一种锥型工件压拧装置及方法与流程
本发明属于锥形工件拧紧,具体涉及一种锥型工件压拧装置及方法。
背景技术:
1、为了提高航天企业所生产的锥型插塞的效率,将人工装配改为自动化装配。该产品存在压拧复合的工艺,现市场又无可适用压拧复合装置和方法。该设计需求应运而生,发明了一款针对需要压拧复合零件的装置以及方法,提高航天企业所生产的锥型插塞的效率以及成品率。
技术实现思路
1、本发明为了解决上述技术问题提供一种锥型工件压拧装置,通过先压后拧的方式,保证锥形工件的拧紧,不会造成过拧,对工件造成损伤。
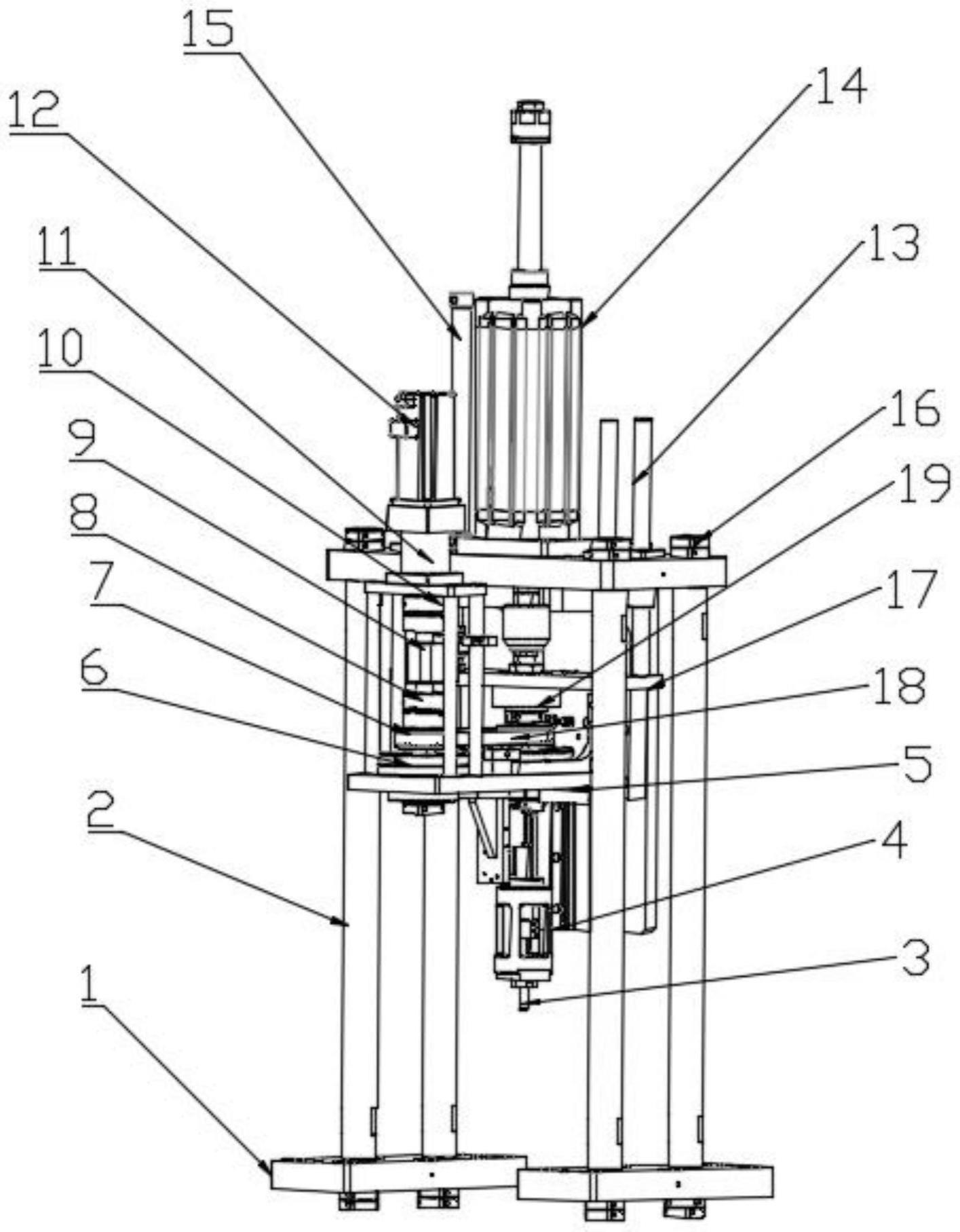
2、本发明解决上述技术问题的技术方案如下:本可锥型工件压拧装置包括:两个底板,两个所述底板之间设有锥型工件定位机构,所述底板的竖直上方设有顶板,所述底板与所述顶板之间通过支撑立柱连接,所述顶板上安装有压力气缸,所述压力气缸的输出端竖直向下穿过所述顶板后连接导向板,所述导向板的竖直下方设有拧紧电机安装板,所述导向板与所述拧紧电机安装板通过动力轴连接,所述拧紧电机安装板上设有拧紧电机,所述拧紧电机的输出端连接有扭力传感器,所述扭力传感器的输出轴连接一同步带轮,所述同步带轮与另一同步带轮通过同步带连接,另一所述同步带轮连接中空竖直设置的花键轴,所述花键轴内设有压力冲头,所述压力冲头的顶部穿过并伸出所述花键轴后连接所述导向板的底部,所述压力冲头上设有压力传感器,所述花键轴的底部连接拧紧机构。
3、有益效果:通过先压后拧的方式,保证锥形工件的拧紧,不会造成过拧,对工件造成损伤。
4、在上述技术方案的基础上,本发明还可以做如下改进。
5、进一步,所述锥型工件定位机构包括相对且平行设置的两滑轨,两个所述滑轨之间滑动设有用于安装锥形工件的浮动底座,一根所述滑轨的外侧设有驱动气缸,所述驱动气缸的输出端连接所述浮动底座,所述驱动气缸通过角连接器连接气缸固定块,所述滑轨的前后两端之间均设有缓冲机构。
6、进一步,所述缓冲机构包括限位块、机械限位器和缓冲器,所述限位块固定在工作台上,所述限位块朝向所述浮动底座一侧设有所述机械限位器和所述缓冲器。
7、进一步,所述驱动气缸的对侧安装有坦克链。
8、进一步,所述拧紧电机的输出端连接减速机,所述减速机通过第一联轴器连接所述扭力传感器,所述扭力传感器的输出轴通过第二联轴器连接所述同步带轮。
9、进一步,所述拧紧机构包括拧紧扳手,所述拧紧扳手的顶部通过衬套连接所述花键轴,所述拧紧扳手内设有所述压力冲头。
10、进一步,还包括导向柱,所述导向柱竖直设置在所述顶板上,所述导向柱的底部穿过并伸出所述顶板的底部,所述导向柱上滑动设有所述导向板。
11、进一步,还包括滑动平台,所述滑动平台竖直设置在所述顶板的一侧上,所述滑动平台朝向所述拧紧电机安装板一侧上设有导轨,所述导轨上滑动连接所述拧紧电机安装板。
12、进一步,所述顶板上设有平衡气缸,所述平衡气缸的输出端竖直向下连接所说的导向板。
13、本发明的目的之二:提供一种锥型工件压拧方法,采用所述的锥型工件压拧装置包括以下步骤:
14、s1:将装配好的锥形工件固定放入浮动底座,通过锥型工件定位机构定位固定;
15、s2:通过压力气缸驱动压力冲头向下运动至距离锥形工件4-5mmm开始减速,并通过拧紧电机驱动拧紧扳手逆时针旋转;
16、s3:当拧紧扳手运动至距离锥形工件0.2-0.8mm,压力气缸驱动压力冲头施加设定压力60%后,减缓施加压力速度,使锥形工件产生t抗大于拧紧所施加的扭矩;
17、计算公式:
18、t抗=f施*μ*r*30%
19、其中,t抗是施加压力产生的抗扭力值;f施是压力冲头施加的压力值;μ为两材料之间的摩擦系数;r为材料的接触半径;30%是安全系数;
20、s4:保持施加设定压力值,先通过拧紧电机驱动拧紧扳手低扭矩快速拧紧,然后再低转速目标扭矩拧紧。
技术特征:
1.一种锥型工件压拧装置,其特征在于,包括:
2.根据权利要求1所述的锥型工件压拧装置,其特征在于,所述锥型工件定位机构包括相对且平行设置的两滑轨(32),两个所述滑轨(32)之间滑动设有用于安装锥形工件(23)的浮动底座(25),一根所述滑轨(32)的外侧设有驱动气缸(24),所述驱动气缸(24)的输出端连接所述浮动底座(25),所述驱动气缸(24)通过角连接器(33)连接气缸固定块(34),所述滑轨(32)的前后两端之间均设有缓冲机构。
3.根据权利要求2所述的锥型工件压拧装置,其特征在于,所述缓冲机构包括限位块(27)、机械限位器(28)和缓冲器(29),所述限位块(27)固定在工作台上,所述限位块(27)朝向所述浮动底座(25)一侧设有所述机械限位器(28)和所述缓冲器(29)。
4.根据权利要求2所述的锥型工件压拧装置,其特征在于,所述驱动气缸(24)的对侧安装有坦克链(30)。
5.根据权利要求2所述的锥型工件压拧装置,其特征在于,所述拧紧电机(12)的输出端连接减速机(11),所述减速机(11)通过第一联轴器(1o)连接所述扭力传感器(9),所述扭力传感器(9)的输出轴通过第二联轴器(8)连接所述同步带轮(6)。
6.根据权利要求5所述的锥型工件压拧装置,其特征在于,所述拧紧机构包括拧紧扳手(3),所述拧紧扳手(3)的顶部通过衬套连接所述花键轴(20),所述拧紧扳手(3)内设有所述压力冲头(37)。
7.根据权利要求6所述的锥型工件压拧装置,其特征在于,还包括导向柱(13),所述导向柱(13)竖直设置在所述顶板上,所述导向柱(13)的底部穿过并伸出所述顶板的底部,所述导向柱(13)上滑动设有所述导向板(17)。
8.根据权利要求6所述的锥型工件压拧装置,其特征在于,还包括滑动平台(21),所述滑动平台(21)竖直设置在所述顶板的一侧上,所述滑动平台(21)朝向所述拧紧电机安装板(5)一侧上设有导轨(22),所述导轨(22)上滑动连接所述拧紧电机安装板(5)。
9.根据权利要求6所述的锥型工件压拧装置,其特征在于,所述顶板上设有平衡气缸(15),所述平衡气缸(15)的输出端竖直向下连接所述的导向板(17)。
10.一种锥型工件压拧方法,采用权利要求9所述的锥型工件压拧装置,其特征在于,包括以下步骤:
技术总结
本发明涉及一种锥型工件压拧装置及方法,属于锥形工件拧紧技术领域。本锥型工件压拧装置,包括两个底板,两个底板之间设有锥型工件定位机构,底板的竖直上方设有顶板,底板与顶板之间通过支撑立柱连接,顶板上安装有压力气缸,压力气缸的输出端竖直向下穿过顶板后连接导向板,导向板的竖直下方设有拧紧电机安装板,导向板与拧紧电机安装板通过动力轴连接,拧紧电机安装板上设有拧紧电机,拧紧电机的输出端连接有扭力传感器,扭力传感器的输出轴连接一同步带轮,同步带轮与另一同步带轮通过同步带连接,另一同步带轮连接中空竖直设置的花键轴。有益效果:通过先压后拧的方式,保证锥形工件的拧紧,不会造成过拧,对工件造成损伤。
技术研发人员:尹洪靖,庹奎,韩林洪,谢佳宏,王强,钟源
受保护的技术使用者:重庆智能机器人研究院
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!