度照射所述脉冲激光来去除在所述加工层的表面上产生的突起,所述控制装置具备切换部和切换条件设定部,所述切换部基于切换条件在所述低能量密度和所述高能量密度之间切换从所述照射装置输出的所述脉冲激光,所述切换条件设定部基于所述被加工物的条件设定所述切换条件。
3、接下来,举例说明本发明的各种实施方式。以下所示实施方式可以相互组合。
4、优选所述激光加工装置具备获取所述加工层的图像的摄像装置,以及解析所述图像并检测所述加工层的所述表面上的所述突起的图像处理装置,所述切换部基于所述突起的检测结果,在所述低能量密度和所述高能量密度之间切换所述脉冲激光。
5、优选所述图像处理装置解析所述图像并获取所述加工层的所述表面上的所述突起的数量或面积。
6、优选所述切换条件设定部设定作为所述切换条件的低能量密度加工层数和高能量密度加工层数,所述切换部基于所述低能量密度加工层数将所述脉冲激光从所述低能量密度切换为所述高能量密度,基于所述高能量密度加工层数将所述脉冲激光从所述高能量密度切换为所述低能量密度。
7、优选所述切换条件设定部设定作为所述切换条件的低能量密度加工深度和高能量密度加工深度,所述切换部基于所述低能量密度加工深度将所述脉冲激光从所述低能量密度切换为所述高能量密度,基于所述高能量密度加工深度将所述脉冲激光从所述高能量密度切换到所述低能量密度。
8、所述照射装置构成为能够以作为所述高能量密度的第1高能量密度和比第1高能量密度低的第2高能量密度照射所述脉冲激光,所述切换部基于所述切换条件在所述低能量密度、第1高能量密度、以及第2高能量密度之间切换从所述照射装置输出的所述脉冲激光。
9、优选所述控制装置具备能量密度设定部,所述能量密度设定部基于加工条件设定所述高能量密度和所述低能量密度的值,所述加工条件中包含所述被加工物的材质。
10、优选所述加工条件中进一步包含所述脉冲激光的扫描速度和重复频率。
11、优选所述加工层包含第1区域和第2区域,所述第1区域是与端部邻接的区域,所述第2区域是与所述第1区域不同的区域,照射在第1区域的所述脉冲激光的光斑直径比照射在第2区域的所述脉冲激光的光斑直径小,照射在第1区域的所述脉冲激光的能量密度与照射在第2区域的所述脉冲激光的能量密度相等。
12、优选所述加工层由在母材中含有夹杂物的合金钢构成,所述高能量密度为所述夹杂物的激光烧蚀阈值以上。
13、优选所述照射装置具备激光振荡器,所述激光装置通过改变所述激光振荡器的输出脉冲能量,在所述脉冲激光的所述低能量密度与所述高能量密度之间进行切换。
14、优选通过改变所述脉冲激光的光斑直径,在所述脉冲激光的所述低能量密度与所述高能量密度之间进行切换。
15、本发明提供的一种激光加工装置,其具备照射装置和控制装置,所述照射装置以规定的低能量密度照射脉冲宽度低于10皮秒的脉冲激光,依次从被加工物加工1层以上加工层,并利用比所述低能量密度高的高能量密度照射所述脉冲激光来去除在所述加工层的表面上产生的突起,所述控制装置具备切换部和切换条件设定部,所述切换部基于切换条件在所述低能量密度和所述高能量密度之间切换从所述照射装置输出的所述脉冲激光,所述切换条件设定部基于所述被加工物的条件设定所述切换条件。
技术特征:
1.一种激光加工装置,其特征在于,其具备照射装置和控制装置,其中,
2.根据权利要求1所述的激光加工装置,其特征在于,其具备
3.根据权利要求2所述的激光加工装置,其特征在于,
4.根据权利要求1所述的激光加工装置,其特征在于,
5.根据权利要求1所述的激光加工装置,其特征在于,
6.根据权利要求1至5中任一项所述的激光加工装置,其特征在于,
7.根据权利要求1至5中任一项所述的激光加工装置,其特征在于,
8.根据权利要求7所述的激光加工装置,其特征在于,
9.根据权利要求1至5中任一项所述的激光加工装置,其特征在于,
10.根据权利要求1至5中任一项所述的激光加工装置,其特征在于,其中,
11.根据权利要求1至5中任一项所述的激光加工装置,其特征在于,其中,
12.根据权利要求1至5中任一项所述的激光加工装置,其特征在于,
技术总结
根据本发明提供一种激光加工装置,其具备照射装置和控制装置,所述照射装置以规定的低能量密度照射脉冲宽度低于10皮秒的脉冲激光,依次从被加工物加工1层以上加工层,并用比所述低能量密度高的高能量密度照射所述脉冲激光,去除在所述加工层的表面上产生的突起,所述控制装置具备切换部和切换条件设定部,所述切换部基于切换条件在所述低能量密度与所述高能量密度之间切换从所述照射装置输出的所述脉冲激光,所述切换条件设定部基于所述被加工物的条件设定所述切换条件。
技术研发人员:今井哲也,神武志
受保护的技术使用者:株式会社沙迪克
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!