一种焊接机器人工作站用工件定位装置的制作方法
本发明涉及自动焊接,尤其涉及一种焊接机器人工作站用工件定位装置。
背景技术:
1、在机械制造行业,焊接是常用的一道工艺手段,机械行业的焊接工作劳动强度大、生产效率低,人工焊接作业不仅对工人健康具有一定的危害性,而且焊接效率低,焊接成本高,已经满足不了工厂高速的自动化生产节奏。在对工件进行焊接时,如果定位夹装不牢固,在翻转的过程中容易出现脱落、错位等问题,影响焊接效果。
技术实现思路
1、本发明所要解决的技术问题是提供一种定位牢固,操作简便的焊接机器人工作站用工件定位装置。
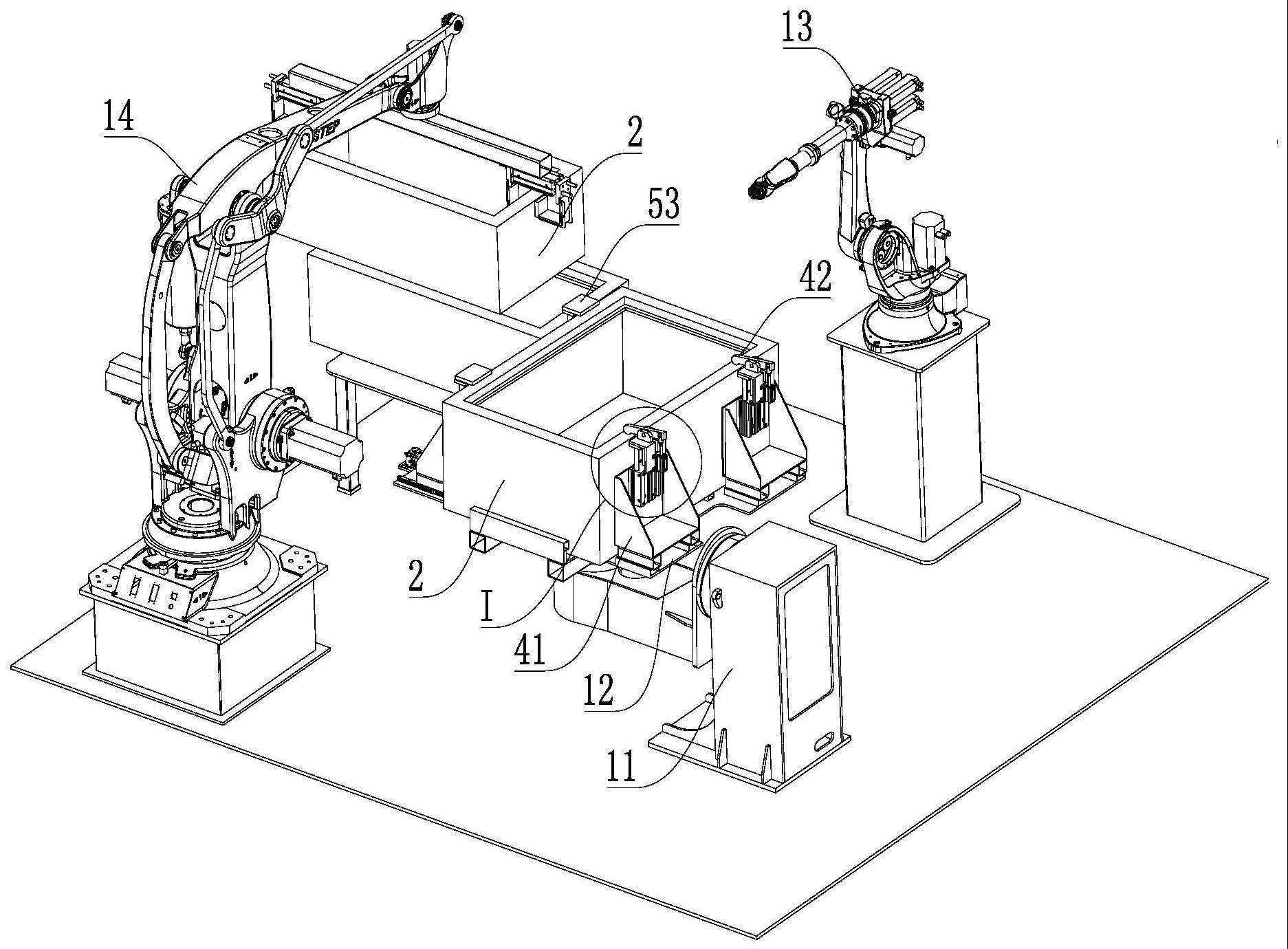
2、为解决上述技术问题,本发明的技术方案是:一种焊接机器人工作站用工件定位装置,包括安装在伺服变位机上的焊台,所述焊台上安装有工装定位夹具,所述工装定位夹具包括对工件进行四面定位的第一定位装置、第二定位装置、第三定位装置和第四定位装置;所述第一定位装置和所述第二定位装置位于所述工件的两侧并相向设置,所述第三定位装置和所述第四定位装置位于所述工件的另外两侧并相向设置;
3、所述第二定位装置包括一个或多个铰接在所述焊台上的下夹紧臂,所述下夹紧臂的中部与所述焊台铰接,所述焊台的底部安装有与所述下夹紧臂一一对应的下夹紧驱动气缸,所述下夹紧驱动气缸的动力输出轴与所述下夹紧臂的一端铰接,所述下夹紧臂的另一端压靠在所述工件的底部;
4、所述第三定位装置包括一个或多个固定安装在所述焊台上并紧靠所述工件的定位座,每个所述定位座上固定安装有一个高度调节气缸,所述高度调节气缸的柱塞端向上延伸并固定安装有夹紧座,所述夹紧座的顶部铰接有一个上夹紧臂,所述上夹紧臂的中部与所述夹紧座铰接,所述夹紧座的一侧固定安装有上夹紧驱动气缸,所述上夹紧驱动气缸的动力输出轴与所述上夹紧臂的一端铰接,所述上夹紧臂的另一端压靠在所述工件的顶部;
5、所述第四定位装置包括一个或者多个滑动安装在所述焊台上并顶紧所述工件的调节座,每个所述调节座上固定安装有一个上压紧驱动气缸,所述上压紧驱动气缸的动力输出轴向上延伸并固定安装有与所述工件上表面平行的压板;
6、或所述第二定位装置或所述第三定位装置包括一个或者多个滑动安装在所述焊台上的调节座,每个所述调节座上固定安装有一个上压紧驱动气缸,所述上压紧驱动气缸的动力输出轴向上延伸并固定安装有与所述工件上表面平行的压板。
7、作为一种优选的技术方案,所述第一定位装置包括固定安装在所述焊台上的定位挡块。
8、作为一种优选的技术方案,所述第一定位装置包括一个或者多个滑动安装在所述焊台上的调节座,每个所述调节座上固定安装有一个上压紧驱动气缸,所述上压紧驱动气缸的动力输出轴向上延伸并固定安装有与所述工件上表面平行的压板。
9、作为一种优选的技术方案,所述第二定位装置包括一个或多个铰接在所述焊台上的下夹紧臂,所述焊台的一侧设置有与所述下夹紧臂一一对应的铰接座,所述下夹紧臂的中部与所述铰接座铰接。
10、作为一种优选的技术方案,所述焊台上固定安装有两条平行的直线导轨,所述调节座的底部固定安装有与所述直线导轨配合的滑块,所述焊台上还固定安装有位于两条所述直线导轨之间的顶紧气缸,所述顶紧气缸的动力输出轴与所述调节座传动连接。
11、作为一种优选的技术方案,所述压板面向所述工件的端面上设置有橡胶缓冲垫。
12、作为一种优选的技术方案,所述夹紧座为l型夹紧座,所述夹紧座的一个拐臂与所述高度调节气缸的柱塞端固定连接,所述夹紧座的另一个拐臂向下延伸并固定安装有所述上夹紧驱动气缸。
13、作为一种优选的技术方案,所述夹紧座的顶端设置有铰接座,所述上夹紧臂的中部与所述铰接座铰接。
14、作为一种优选的技术方案,所述伺服变位机为l型伺服变位机。
15、由于采用了上述技术方案,一种焊接机器人工作站用工件定位装置,包括安装在伺服变位机上的焊台,所述焊台上安装有工装定位夹具,所述工装定位夹具包括对工件进行四面定位的第一定位装置、第二定位装置、第三定位装置和第四定位装置;所述第一定位装置和所述第二定位装置位于所述工件的两侧并相向设置,所述第三定位装置和所述第四定位装置位于所述工件的另外两侧并相向设置;通过四个定位装置,将工件牢牢地固定在焊台上,配合伺服变位机对工件进行翻转,能够对工件的所有位置进行焊接作业,四边定位能够防止工件在翻转过程中产生移位或者脱落,实现自动化高质量焊接。
技术特征:
1.一种焊接机器人工作站用工件定位装置,其特征在于:包括安装在伺服变位机上的焊台,所述焊台上安装有工装定位夹具,所述工装定位夹具包括对工件进行四面定位的第一定位装置、第二定位装置、第三定位装置和第四定位装置;所述第一定位装置和所述第二定位装置位于所述工件的两侧并相向设置,所述第三定位装置和所述第四定位装置位于所述工件的另外两侧并相向设置;
2.如权利要求1所述的焊接机器人工作站用工件定位装置,其特征在于:所述第一定位装置包括固定安装在所述焊台上的定位挡块。
3.如权利要求1所述的焊接机器人工作站用工件定位装置,其特征在于:所述第一定位装置包括一个或者多个滑动安装在所述焊台上的调节座,每个所述调节座上固定安装有一个上压紧驱动气缸,所述上压紧驱动气缸的动力输出轴向上延伸并固定安装有与所述工件上表面平行的压板。
4.如权利要求1所述的焊接机器人工作站用工件定位装置,其特征在于:所述第二定位装置包括一个或多个铰接在所述焊台上的下夹紧臂,所述焊台的一侧设置有与所述下夹紧臂一一对应的铰接座,所述下夹紧臂的中部与所述铰接座铰接。
5.如权利要求1所述的焊接机器人工作站用工件定位装置,其特征在于:所述焊台上固定安装有两条平行的直线导轨,所述调节座的底部固定安装有与所述直线导轨配合的滑块,所述焊台上还固定安装有位于两条所述直线导轨之间的顶紧气缸,所述顶紧气缸的动力输出轴与所述调节座传动连接。
6.如权利要求1所述的焊接机器人工作站用工件定位装置,其特征在于:所述压板面向所述工件的端面上设置有橡胶缓冲垫。
7.如权利要求1所述的焊接机器人工作站用工件定位装置,其特征在于:所述夹紧座为l型夹紧座,所述夹紧座的一个拐臂与所述高度调节气缸的柱塞端固定连接,所述夹紧座的另一个拐臂向下延伸并固定安装有所述上夹紧驱动气缸。
8.如权利要求1所述的焊接机器人工作站用工件定位装置,其特征在于:所述夹紧座的顶端设置有铰接座,所述上夹紧臂的中部与所述铰接座铰接。
9.如权利要求1至8任一权利要求所述的焊接机器人工作站用工件定位装置,其特征在于:所述伺服变位机为l型伺服变位机。
技术总结
本发明公开了一种焊接机器人工作站用工件定位装置,包括安装在伺服变位机上的焊台,所述焊台上安装有工装定位夹具,所述工装定位夹具包括对工件进行四面定位的第一定位装置、第二定位装置、第三定位装置和第四定位装置;所述第一定位装置和所述第二定位装置位于所述工件的两侧并相向设置,所述第三定位装置和所述第四定位装置位于所述工件的另外两侧并相向设置;通过四个定位装置,将工件牢牢地固定在焊台上,配合伺服变位机对工件进行翻转,能够对工件的所有位置进行焊接作业,四边定位能够防止工件在翻转过程中产生移位或者脱落,实现自动化高质量焊接。
技术研发人员:张庆升,庄丽萍,赵庆华,刘兰双
受保护的技术使用者:海汇环保设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!