一种烤箱腔体焊接线及烤箱腔体焊接方法与流程
本申请涉及烤箱制造领域,特别是一种烤箱腔体焊接线及烤箱腔体焊接方法。
背景技术:
1、目前,烤箱的腔体多采用焊接工艺制作。烤箱的腔体可以分为端面法兰和内胆两部分,目前的一些焊接工艺中,首先焊接形成内胆的侧壁,侧壁的两端开放,随后将内胆的底板焊接到侧壁的一端,最后将端面法兰焊接到侧壁的另一端。
2、也就是说,内胆的侧壁以及内胆的底板需要分开焊接,并且焊接一般包括点焊和缝焊两步,点焊和缝焊需要在不同的工装夹具上进行,这就导致目前的焊接工艺较为复杂,耗时较长,烤箱腔体焊接线需要的设备较多。
技术实现思路
1、本申请旨在至少解决现有技术中存在的技术问题之一。为此,本申请提出一种烤箱腔体焊接线及烤箱腔体焊接方法,烤箱腔体焊接线能够简化烤箱腔体的焊接工艺。
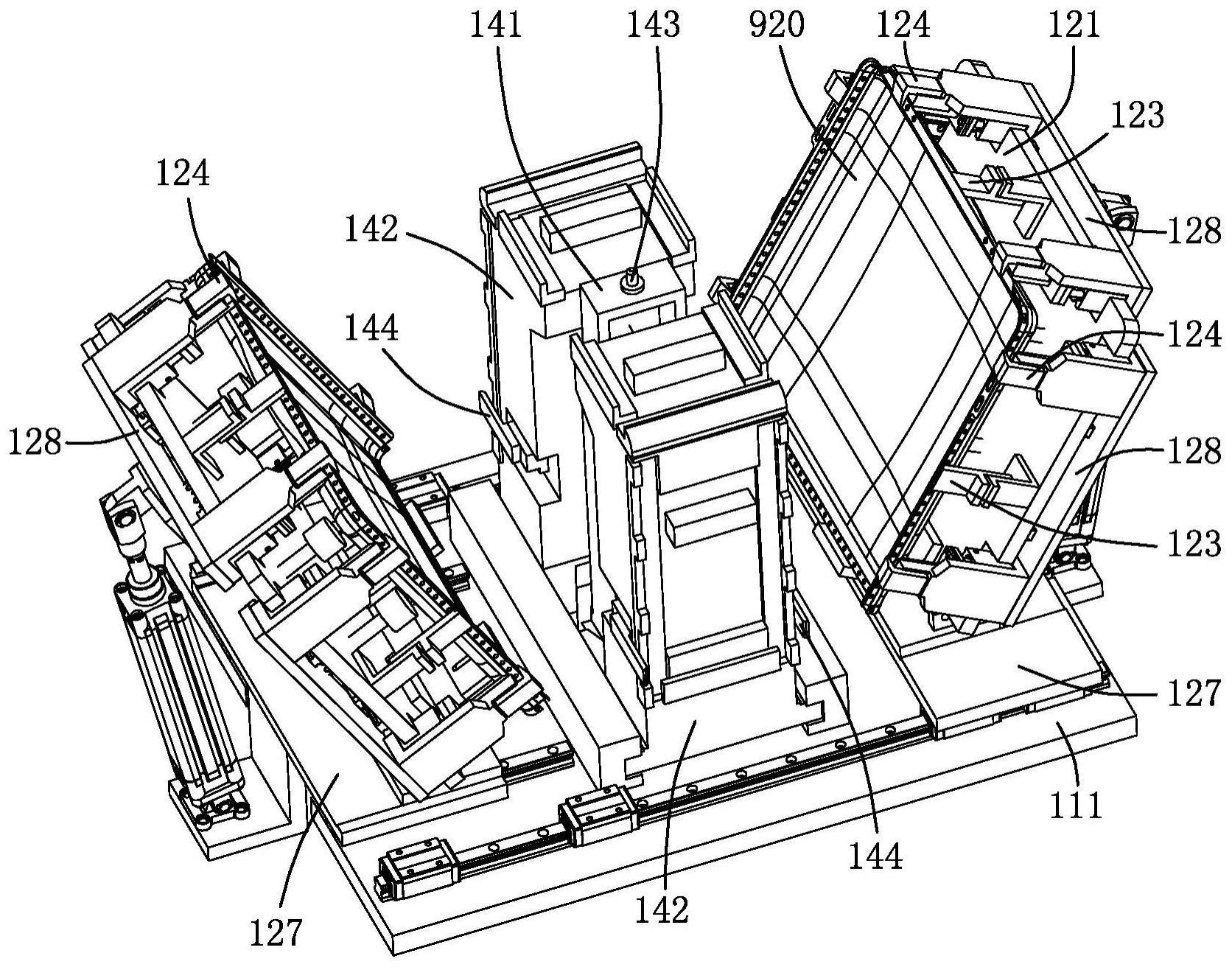
2、根据本申请提供的烤箱腔体焊接线,包括依次布置的内胆点焊装置、内胆缝焊装置、前板点焊装置和前板缝焊装置,所述内胆点焊装置包括滑台、第一装夹模块和第一点焊模块,所述滑台能够沿第一方向在点焊工位和上料工位之间移动,所述第一装夹模块安装在所述滑台上,所述第一装夹模块包括第一承载组件和第一装夹组件,所述第一承载组件用于安放中壳体,所述第一承载组件的外轮廓与所述中壳体的内轮廓相匹配,所述第一装夹组件用于装夹侧壳体,两个所述第一装夹组件在所述第一方向上分别位于所述第一承载组件的两侧,所述第一装夹组件能够在所述第一方向上靠近或远离所述第一承载组件,所述第一点焊模块位于所述点焊工位,所述第一点焊模块包括第一点焊头,所述第一点焊头用于点焊所述中壳体和所述侧壳体的接缝以形成内胆。
3、根据本申请提供的烤箱腔体焊接线,至少具有如下技术效果:通过采用将两个侧壳体焊接到中壳体上的焊接方式,能够在一次装夹中完成内胆的点焊,从而提高焊接效率和焊接质量,第一装夹组件能够远离或靠近第一承载组件,从而能够方便地进行侧壳体的安装以及侧壳体与中壳体的扣合,烤箱腔体焊接线能够简化烤箱腔体的焊接工艺。
4、根据本申请的一些实施例,所述第一装夹组件包括第一安装板、第一支撑件和第一限位件,所述第一支撑件和所述第一限位件安装在所述第一安装板上,所述第一支撑件位于所述第一安装板的底部,其中一组所述第一限位件在第二方向上与所述第一支撑件相对布置,另外两组所述第一限位件在第三方向上相对布置,所述第一支撑件和所述第一限位件用于初步定位所述侧壳体。
5、根据本申请的一些实施例,所述第一装夹组件包括第一压紧件、第一驱动件和第二驱动件,其中一组所述第一压紧件在所述第二方向上与所述第一支撑件相对布置,另外两组所述第一压紧件在所述第三方向上相对布置,所述第一压紧件的位置与所述侧壳体的外沿的位置相对应,所述第一驱动件能够驱动所述第一压紧件在第一方向上移动以压紧所述侧壳体,多个所述第二驱动件分别能够驱动所述第一压紧件在所述第二方向或所述第三方向移动以进一步定位所述侧壳体。
6、根据本申请的一些实施例,所述第一装夹组件包括第三安装板,所述第三安装板安装在所述滑台上,所述第一安装板可转动地安装在所述第三安装板上,所述第一安装板能够向远离所述第一承载组件的方向翻转。
7、根据本申请的一些实施例,所述第一装夹模块包括第二装夹组件,所述第二装夹组件包括第二压紧件和第三驱动件,多个所述第二压紧件分别在第二方向上或第三方向上位于所述第一承载组件的侧面,所述第三驱动件用于驱动所述第二压紧件压紧所述中壳体,所述第二装夹组件能够在所述第一方向上移动,以在安放所述中壳体时进行避让。
8、根据本申请的一些实施例,所述第一承载组件包括第一固定座和第一活动座,所述第一固定座上安装有在第二方向上延伸的第一定位柱,两个所述第一活动座分别位于所述第一固定座在第三方向上的两侧,所述第一活动座能够靠近或远离所述第一固定座。
9、根据本申请的一些实施例,所述内胆缝焊装置包括第一缝焊模块和第二装夹模块,所述第一缝焊模块位于所述第二装夹模块的一侧,所述第一缝焊模块包括第一缝焊轮,所述第二装夹模块包括转台和第二承载组件,所述第二承载组件安装在所述转台上,所述第二承载组件的外轮廓与所述内胆的内轮廓相匹配,所述转台能够驱动所述第二承载组件沿垂直于所述第一方向的转轴转动,以允许所述第一缝焊轮对所述内胆的不同侧面进行缝焊。
10、根据本申请的一些实施例,所述第二装夹模块包括第三装夹组件,所述第三装夹组件安装在所述转台上,两个所述第三装夹组件分别在所述第一方向上位于所述第二承载组件之间,所述第三装夹组件包括第三压紧件和第四驱动件,所述第四驱动件能够驱动所述第三压紧件压紧所述侧壳体,所述第二承载组件包括第二支撑件和第五驱动件,所述第二支撑件和所述第三压紧件对应布置,所述第五驱动件能够驱动所述第二支撑件支撑所述侧壳体。
11、根据本申请提供的烤箱腔体焊接方法,使用本申请提供的烤箱腔体焊接线,所述烤箱腔体焊接方法包括以下步骤:
12、步骤s100:内胆点焊装置将中壳体和侧壳体点焊在一起;
13、步骤s200:内胆缝焊装置对所述中壳体和所述侧壳体的接缝进行缝焊,形成内胆;
14、步骤s300:前板点焊装置将所述内胆和前板点焊在一起;
15、步骤s400:前板缝焊装置对所述内胆和所述前板的接缝进行缝焊,形成腔体;
16、其中,步骤s100,包括:
17、步骤s110:滑台移动至上料工位;
18、步骤s120:将所述中壳体安放在第一承载组件上,将所述侧壳体安放在第一装夹组件上;
19、步骤s130:所述第一装夹组件靠近所述第一承载组件,以使所述侧壳体与所述中壳体接合;
20、步骤s140:滑台移动至点焊工位;
21、步骤s150:第一点焊头将所述中壳体和所述侧壳体点焊在一起。
22、本申请的烤箱腔体焊接方法使用本申请的烤箱腔体焊接线,因此烤箱腔体焊接方法具有前述烤箱腔体焊接线所具有的有益效果,在此不再赘述。
23、根据本申请的一些实施例,其中,步骤s200,包括:
24、步骤s210:将所述内胆安放在第二承载组件上;
25、步骤s220:第二支撑件支撑所述侧壳体的内壁,第三压紧件压紧所述侧壳体的外壁,以固定所述内胆;
26、步骤s230:第一缝焊轮对所述中壳体和所述侧壳体的接缝进行缝焊,转台转动以使所述第一缝焊轮能够对所述内胆的不同侧面的所述接缝进行缝焊。
技术特征:
1.一种烤箱腔体焊接线,其特征在于,烤箱腔体焊接线包括依次布置的内胆点焊装置、内胆缝焊装置、前板点焊装置和前板缝焊装置,所述内胆点焊装置包括:
2.根据权利要求1所述的烤箱腔体焊接线,其特征在于:所述第一装夹组件包括第一安装板、第一支撑件和第一限位件,所述第一支撑件和所述第一限位件安装在所述第一安装板上,所述第一支撑件位于所述第一安装板的底部,其中一组所述第一限位件在第二方向上与所述第一支撑件相对布置,另外两组所述第一限位件在第三方向上相对布置,所述第一支撑件和所述第一限位件用于初步定位所述侧壳体。
3.根据权利要求2所述的烤箱腔体焊接线,其特征在于:所述第一装夹组件包括第一压紧件、第一驱动件和第二驱动件,其中一组所述第一压紧件在所述第二方向上与所述第一支撑件相对布置,另外两组所述第一压紧件在所述第三方向上相对布置,所述第一压紧件的位置与所述侧壳体的外沿的位置相对应,所述第一驱动件能够驱动所述第一压紧件在第一方向上移动以压紧所述侧壳体,多个所述第二驱动件分别能够驱动所述第一压紧件在所述第二方向或所述第三方向移动以进一步定位所述侧壳体。
4.根据权利要求2所述的烤箱腔体焊接线,其特征在于:所述第一装夹组件包括第三安装板,所述第三安装板安装在所述滑台上,所述第一安装板可转动地安装在所述第三安装板上,所述第一安装板能够向远离所述第一承载组件的方向翻转。
5.根据权利要求1所述的烤箱腔体焊接线,其特征在于:所述第一装夹模块包括第二装夹组件,所述第二装夹组件包括第二压紧件和第三驱动件,多个所述第二压紧件分别在第二方向上或第三方向上位于所述第一承载组件的侧面,所述第三驱动件用于驱动所述第二压紧件压紧所述中壳体,所述第二装夹组件能够在所述第一方向上移动,以在安放所述中壳体时进行避让。
6.根据权利要求1或5所述的烤箱腔体焊接线,其特征在于:所述第一承载组件包括第一固定座和第一活动座,所述第一固定座上安装有在第二方向上延伸的第一定位柱,两个所述第一活动座分别位于所述第一固定座在第三方向上的两侧,所述第一活动座能够靠近或远离所述第一固定座。
7.根据权利要求1所述的烤箱腔体焊接线,其特征在于:所述内胆缝焊装置包括第一缝焊模块和第二装夹模块,所述第一缝焊模块位于所述第二装夹模块的一侧,所述第一缝焊模块包括第一缝焊轮,所述第二装夹模块包括转台和第二承载组件,所述第二承载组件安装在所述转台上,所述第二承载组件的外轮廓与所述内胆的内轮廓相匹配,所述转台能够驱动所述第二承载组件沿垂直于所述第一方向的转轴转动,以允许所述第一缝焊轮对所述内胆的不同侧面进行缝焊。
8.根据权利要求7所述的烤箱腔体焊接线,其特征在于:所述第二装夹模块包括第三装夹组件,所述第三装夹组件安装在所述转台上,两个所述第三装夹组件分别在所述第一方向上位于所述第二承载组件之间,所述第三装夹组件包括第三压紧件和第四驱动件,所述第四驱动件能够驱动所述第三压紧件压紧所述侧壳体,所述第二承载组件包括第二支撑件和第五驱动件,所述第二支撑件和所述第三压紧件对应布置,所述第五驱动件能够驱动所述第二支撑件支撑所述侧壳体。
9.一种烤箱腔体焊接方法,其特征在于,所述烤箱腔体焊接方法使用权利要求1至8任一项所述的烤箱腔体焊接线,所述烤箱腔体焊接方法包括以下步骤:
10.根据权利要求9所述的烤箱腔体焊接方法,其特征在于,其中,步骤s200,包括:
技术总结
本申请提出一种烤箱腔体焊接线及烤箱腔体焊接方法,烤箱腔体焊接线包括依次布置的内胆点焊装置、内胆缝焊装置、前板点焊装置和前板缝焊装置,内胆点焊装置包括滑台、第一装夹模块和第一点焊模块,滑台能够沿第一方向在点焊工位和上料工位之间移动,第一装夹模块安装在滑台上,第一装夹模块包括第一承载组件和第一装夹组件,第一承载组件的外轮廓与中壳体的内轮廓相匹配,两个第一装夹组件在第一方向上分别位于第一承载组件的两侧,第一装夹组件能够靠近或远离第一承载组件,第一点焊模块位于点焊工位,第一点焊模块包括第一点焊头。采用将两个侧壳体焊接到中壳体上的焊接方式,能够在一次装夹中完成内胆的点焊,简化烤箱腔体的焊接工艺。
技术研发人员:张人斌
受保护的技术使用者:湖南创研工业技术研究院有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!