异形拼接口切割成型装置及方法与流程
:本发明涉及切割锯,具体涉及异形拼接口切割成型装置及方法。
背景技术
0、
背景技术:
1、在阳光房、幕墙等建筑结构设计中,有时为了设计独特造型、美观、增强结构强度等会在型材端部设计异形拼接口,相邻两型材通过异形拼接口拼接连接,如图8和9所示是目前常见的两种异形拼接口结构。
2、异形拼接口结构特点在于由两个斜面交汇形成,而型材的大小、斜面的倾斜角度以及两斜面的交汇位置经常根据结构设计而发生改变。目前,还没有针对异形拼接口专用高效加工设备,主要采用普通切割锯进行加工。但现有普通切割锯主要适用于一个面的切割加工,例如门窗型材45°、90°和135°面的切割加工,要想实现异形拼接口的加工,不仅需要至少两次切割,而且还要人工调整型材倾斜角度,导致加工效率低,加工精度不高,显然现有普通切割锯难以满足异形拼接口的加工要求。因此,非常有必要针对异形拼接口设计一种专用的高效切割装置,以期高效、高精度完成异形拼接口的切割加工。
3、需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现思路
0、
技术实现要素:
1、本发明的目的在于解决现有技术所存在的问题,提供异形拼接口切割成型装置及方法,根据异形拼接口的结构特点合理布局切割工艺、能够根据异形拼接口的具体形状适应性的调整切割姿态、一次进给即可完成异形拼接口的切割成型、定位及进给运动精度高、整体实现高效、高精度异形拼接口的切割成型加工。
2、本发明通过采取以下技术方案实现上述目的:
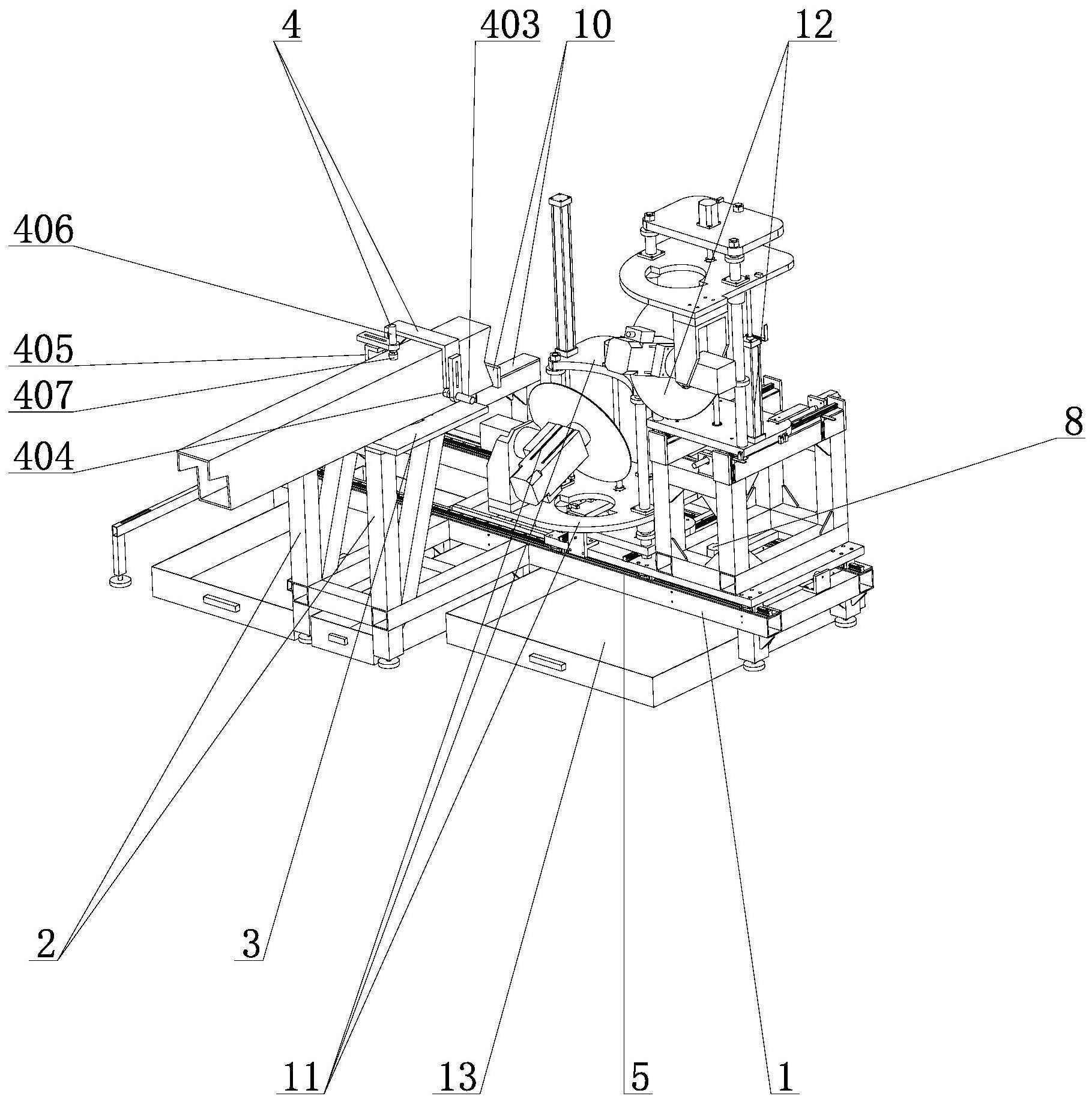
3、异形拼接口切割成型装置,包括机架,所述机架前端设有夹具支架,所述夹具支架上端设有工作台板,所述工作台板上设有将型材夹紧的型材夹具,所述型材纵向设置在工作台板上,所述机架上横向设有导轨和齿条,所述导轨上设有滑板,所述滑板上设有伺服电机,所述伺服电机连接有与齿条啮合的齿轮,所述滑板上沿导轨长度方向依次设有端部定位结构、下切割结构和上切割结构;
4、端部定位结构,用于对型材端部进行定位,包括设置在滑板左端的定位支架拖板,所述定位支架拖板上设有定位支架,所述定位支架上设有端部定位板;
5、下切割结构,用于切割异形拼接口的下斜面,包括设置在滑板上的两平动一转动机构a,所述两平动一转动机构a末端设有下切割电机,所述下切割电机上设有下锯片,所述两平动一转动机构a驱动下切割电机沿纵向、竖向移动以及旋转,所述下切割电机的旋转中心线横向设置;
6、上切割结构,用于切割异形拼接口的上斜面,包括设置在滑板上的增高支架,所述增高支架上端设有两平动一转动机构b,所述两平动一转动机构b末端设有上切割电机,所述上切割电机连接有上锯片,所述两平动一转动机构b驱动上切割电机沿纵向、竖向移动以及旋转,所述上切割电机的旋转中心线横向设置。
7、所述夹具支架包括间隔设置的两个立柱以及倾斜设置的两个斜柱,所述立柱和斜柱上端呈四方形设置,所述工作台板设置在立柱和斜柱上端。
8、所述型材夹具包括纵向设置在工作台板上的侧定位块,所述侧定位块上设有水平压紧支架,所述水平压紧支架上横向设有水平压紧气缸,所述水平压紧气缸上设有水平压紧块,所述侧定位块上设有竖向压紧支架,所述竖向压紧支架上设有竖向压紧气缸,所述竖向压紧气缸连接有竖向压紧块。
9、所述两平动一转动机构a包括纵向设置在滑板上的导轨a,所述导轨a上设有滑板a,所述滑板a上端设有丝母座a和丝母a,所述滑板a上设有伺服电机a,所述伺服电机a连接有丝杠a,所述丝母a安装在丝杠a上,所述滑板a上间隔设有三根圆轨立柱a,三根所述圆轨立柱a呈三角形设置,所述圆轨立柱a上端设有顶板a,所述圆轨立柱a上设有法兰直线轴承a,所述法兰直线轴承a上设有升降板a,所述升降板a上设有丝母b,所述顶板a上设有伺服电机b,所述伺服电机b上连接有丝杠b,所述丝母b安装在丝杠b上,所述升降板a上设有摆角支架a,所述摆角支架a上设有摆角伺服电机a,所述摆角伺服电机a连接有电机座a,所述电机座a上设有所述下切割电机。
10、所述滑板上纵向间隔设有两纵向感应片a,对应的所述滑板a上设有多个纵向感应器a,所述升降板a下端设有下竖向感应片a,对应的所述滑板a上端设有下竖向感应器a,所述升降板a上端设有上竖向感应片a,对应的所述顶板a下端设有上竖向感应器a,所述顶板a上设有平衡气缸a,所述平衡气缸a下端与升降板a连接。
11、所述增高支架设计成长方体结构,且由多根方管焊接而成。
12、所述两平动一转动机构b包括纵向设置在增高支架上端的导轨b,所述导轨b上设有滑板b,所述滑板b下端设有丝母座c和丝母c,所述滑板b上设有伺服电机c,所述伺服电机c连接有丝杠c,所述丝母c安装在丝杠c上,所述滑板b上间隔设有三根圆轨立柱b,三根所述圆轨立柱b呈三角形设置,所述圆轨立柱b上端设有顶板b,所述圆轨立柱b上设有法兰直线轴承b,所述法兰直线轴承b上设有升降板b,所述升降板b上设有丝母d,所述顶板b上设有伺服电机d,所述伺服电机d上连接有丝杠d,所述丝母d安装在丝杠d上,所述升降板b上设有摆角支架b,所述摆角支架b上设有摆角伺服电机b,所述摆角伺服电机b连接有电机座b,所述电机座b上设有所述上切割电机。
13、所述增高支架侧面上纵向间隔设有两纵向感应片b,对应的所述滑板b上设有多个纵向感应器b,所述升降板b上端设有上竖向感应片b,对应的所述顶板b下端设有上竖向感应器b,所述滑板b上设有平衡气缸b,所述平衡气缸b上端与升降板b连接,所述平衡气缸b上设有下竖向感应片b,对应的所述升降板b上设有下竖向感应器b。
14、所述机架下端设有碎屑收集盒。
15、异形拼接口切割成型方法,包括如上所述的异形拼接口切割成型装置,步骤如下:
16、(1)将型材放置在工作台板上,型材侧面靠在侧定位块上,型材端部靠在端部定位板上,水平压紧气缸和竖向压紧气缸分别动作将型材定位夹紧;
17、(2)根据型材异形拼接口的设计尺寸,调整下锯片和上锯片的姿态;
18、设以工作台板为高度基准,以端部定位板为深度基准,上锯片和下锯片初始状态竖向设置且位于远离型材的一侧;
19、已知:异形拼接口的上斜面与下斜面的交线为o,交线到工作台板的距离为oz,交线到端部定位板的距离为oy,下斜面与水平方向的夹角为α下,上斜面与水平方向的夹角为α上;设下切割电机旋转中心线为s下,上切割电机旋转中心线为s上,当两平动一转动机构a和两平动一转动机构b处于初始状态时,所述下切割电机旋转中心线到工作台板的距离为s下z,下切割电机旋转中心线到端部定位板的距离为s下y;所述上切割电机旋转中心线到工作台板的距离为s上z,下切割电机旋转中心线到端部定位板的距离为s上y;设下锯片到下切割电机旋转中线的距离为l下,下锯片的半径为r下,设上锯片到上切割电机旋转中线的距离为l上,上锯片的半径为r上;
20、设两平动一转动机构a通过摆角伺服电机a驱动下切割电机逆时针旋转角度为αa,通过伺服电机a驱动下切割电机纵向移动距离为ya,通过伺服电机b驱动下切割电机竖向向上移动距离为za;两平动一转动机构b通过摆角伺服电机b驱动上切割电机顺时针旋转角度为αb,通过伺服电机c驱动上切割电机纵向移动距离为yb,通过伺服电机d驱动上切割电机竖向向下移动距离为zb;
21、αa=α下-90;
22、
23、
24、αb=90-α上;
25、
26、
27、(3)启动下切割电机、上切割电机和伺服电机,下切割电机带动下锯片旋转,上切割电机带动上锯片旋转,伺服电机通过齿轮齿条传动驱动滑板及其上的下切割结构和上切割结构沿导轨横向进给切割,下锯片首先对型材端部进行切割形成下斜面,然后上锯片对型材端部进行切割形成上斜面,上斜面与下斜面构成异形拼接口,切割完成后伺服电机复位;
28、(4)如果继续切割同样的异形拼接口,则保持上锯片和下锯片的姿态即可,只需伺服电机重复工作即可;如果需要切割不同的异形拼接口,需要先根据步骤(2)的内容重新调整上锯片和下锯片的姿态,然后在启动伺服电机进行进给切割。
29、本发明采用上述结构,能够带来如下有益效果:
30、通过对异形拼接口进行分析,根据其下斜面和上斜面结构特点进行结构设计布局,采用前后布局、左右布局、依次切割布局的结构设计特点,前后布局是指型材布局在前方,整体切割部件设计在后方,且型材纵向设置,该布局设计便于型材装夹,同时有利于将型材端部突出,便于锯片切割;左右布局是指切割动作左右进给,一次进给即可将型材端部贯穿切割,有利于实现一次进给即可将整个异形拼接口切割成型;依次切割布局是指沿左右方向先对型材端部定位,在切割异形拼接口的下斜面,最后切割异形拼接口的上斜面,对应设计型材端部定位结构、下切割结构和上切割结构,实现逐级切割形成的目的,有效避免相互干涉以及减轻型材受到的切割冲击;通过将下切割结构和上切割结构设计成具有两平动一转动的空间运动,可以根据异形拼接口的形状进行适应性的调节上锯片和下锯片的姿态,进而能够满足不同形状的异形拼接口的切割加工要求。
- 还没有人留言评论。精彩留言会获得点赞!