一种用于大壁厚低合金缸管与奥氏体不锈钢实现600MPa强度的焊接方法与流程
本发明涉及一种煤矿液压支架结构件,尤其涉及一种用于大壁厚低合金缸管与奥氏体不锈钢实现600mpa强度的焊接方法。
背景技术:
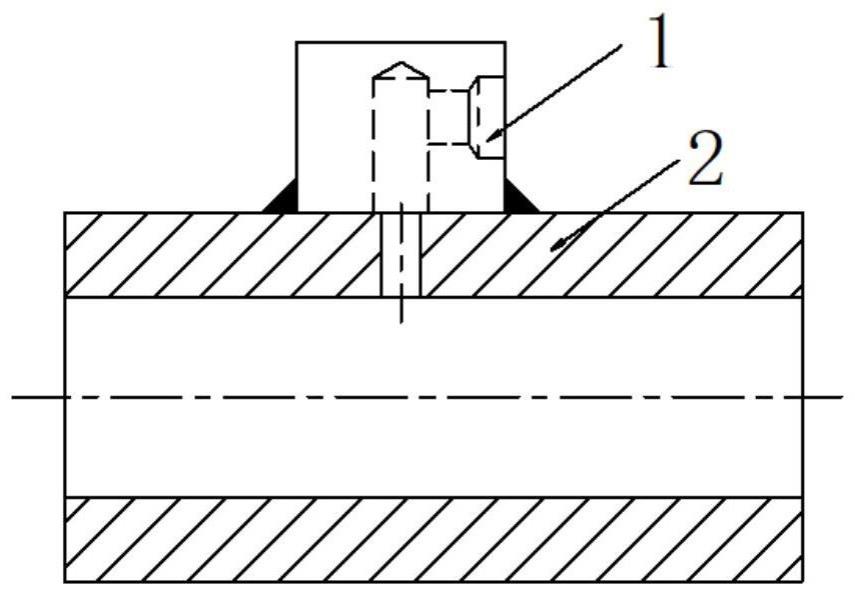
1、如图1所示,为液压支架立柱中大壁厚低合金钢管与奥氏体不锈钢座焊接的焊缝示意图。目前,常用低合金钢管材质为27simn、30crmnsi等,常用奥氏体不锈钢材质为sus304、sus316等,常用s309、s309l、s309lmo、s309lsi、s312等不锈钢焊丝焊接,形成具有承压性及密封性作用的焊缝。
2、奥氏体不锈钢对焊接热裂纹的敏感性较高,具有低的热导率、高电阻率、高线膨胀系数,焊接时容易产生拉应力,从而产生弧坑裂纹、液化裂纹,其与低合金钢管进行异种钢焊接时,由于熔点、线膨胀系数、热导率、比热容及相溶性差异很大,一般焊接需要增加中间过渡层,加工工艺复杂。
3、现有技术中,有两种方法:
4、普遍使用的不锈钢tig焊接,效率低,对工人技术要求水平高;
5、或者,普遍使用二元混合气体(95%ar+5%co2或98%ar+2%co2)保护的mig焊接方法,必要时需过渡层,加工成本高,加工复杂,不利于批量生产。
6、同时,上述两种方法都在效率及成本方面存在实际应用缺点。
7、有鉴于此,特提出本发明。
技术实现思路
1、本发明的目的是提供了一种用于大壁厚低合金缸管与奥氏体不锈钢实现600mpa强度的焊接方法,以解决现有技术中存在的上述技术问题。
2、本发明的目的是通过以下技术方案实现的:
3、本发明的用于大壁厚低合金缸管与奥氏体不锈钢实现600mpa强度的焊接方法,其特征在于,低合金钢管与奥氏体不锈钢座采用一元纯氩气气体保护的mig焊接方法使用不锈钢焊丝进行焊接;
4、所述低合金钢管材质包括27simn、30crmnsi中的任一种或多种;
5、所述奥氏体不锈钢座材质包括sus304、sus316中的任一种或多种;
6、所述不锈钢焊丝包括s309、s309l、s309lmo、s309lsi、s312中的任一种或多种。
7、与现有技术相比,本发明所提供的用于大壁厚低合金缸管与奥氏体不锈钢实现600mpa强度的焊接方法,采用不锈钢焊丝并利用纯氩气保护对大壁厚低合金钢与奥氏体不锈钢座的mig焊接,能实现一元纯氩气、高效且操作简单,能达到600mpa焊接强度,保证密封性及连接强度。
技术特征:
1.一种用于大壁厚低合金缸管与奥氏体不锈钢实现600mpa强度的焊接方法,其特征在于,低合金钢管与奥氏体不锈钢座采用一元纯氩气气体保护的mig焊接方法使用不锈钢焊丝进行焊接;
2.根据权利要求1所述的用于大壁厚低合金缸管与奥氏体不锈钢实现600mpa强度的焊接方法,其特征在于,在焊接过程中,控制热输入在0.6-1.0kj/㎜,焊前对母材待焊接区域进行100-150℃预热,焊后在焊缝周围φ150mm范围内进行加热。
3.根据权利要求2所述的用于大壁厚低合金缸管与奥氏体不锈钢实现600mpa强度的焊接方法,其特征在于,在预热后、焊接前,彻底打磨清理干净待焊接区域表面、坡口及周围φ100mm范围内的脏污、氧化皮。
4.根据权利要求1、2或3所述的用于大壁厚低合金缸管与奥氏体不锈钢实现600mpa强度的焊接方法,其特征在于,焊接强度达到600mpa。
技术总结
本发明公开了一种用于大壁厚低合金缸管与奥氏体不锈钢实现600MPa强度的焊接方法,低合金钢管与奥氏体不锈钢座采用一元纯氩气气体保护的MIG焊接方法使用不锈钢焊丝进行焊接;低合金钢管材质包括27SiMn、30CrMnSi,奥氏体不锈钢座材质包括SUS304、SUS316,不锈钢焊丝包括S309、S309L、S309LMo、S309LSi、S312。在焊接过程中,控制热输入在0.6‑1.0KJ/㎜,焊前对母材待焊接区域进行100‑150℃预热,焊后在焊缝周围φ150mm范围内进行加热。能实现一元纯氩气、高效,且操作简单,能达到600MPa焊接强度,保证密封性及连接强度。
技术研发人员:隗春月,王亮忠,王震,刘爱民,毕冲,刘波涛,苗国印,陈业兴,张仪
受保护的技术使用者:中煤北京煤矿机械有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!