一种带状胚料多功能连续成型装置的制作方法
本发明涉及冲压成型,尤其涉及一种带状胚料多功能连续成型装置。
背景技术:
1、连续冲压模具,也称为连续模,是在一台压力机的不同位置同时完成多个工序的模具。冲压件是在连续模具中逐渐成型的。
2、现有连续冲压模具中,只是简单对胚料进行冲压成型,功能较为单一。冲压成型的产品在下料后,需要运输至其他工位进行检测,产品生产效率低下。
技术实现思路
1、本发明的目的在于:提供一种带状胚料多功能连续成型装置,产品成型后在线实现外观检测,实现分类收料,提高生产效率。
2、为了实现上述目的,本发明采用了如下技术方案:一种带状胚料多功能连续成型装置,包括:
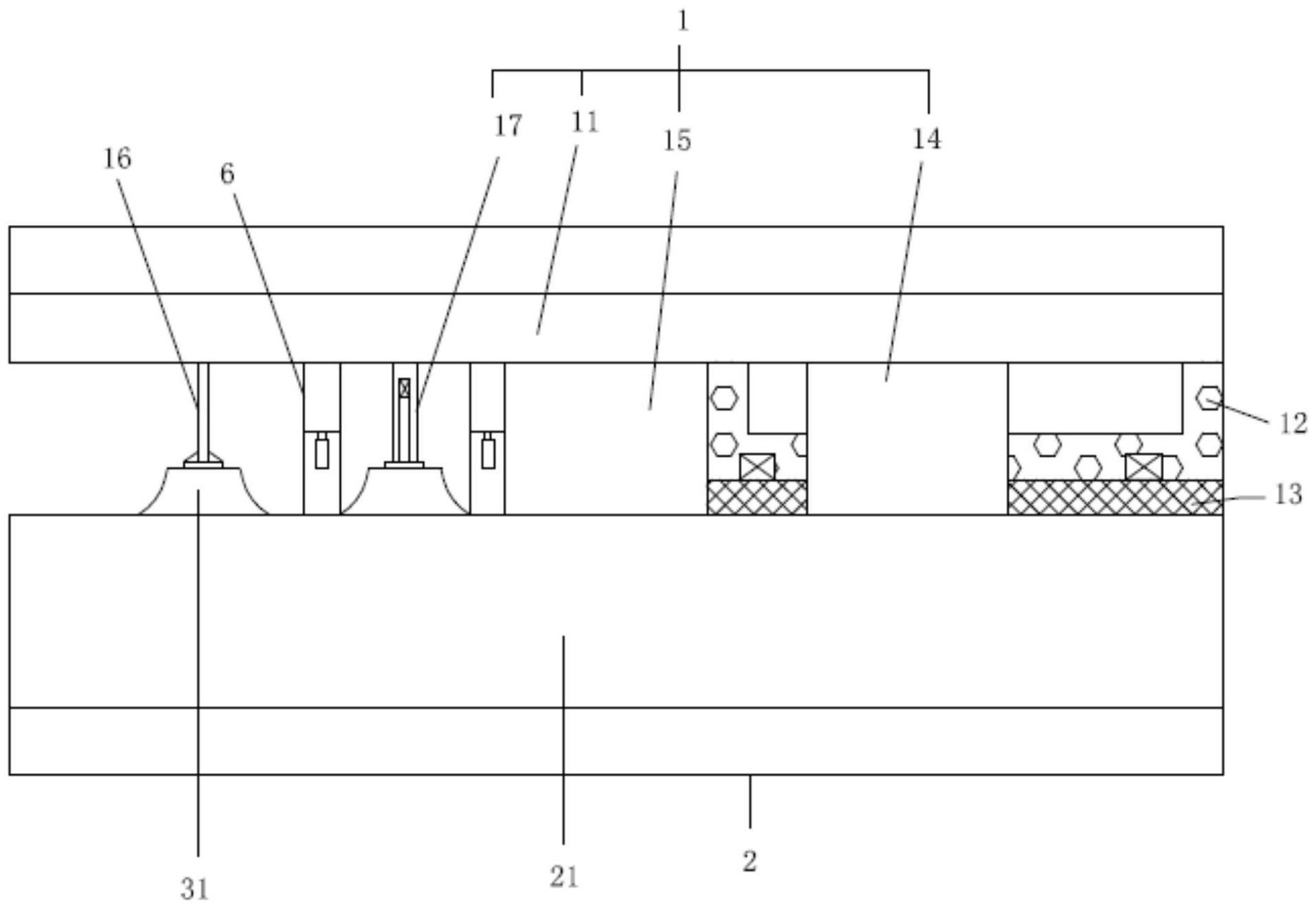
3、上模机构,其包括上模板、垫板、脱料板、切边冲头、上成型冲头和吸取件,垫板固定安装在上模板上,脱料板弹性连接在垫板上,切边冲头固定安装在上模板上,切边冲头穿设于脱料板,切边冲头包括两个相向对称布置的冲头单元,上模板上设置有沿直线依次布置的切边冲头、上成型冲头和吸取件,上成型冲头和吸取件之间设置有下视视觉,下视视觉安装在第一驱动臂上,上模机构一侧还设置有下料槽,下料槽连接第二驱动臂,下料槽一端延伸至吸取件下方,吸取件用于吸取产品;
4、下模机构,其包括下模板、浮动板和下成型冲头,下模板上设置有导料槽,带状胚料放置在导料槽内,导料槽底面上设置有位置对应冲头单元的第一落料孔,浮动板弹性连接在下模板上,下成型冲头位置对应设置在上成型冲头下方,下成型冲头穿设于浮动板。
5、作为上述技术方案的进一步描述:
6、下模板一侧设置有两个平行布置的钻孔组件,钻孔组件包括钻头,钻头设置在导料槽上方,导料槽底面上设置有位置对应钻头的第二落料孔。
7、作为上述技术方案的进一步描述:
8、上模板上还设置有定位件。
9、作为上述技术方案的进一步描述:
10、两个钻孔组件对称布置在定位件两侧。
11、作为上述技术方案的进一步描述:
12、定位件底部设置有压块,压块弹性连接在定位件上。
13、作为上述技术方案的进一步描述:
14、上成型冲头内部设置有脱料顶针,脱料顶针穿设于上成型冲头,脱料顶针弹性连接在上模板上。
15、作为上述技术方案的进一步描述:
16、下料槽的底面上设置有通孔,通孔内设置有玻璃板,下料槽下方设置有上视视觉,上视视觉位置对应玻璃板。
17、综上所述,由于采用了上述技术方案,本发明的有益效果是:
18、1、本发明中,连续成型装置内在加工产品时,产品成型后在线实现外观检测,从而实现分类收料,提高生产效率。
19、2、本发明中,产品成型后,通过下视视觉和上视视觉实现全面的外观检测,有效提高外观检测的准确性,提高生产效率。
技术特征:
1.一种带状胚料多功能连续成型装置,其特征在于,包括:
2.根据权利要求1所述的一种带状胚料多功能连续成型装置,其特征在于,所述下模板(21)一侧设置有两个平行布置的钻孔组件(6),所述钻孔组件(6)包括钻头(61),所述钻头(61)设置在所述导料槽(211)上方,所述导料槽(211)底面上设置有位置对应所述钻头(61)的第二落料孔(213)。
3.根据权利要求2所述的一种带状胚料多功能连续成型装置,其特征在于,所述上模板(11)上还设置有定位件(17)。
4.根据权利要求3所述的一种带状胚料多功能连续成型装置,其特征在于,两个所述钻孔组件(6)对称布置在所述定位件(17)两侧。
5.根据权利要求4所述的一种带状胚料多功能连续成型装置,其特征在于,所述定位件(17)底部设置有压块(171),所述压块(171)弹性连接在所述定位件(17)上。
6.根据权利要求1所述的一种带状胚料多功能连续成型装置,其特征在于,所述上成型冲头(15)内部设置有脱料顶针(151),所述脱料顶针(151)穿设于所述上成型冲头(15),所述脱料顶针(151)弹性连接在所述上模板(11)上。
7.根据权利要求1所述的一种带状胚料多功能连续成型装置,其特征在于,所述下料槽(5)的底面上设置有通孔,所述通孔内设置有玻璃板(51),所述下料槽(5)下方设置有上视视觉(52),所述上视视觉(52)位置对应所述玻璃板(51)。
技术总结
本发明公开了一种带状胚料多功能连续成型装置,包括:上模机构,其包括上模板、垫板、脱料板、切边冲头、上成型冲头和吸取件,上模板上设置有沿直线依次布置的切边冲头、上成型冲头和吸取件,上成型冲头和吸取件之间设置有下视视觉,下视视觉安装在第一驱动臂上,上模机构一侧还设置有下料槽,下料槽连接第二驱动臂,下料槽一端延伸至吸取件下方,吸取件用于吸取产品;下模机构,其包括下模板、浮动板和下成型冲头,下模板上设置有导料槽,带状胚料放置在导料槽内。本发明相较于现有技术,产品成型后在线实现外观检测,实现分类收料,提高生产效率。
技术研发人员:费春阳
受保护的技术使用者:苏州诚达散热器科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!