一种不规整藤铁自动钎焊机床及其钎焊方法与流程
本发明涉及工业钎焊设备领域,尤其涉及一种不规整藤铁自动钎焊机床及其钎焊方法。
背景技术:
1、钎焊,是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方法。钎焊时,首先要去除母材接触面上的氧化膜和油污,以利于毛细管在钎料熔化后发挥作用,增加钎料的润湿性和毛细流动性,根据钎料熔点的不同,钎焊又分为硬钎焊和软钎焊。
2、藤铁工艺品,是指由藤条和铁件组成的工艺品,相较于单一铁质工艺品和藤条工艺品,藤铁工艺品将二者的优点相互结合起来,外观上金属跟植物藤条的搭配使其更加具有美感,是工业与自然的完美结合,同时因为成品具有铁件的硬性和藤条的柔性,使其不仅可以作为工艺品具备观赏效果,还具有生活的实用性,如托盘可以用来放置物品,椅子可以用来乘坐等,而当其要实际应用于日常生活中时,则对于铁件的焊接有更高的要求,使其能够符合对应的承重要求,因为其不是作为一件工艺品的生产标准而是作为日用品的生产标准。
3、中国专利申请号为202110241009.1的发明专利公开了一种钎焊装置,包括机架;加热组件,加热组件与机架连接,加热组件具有加热工位,加热工位用于对待钎焊的产品进行加热;第一驱动部,第一驱动部与机架连接;转动部,转动部与第一驱动部连接,转动部与加热组件相邻地设置,转动部上设置有用于对待钎焊的产品进行定位的定位组件,定位组件可相对转动部转动地设置,第一驱动部用于驱动转动部转动,以带动放置于定位组件上的待钎焊的产品移动至加热工位进行加热并进行钎焊作业。这样设置使得产品能够实现全方位的钎焊,提高钎焊的质量,同时采用驱动部驱动产品进行钎焊,有效地提高了产品的钎焊效率,提高了该钎焊装置的可靠性,总结现有的钎焊方式,其主要包括两种,一种是通过火焰喷枪直接加热钎料后滴落在工件上进行焊接,另一种是直接加热工件再用钎料直接涂抹在焊接处,两种焊接方式均存在弊端,即第一种焊接方式难以保证焊接精度且主要通过人工施工,较为粗糙;而第二种焊接方式难以控制工件和钎料的熔点,可能导致工件损坏。
技术实现思路
1、因此,针对上述的问题,本发明提出一种不规整藤铁自动钎焊机床及其钎焊方法,其解决了现有钎焊机床焊接精度低且焊接过程中钎料难以渗透进工件内缝从而导致焊接劣品率较高的技术问题。
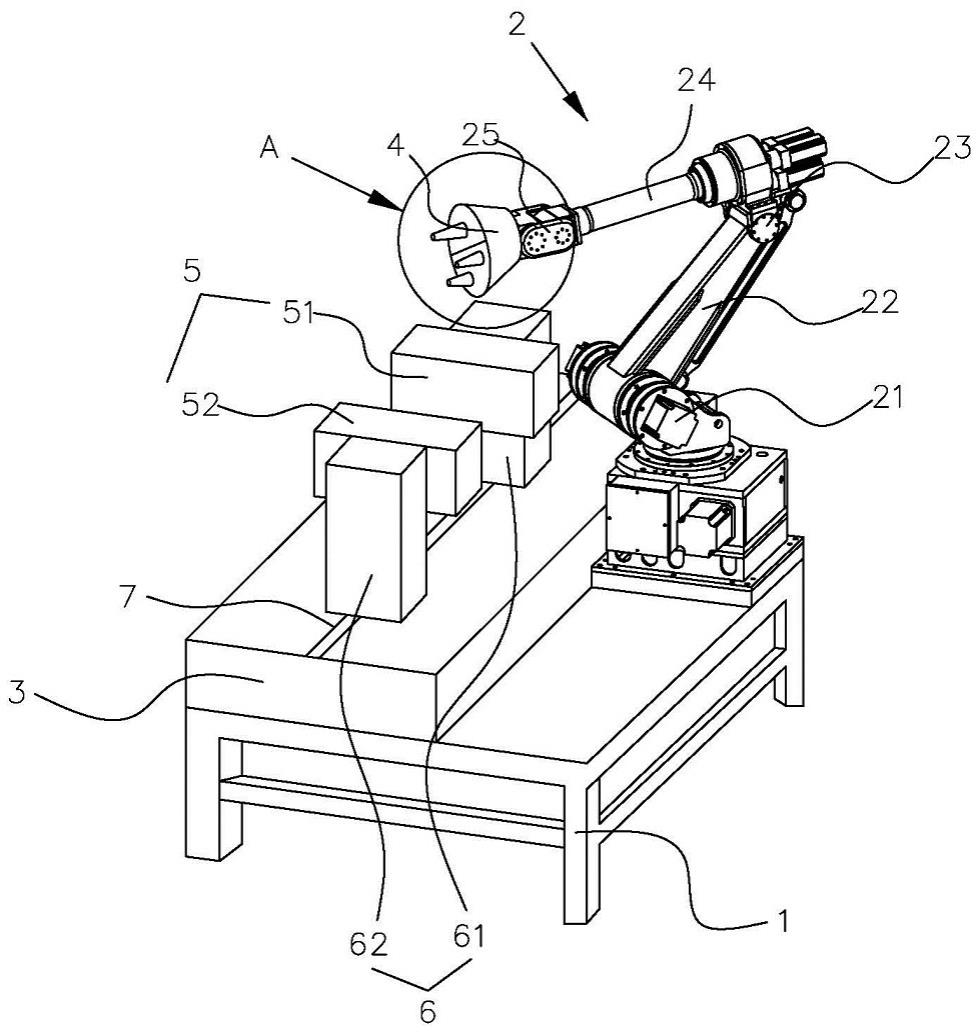
2、为实现上述目的,本发明采用了以下技术方案:一种不规整藤铁自动钎焊机床,包括机架和固定设置于所述机架上的工作台,所述机架上设置有钎焊机械臂,所述工作台上设置有固定装置;
3、钎焊机械臂,所述钎焊机械臂包括第一万向转头,第一支撑臂、第二万向转头和第二支撑臂,所述第二支撑臂的自由端末端可转动地设置有钎焊工作板,所述钎焊工作板上设置有第一钎料出料枪、第二钎料出料枪和火焰喷枪;
4、固定装置,所述固定装置包括活动设置于所述工作台上的支撑板和设置于所述支撑板上的吸附板,所述支撑板包括第一支撑板和第二支撑板,所述第一支撑板和所述第二支撑板分别设置于所述工作台的左右两端,所述吸附板包括第一吸附板和第二吸附板,所述第一吸附板活动设置于所述第一支撑板上,所述第二吸附板活动设置于所述第二支撑板上,所述吸附板内集成设置有电磁吸附装置,所述支撑板内集成设置有电磁加热装置,所述第一支撑板和所述第二支撑板可相互靠近或远离从而带动所述第一吸附板和所述第二吸附板相互靠近或者远离。
5、进一步的,所述钎焊工作板为圆台状,其包括上表面、周侧面和下底面,所述第二支撑臂的自由端末端设置有第三万向转头,所述钎焊工作板和所述第三万向转头可转动连接,同时所述钎焊工作板能够沿自身轴线方向360°旋转。
6、进一步的,钎焊工作板的下底面上设置有第一工位和第二工位,所述第一钎料出料枪设置于所述第一工位上,所述第二钎料出料枪和所述火焰喷枪设置于所述第二工位上。
7、进一步的,所述钎焊工作板内集成设置有振动电机,所述振动电机的振动形式为圆或椭圆振动。
8、进一步的,所述钎焊工作板在所述振动电机的作用下可以自身初始位置为基准在三维空间内无规律振动,振动幅度为以其自身初始位置为基准重心偏离范围0.1-0.5mm,其振动频率为8-12次/秒。
9、进一步的,所述支撑板上设置有至少两个转动孔,所述转动孔设置于所述第一支撑板上或者所述第二支撑板上或者在所述第一支撑板和所述第二支撑板上均设置,所述转动孔内设置有转动轴,所述转动轴连接所述支撑板和所述吸附板。
10、进一步的,所述转动孔设置于所述第一支撑板上靠近所述第二支撑板的一侧面。
11、进一步的,所述转动孔设置于所述第一支撑板上靠近所述第二支撑板的一侧面和所述第二支撑板上靠近所述第一支撑板的一侧面。
12、进一步的,所述转动孔为圆环形或者椭圆环形。
13、一种钎焊方法,其特征在于:包括以下步骤:
14、1)放置工件;将待焊接的工件通过人工分别放置在第一吸附板和第二吸附板上,通过吸附板内的电磁吸附装置将工件进行吸附固定;
15、2)校准工件;人工通过电脑控制第一支撑板和第二支撑板,使其相互靠近,从而带动第一吸附板和第二吸附板相互靠近,靠近过程中通过肉眼观察工件之间的间隙,使二者待焊接处相互吻合,焊接缝隙朝上;
16、3)加热工件;通过开启电磁板内的电磁加热装置,对两块待焊接工件进行加热,控制其加热温度,加热温度低于待焊接工件的熔点但是高于钎料的熔点;
17、4)开始焊接;第一钎料出料枪进行钎料输出,固体钎料输出接触待焊接工件并抵靠在焊接缝上,待焊接工件自身温度通过热传递的方式传递至钎料上使钎料熔化;
18、5)渗透加固;承接上一步骤,在钎料熔化并流至焊接缝上时,通过控制第一支撑板和第二支撑板之间的间距,进而控制两块待焊接工件之间的间距,使原本紧密贴合的两块待焊接工件之间产生一定距离,二者距离控制在0.15-0.35mm,进而通过控制转动轴使转动轴沿着转动孔进行移动,第一吸附板和第二支吸附板在转动轴的带动下进行转动,进而两块待焊接工件之间会发生相对位移,熔融状态下的钎料会顺着焊接缝向下流动,流至两块待焊接工件相靠近的侧面上;
19、6)加压贴合;承接上一步骤,通过控制第一支撑板和第二支撑板之间的间距,进而控制两块待焊接工件之间的间距,使两块待焊接工件重新贴合,并在横向上对二者施加压力;
20、7)冷却固定;保持两块待焊接工件相对位置不变,待钎料冷却凝固后焊接工作完成。
21、通过采用前述技术方案,本发明的有益效果是:
22、1、本发明通过在机架上设置有钎焊机械臂和工作台,其中钎焊机械臂负责钎焊焊接作业,钎焊机械臂包括第一万向转头、第一支撑臂、第二万向转头和第二支撑臂,保证了其可在三维空间内自由移动,而工作台上设置有固定装置,用来将待焊接工件进行固定,钎焊机械臂上设置有钎焊工作板,钎焊工作板上设置有第一钎料出料枪、第二钎料出料枪和火焰喷枪,三者可以提供两种钎料焊接的工作方式;所述固定装置包括活动设置于所述工作台上的支撑板和设置于所述支撑板上的吸附板,所述支撑板包括第一支撑板和第二支撑板,所述吸附板包括第一吸附板和第二吸附板,通过控制第一支撑板和第二支撑板相互靠近或远离从而带动第一吸附板和第二吸附板相互靠近或者远离,能够保证在钎焊焊接过程中,两个待焊接工件之间产生一定的间隙,并且该间隙的宽度可控,保证了熔融的钎料能够沿着该间隙渗入两个待焊接工件相对的一侧面上,加强两个待焊接工件之间焊接的稳定性;
23、2、通过将钎焊工作板设置为圆台状,且钎焊工作板能够沿自身轴线方向360°旋转,可以在焊接过程前对不同焊接方式的直接转换,钎焊工作板包括上表面、周侧面和下底面,在钎焊工作板的下底面上设置有第一工位和第二工位,第一钎料出料枪设置于所述第一工位上,第二钎料出料枪和火焰喷枪设置于第二工位上,第一工位和第二工位的设置提供了两种不同的钎焊焊接方式,并且随着钎焊工作板的自身转动能够对两种焊接方式进行切换,第一钎料出料枪的工作方式为直接加热待焊接工件,使待焊接工件自身表面的温度达到钎料的熔点而低于待焊接工件自身的熔点,钎料直接通过第一钎料出料枪抵靠在两块待焊接工件之间的焊接缝处,随着待焊接工件的热传递作用,钎料在触碰到待焊接工件时便会熔化,熔融状态下的钎料对焊接缝进行焊接连接;第二钎料出料枪和火焰喷枪二者属于第二种焊接方式,具体为不直接对待焊接工件进行自身加热,直接通过火焰喷枪对第二钎料出料枪进行加热熔化,熔化后的钎料直接滴落在焊接缝上对焊接缝进行焊接连接;
24、3、通过在钎焊工作板内集成设置有振动电机,所述振动电机的振动形式为圆或椭圆振动,现有常规不管是人工进行钎焊焊接或者是机器自动化进行钎焊焊接,其采用的钎料一般有两类,一类是硬钎料,熔点在450摄氏度以上,常用的钎料有铜基、银基、铝基、镍基等合金。另一类是软钎料,其熔点在450摄氏度以下,应用最广泛的软钎料是锡基合金,多数软钎料适合的焊接温度为200-400摄氏度,而不论是硬钎料或者是软钎料,通过火焰喷枪对其加热后进行焊接的过程中均会产生一个问题,就是熔融状态下的钎料需要足够量才能在自身重力的作用下滴落,而针对精细狭窄的焊接缝,较大的钎料滴落则会导致钎料的浪费同时会使钎料难以渗透进去焊接缝内而是停留在工件表面,使工件之间焊接牢固度低,而采用本发明进行钎焊焊接工作时,通过在焊接过程中启动钎焊工作板内的振动电机,使得在焊接过程中熔融状态下的钎料会受到抖动,进而能够更轻松的滴落在焊接缝上,即使是小体积的熔融钎料,在振动电机的振动作用下也会向下滴落,针对较高精度焊接需求的焊接工作能够有更好的适配性;
25、4、钎焊工作板在其内置的振动电机的作用下可以在其自身初始位置为基准的三维空间内无规律振动,振动幅度为以其自身初始位置为基准重心偏离范围0.1-0.5mm,其振动频率为8-12次/秒,通过控制其振动幅度和振动频率,能够保证仅为钎料提供向下滴落的助力,而不会使熔融状态下的钎料向四周滴落,不会影响到焊接的精确度;
26、5、通过在所述支撑板上设置有至少两个转动孔,所述转动孔设置于所述第一支撑板上或者所述第二支撑板上或者在所述第一支撑板和所述第二支撑板上均有设置,在所述转动孔内设置有转动轴,通过转动轴连接所述支撑板和所述吸附板,设置有转动孔和转动轴的目的是通过转动轴在转动孔内进行移动,能够使吸附板同步发生转动,而当焊接方式采用待焊接工件自身加热的焊接方式时,吸附板进行同步转动,配合待焊接工件之间产生的缝隙,熔融的钎料滴落至焊缝处,转动的吸附板带动待焊接工件进行转动,模拟抹胶的过程,熔融的钎料顺着焊接缝向下渗透,进而两个待焊接工发生相对位移,能够使熔融的钎料均匀覆盖两个待焊接工件相对的两个侧面,保证焊接均匀完整且牢固;
27、6、转动孔为圆环形或者椭圆环形,这样一来被吸附板吸附住的待焊接工件的运动轨迹也为圆环形或者椭圆环形,当其运动过程中,可以采用三种运动方式,第一种为第一吸附板保持静止不动,第二吸附板进行圆环形或者椭圆环形转动;第二种为第二吸附板保持静止不动,第一吸附板进行圆环形或者椭圆环形转动;两种运动方式均为一方固定,另一方相对转动来模拟“抹胶”过程,第三种为第一吸附板和第二吸附板均进行圆环形或者椭圆环形转动,但二者转动方向相反,即可拥有更高的“抹胶”效率,使熔融的钎料更快速地通过焊接缝覆盖在两块待焊接工件的两侧面上;
28、7、本发明提出的焊接方法中,其相较于常规钎焊的焊接方法,优势为:通过电磁吸附的方式能够保证待焊接工件的表面不会受夹持件的夹持力而发生变形;通过钎料枪进行钎料输出相较于人工其更加稳定且移动速度更加均匀;步骤5)中的渗透加固作业通过在焊接过程中控制第一支撑板和第二支撑板之间的间距,进而控制两块待焊接工件之间的间距,使原本紧密贴合的两块待焊接工件之间产生一定的距离,距离控制在0.15-0.35mm之间,通过控制距离的范围,能够使熔融的钎料缓慢的通过焊接缝向下渗透;同时通过控制转动轴使转动轴沿着转动孔进行圆环形或者椭圆环形转动,此时两块待焊接工件之间会发生相对位移,模拟“涂胶抹胶”的行为,向下渗透的钎料伴随二者的相对位移会均匀涂抹在待焊接工件相对的两侧面上;而后通过步骤6)中的加压贴合,使覆盖熔融钎料的待焊接工件的两侧面紧贴在一起,并在横向对两个待焊接工件进行加压贴合工序,使其在熔融钎料的粘接下稳固配合,当熔融钎料冷却凝固后,待焊接工件焊接完毕。
- 还没有人留言评论。精彩留言会获得点赞!