一种超高精度锂电池铝外壳的制作方法与流程
本发明涉及锂电池制备,具体涉及一种超高精度锂电池铝外壳的制作方法。
背景技术:
1、锂电池铝外壳,由于需要与其两端的端盖组装,并进行激光焊接,因此需要非常高的尺寸精度和形位公差。由于现有热加工工艺不可能达到如此高的精度,因此只能采用热加工开坯后,再进行冷拔,但是冷拔工艺存在以下三个严重的问题:
2、第一,需要进行多次冷拔,例如,开坯的是挤压管,它的壁厚一般在1.2mm左右,那么如果要冷拔到0.4mm厚,就需要冷拔6~7次,中间还需要一次退火;因此,加工成本非常之高;
3、第二,冷拔工艺不能采用盘拉方式进行,因为只有圆管可以盘拉,方管盘不起来,因此只能用直拉的方式,而直拉方式有长度限制,一般来说其极限长度为8米,超过8米就必须切割成两段,且两段钢管的头部都需要打磨变细以便于穿入模具,如此这般,使产品的成品率大为降低,这又带来了加工成本的升高;
4、第三,冷拔时需要润滑,但是冷拔时加入的润滑剂是锂电池外壳所不能接受的,因此,冷拔后的成品需要反复地清洗,才可以使用,这又增大了加工成本。
5、为了解决冷拔工艺带来的高成本问题,现有技术中已经有通过减薄挤压模具的工作带高度,以及在工作带上镶嵌钨钢以提高其使用寿命的手段,来获得壁厚较薄的铝方管,但是采用该方法获得的铝方管的内孔尺寸偏差较大,无法得到超高精度的铝外壳。
技术实现思路
1、为了解决上述技术问题,本发明提供一种超高精度锂电池铝外壳的制作方法。
2、本发明采用的技术方案是:
3、一种超高精度锂电池铝外壳的制作方法,包括以下步骤:
4、(1)采用挤压的方法,获得壁厚与铝外壳壁厚相等的铝方管;
5、(2)将所得铝方管精切到设定长度;
6、(3)将精切后的铝方管套装在一处于开模状态下的工装模具上;
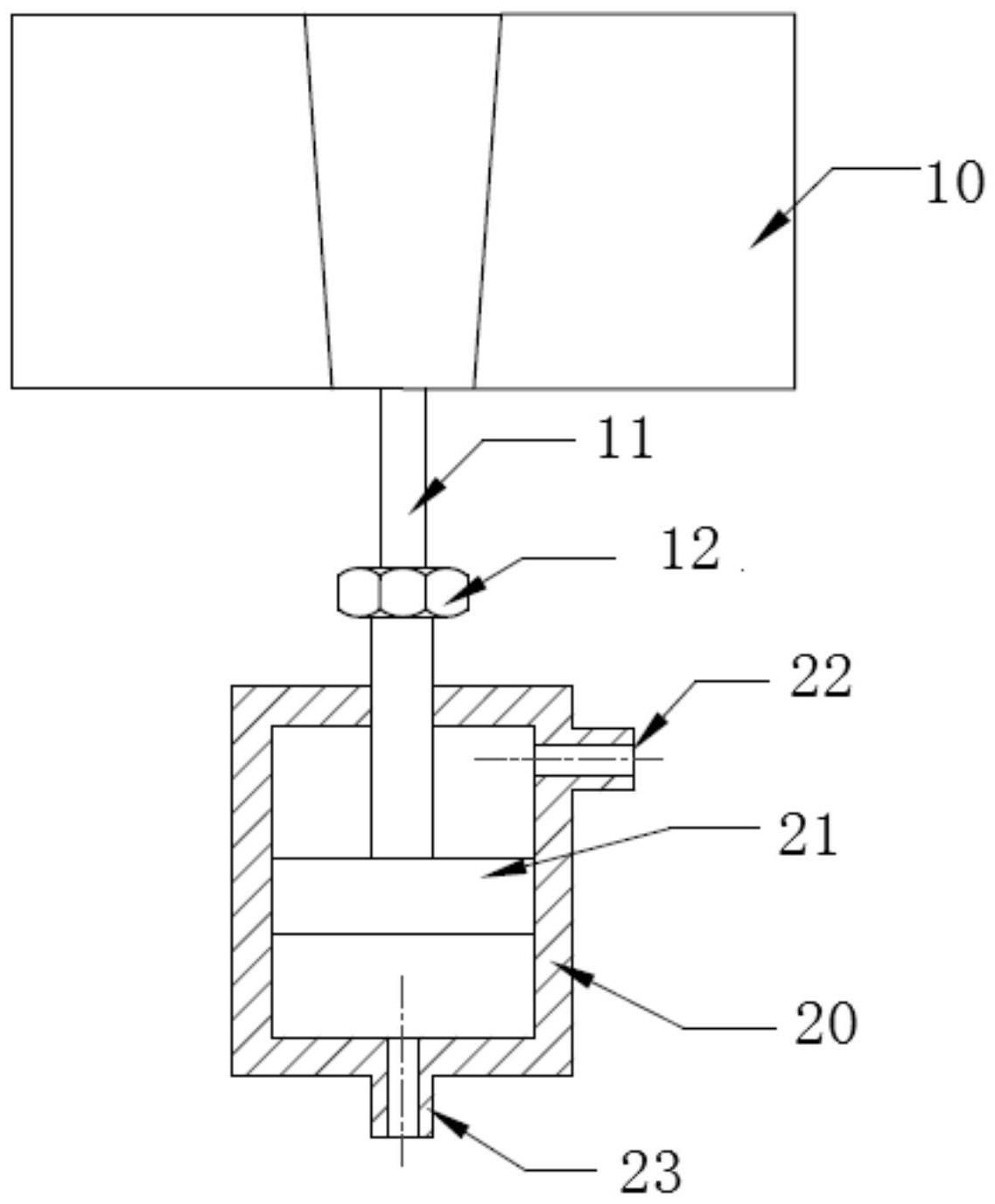
7、(4)通过螺杆及锁紧螺母将所述工装模具与一液压机的活塞杆固定连接:
8、(5)驱动所述液压机的活塞杆下行,活塞杆带动所述工装模具由开模状态变化至闭合状态,在此过程中,所述工装模具的宽度由小变大、将套装在工装模具上的铝方管的内孔宽度撑开到设定宽度,同时铝方管的内孔高度减小到设定高度。
9、作为优选地,所述工装模具包括两个具有第一斜面的直角梯形模块a和一个具有第二斜面的等腰梯形模块b,等腰梯形模块b的两个第二斜面分别与两个直角梯形模块a的两个第一斜面滑动连接;当第二斜面与第一斜面重合时,等腰梯形模块b与两个直角梯形模块a闭合连接成一个完整的矩形体,所述矩形体的长度大于铝外壳的长度,所述矩形体的宽度等于铝外壳内孔的宽度,所述矩形体的高度等于铝外壳内孔的高度;当等腰梯形模块b向后滑动,第二斜面与第一斜面错位时,两个直角梯形模块a相互靠拢形成宽度小于所述铝方管的内孔宽度的变位矩形体,此时的状态即为步骤3中所述的开模状态。
10、作为优选地,所述等腰梯形模块b的中心部设有螺纹孔,所述螺纹孔用于连接螺杆。
11、作为优选地,步骤1所得铝方管的内孔宽度较铝外壳的内孔宽度小1~2%,其内孔高度较铝外壳的内孔高度大1~2%。
12、作为优选地,步骤3中,开模状态下,工装模具的宽度较铝外壳的内孔宽度小2~2.5%。
13、作为优选地,等腰梯形模块b及直角梯形模块a的长度均较铝外壳长的2~3mm;第一斜面及第二斜面的斜度相等且均为1~2°。
14、作为优选地,两个直角梯形模块a的第一斜面上均贯通开设有沿其长度方向延伸的t形滑槽,等腰梯形模块b的两个第二斜面上分别设有与所述滑槽滑动配合的t形滑块。
15、本发明的有益效果:本发明通过采用热挤压与冷加工相结合的方式,可以制取低成本、高精度的锂电池铝外壳;冷加工采用工装模具与液压机的巧妙配合,利用模具变形的特点将热挤压得到的铝方管内孔撑开到设定尺寸,加工精度高,加工成本低。
技术特征:
1.一种超高精度锂电池铝外壳的制作方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的制作方法,其特征在于,所述工装模具包括两个具有第一斜面的直角梯形模块a和一个具有第二斜面的等腰梯形模块b,等腰梯形模块b的两个第二斜面分别与两个直角梯形模块a的两个第一斜面滑动连接;
3.根据权利要求2所述的制作方法,其特征在于,所述等腰梯形模块b的中心部设有螺纹孔,所述螺纹孔用于连接螺杆。
4.根据权利要求1所述的制作方法,其特征在于,步骤1所得铝方管的内孔宽度较铝外壳的内孔宽度小1~2%,其内孔高度较铝外壳的内孔高度大1~2%。
5.根据权利要求1所述的制作方法,其特征在于,步骤3中,开模状态下,工装模具的宽度较铝外壳的内孔宽度小2~2.5%。
6.根据权利要求1所述的制作方法,其特征在于,等腰梯形模块b及直角梯形模块a的长度均较铝外壳长2~3mm;第一斜面及第二斜面的斜度相等且均为1~2°。
7.根据权利要求1所述的制作方法,其特征在于,两个直角梯形模块a的第一斜面上均贯通开设有沿其长度方向延伸的t形滑槽,等腰梯形模块b的两个第二斜面上分别设有与所述滑槽滑动配合的t形滑块。
技术总结
本发明公开了一种超高精度锂电池铝外壳的制作方法,包括以下步骤:(1)采用挤压的方法,获得壁厚与铝外壳壁厚相等的铝方管;(2)将所得铝方管精切到设定长度;(3)将精切后的铝方管套装在一处于开模状态下的工装模具上;(4)通过螺杆及锁紧螺母将所述工装模具与一液压机的活塞杆固定连接:(5)驱动所述液压机的活塞杆下行,活塞杆带动所述工装模具由开模状态变化至闭合状态,在此过程中,所述工装模具的宽度由小变大、将套装在工装模具上的铝方管的内孔宽度撑开到设定宽度,同时铝方管的内孔高度减小到设定高度。本发明通过采用热挤压与冷加工相结合的方式,可以制取低成本、高精度的锂电池铝外壳。
技术研发人员:周秋芳
受保护的技术使用者:无锡华光汽车部件科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!