一种信号灯自动装配设备的制作方法
本发明涉及自动化设备,尤其是一种信号灯自动装配设备。
背景技术:
1、本技术所指的信号灯通常用于机床设备上的警示,其由外壳、上盖、底座、螺母环以及安装于外壳内的灯头等组成,类似中国实用新型专利:信号灯装置(公开号:cn205424597u)所公开的信号灯产品,其体型虽小,但结构复杂,因此现阶段还处于人工手动装配的方式进行,或者只有小部分可用自动化设备进行组装,所装配产品的质量参差不齐。其组装装配中有几个难点现有设备无法合理解决,例如:一、其两个接触板的位置为关于外壳中心轴呈中心对称,难以通过单个上料装置将两个接触板分别上料完成装入;二、密封圈属于软性零件,振动盘、输送槽在振动过程中很容易与密封圈发生摩擦而卡位,密封圈阻塞滞留在输送槽内,供料过程卡顿不顺畅,送料过程不均匀,出错率较高,密封圈的上料效率就会大大降低;三、螺母环有别于螺母,其呈环状,由塑料制成,需要将其从产品的一侧旋入至另一侧位置,夹持螺母环需要考虑不磕碰到产品以及不损坏螺母环;四、灯头的引脚需要固定在接触板上,才能使灯头和接触板形成稳定可靠的连接,即使是人工操作,难度也较大;五、零件不止始终从一个方向装在外壳上,需要将外壳进行翻转。以上问题在设备中或多或少存在着操作上的难度,导致设备无法完成基本自动化装配,影响产品的装配效率和成品质量。
技术实现思路
1、本发明的目的:为了克服现有技术的缺陷,本发明提供了一种信号灯自动装配设备。
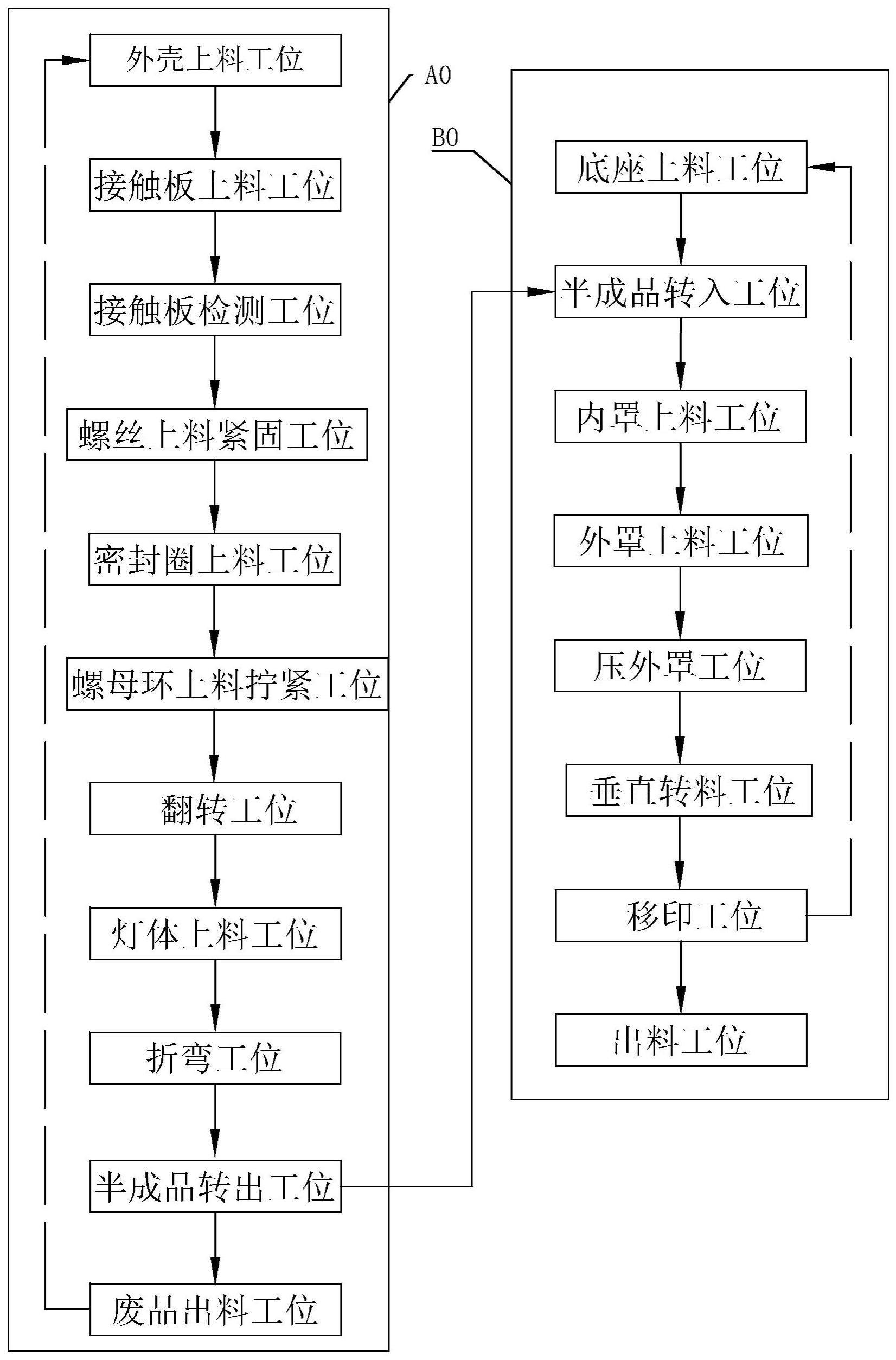
2、本发明的技术方案:包括有第一回转转盘、第二回转转盘、机架以及控制运行的控制系统,第一回转转盘、第二回转转盘均做间歇回转循环动作,第一回转转盘的周向方向上依回转次序布置有外壳上料工位、接触板上料工位、螺丝上料紧固工位、密封圈上料工位、螺母环上料拧紧工位、翻转工位、灯体上料工位以及半成品转出工位,第一回转转盘的上述各个工位上分别设置有夹持信号灯工件的第一夹具组;第二回转转盘的周向方向上依回转次序布置有底座上料工位、半成品转入工位、内罩上料工位、外罩上料工位以及出料工位,第二回转转盘的上述各个工位上分别设置有夹持信号灯工件的第二夹具组,第一夹具组、第二夹具组分别固定安装于第一回转转盘、第二回转转盘上;外壳上料工位一侧设置有外壳上料装置,外壳上料装置向外壳上料工位处的第一夹具组供应上料工件的外壳且工件顶部朝下;接触板上料工位一侧设置有接触板上料装置,接触板上料装置向接触板上料工位处的第一夹具组供应上料接触板,接触板上料装置包括有接触板振动供料机构、可自转180°的吸附夹持件以及接触板移料机构,吸附夹持件设置于接触板振动供料机构的出料口以接收来料,吸附夹持件上设置有两个中心对称的吸附夹持位,两个吸附夹持位在吸附夹持件自转前和自转后先后分别与接触板振动供料机构的出料口相通以各自接收吸附一个接触板,接触板移料机构带动吸附夹持件移动至接触板上料工位上以释放两个中心对称的接触板至外壳工件内;螺丝上料紧固工位一侧设置有螺丝上料紧固装置,所螺丝上料紧固装置向螺丝上料紧固工位处第一夹具组供应螺丝穿入接触板中并拧紧于外壳工件上;密封圈上料工位一侧设置有密封圈上料装置,密封圈上料装置向密封圈上料工位处第一夹具组供应密封圈穿入外壳工件上;螺母环上料拧紧工位一侧设置有螺母环上料拧紧装置,螺母环上料拧紧装置向螺母环上料拧紧工位处第一夹具组供应螺母环穿入外壳工件上并拧紧;翻转工位一侧设置有翻转装置,翻转装置对翻转工位上的工件做翻转动作以将外壳工件的顶部朝上;灯体上料工位一侧设置有灯体上料装置,灯体上料装置向灯体上料工位处第一夹具组供应灯体置于外壳工件内;底座上料工位一侧设置有底座上料装置,底座上料装置向底座上料工位处第二夹具组供应底座;半成品转出工位以及半成品转入工位之间设置有搬运装置,搬运装置转移半成品转出工位的外壳工件至半成品转入工位的第二夹具组上并紧压于第二夹具组内的底座上;内罩上料工位一侧设置有内罩上料装置,内罩上料装置向内罩上料工位处第二夹具组供应内罩以放置于外壳的顶部内;外罩上料工位一侧设置有外罩上料装置,外罩上料装置向外罩上料工位处第二夹具组供应外罩以盖合于外壳的顶部上;出料工位一侧设置有出料夹持装置,出料夹持装置夹持送出出料工位处第二夹具组的工件。
3、采用上述技术方案,首先,通过两个回转转盘的各个工位的配合,完成了各个零件的装配,基本实现了自动化装配信号灯,提升装配效率,成品质量稳定提高,长期成本下降,提升了自动化水平,适用于大批量装配作业中;其次,通过翻转装置将工件完成翻转,以满足零件通过上下两个方向装在外壳上,确保零件完整装配;再者,通过第一回转转盘、第二回转转盘通过搬运装置的配合,实现半成品的转移,工件组装次序利用两个回转转盘同步进行,组装步骤设计更紧凑合理,加快了装配的速度;最后,通过自转的吸附夹持件将两个呈中心对称的接触板一次性装入至外壳工件内,无需分步装入两个接触板,节省组装步骤,提高效率。
4、本发明的进一步设置:灯体上料工位以及半成品转出工位之间设置有折弯工位,折弯工位一侧设置有折弯装置,折弯装置包括有两个对向布置的折弯执行件,折弯执行件的输出轴上安装有折弯铆头,折弯铆头可穿插于折弯工位上的工件内并顶压接触板的触角以使触角挤压固定灯体的引脚。
5、采用上述进一步设置,通过折弯铆头挤压接触板的触角,使灯体的引脚固定在接触板上形成有效的连接,使灯体和接触板的接触更加稳定可靠。
6、本发明的再进一步设置:折弯装置还包括有可升降的灯体压块,灯体压块在折弯铆头动作前做将折弯工位的灯体压入外壳内的动作。
7、采用上述再进一步设置,灯体压块压入外壳内确保灯体能够到达指定位置,同时确保灯体的引脚伸入至接触板中,以完成引脚的固定。
8、本发明的再更进一步设置:外罩上料工位和出料工位之间布置有压外罩工位,压外罩工位的上方、下方分别设置有压外罩机构、通断检测机构,压外罩机构自上而下对压外罩工位上的工作做压紧外罩于外壳上的动作,通断检测机构自下而上插入连接接触板以检测灯体是否导通。
9、采用上述再更进一步设置,压外罩机构、通断检测机构合并在一个工位上对工件进行对应操作,节约设备成本。
10、本发明的再更进一步设置:第一夹具组包括有用于放置顶部朝上工件的第一直立夹具和用于放置顶部朝下工件的倒立夹具,翻转装置包括有翻转移动执行件以及翻转旋转执行件,翻转旋转执行件的输出轴上安装有翻转夹爪,翻转旋转执行件安装于翻转移动执行件的输出轴上,翻转旋转执行件驱动翻转夹爪夹持对翻转工位上倒立夹具的工件做旋转180°的动作,翻转移动执行件驱动翻转旋转执行件平移工件放置至第一直立夹具内。
11、采用上述再更进一步设置,设置第一直立夹具和倒立夹具并通过翻转夹爪夹持工件以在两个夹具上翻转转移,从而满足工件上、下两个方向装入零件的需求,仅需在同个夹具组内实现短距离翻转和转移,有利于装配操作,便于组装步骤的设计。
12、本发明的再更进一步设置:第二夹具组包括有用于放置顶部朝上工件的第二直立夹具和用于放置横卧工件的横卧夹具;压外罩工位和出料工位之间按回转次序先后布置有垂直转料工位、移印工位;垂直转料工位一侧设置有垂直转料装置,垂直转料装置包括有转料平移执行件以及转料旋转执行件,转料旋转执行件的输出轴上安装有转料夹爪,转料旋转执行件安装于转料平移执行件的输出轴上,转料旋转执行件驱动转料夹爪夹持对转料工位上第二直立夹具且通断检测机构检测合格的工件做旋转90°的动作,转料平移执行件驱动转料旋转执行件平移工件放置至横卧夹具内;移印工位一侧设置有移印机构,移印机构对移印工位上横卧夹具的工件做印刷动作。
13、采用上述再更进一步设置,通过转料夹爪将合格的工件旋转夹持至横卧夹具内,后利用移印机构将产品规格、品牌等信息印刷于工件上,实现合格成品印刷操作,且对不合格的工件不印刷,设备更具功能性。
14、本发明的再更进一步设置:出料夹持装置包括有合格品出料区、废品出料区、第一出料夹爪、第二出料夹爪以及出料移动机构;第一出料夹爪、第二出料夹爪均安装于出料移动机构的输出轴上,第一出料夹爪可夹持出料工位横卧夹具上的工件并由出料移动机构驱动夹持至合格品出料区上,第二出料夹爪可夹持出料工位第二直立夹具上的工件并由出料移动机构驱动夹持至废品出料区。
15、采用上述再更进一步设置,出料夹持装置既可以通过第一出料夹爪将合格品从横卧夹具移出,又可以通过第二出料夹爪将废品从第二直立夹具移出,合格品与废品分区归类,提升出厂成品的质量;第一出料夹爪和第二出料夹爪通过同一个出料移动机构移动,结构设计紧凑。
16、本发明的再更进一步设置:密封圈上料装置包括有密封圈存放柱、抬升块、抬升驱动件以及吸附移动机构,抬升块连接于抬升驱动件的输出轴上,密封圈存放柱上沿其轴向存放有一列层叠的密封圈,抬升块伸入层叠密封圈的队列下方并由抬升驱动件驱动逐步抬升一个密封圈厚度的高度;吸附移动机构做吸附密封圈存放柱最上方的密封圈移动送至密封圈上料工位上的动作。
17、采用上述再更进一步设置,将一批量的密封圈套入密封圈存放柱上,由吸附移动机构通过负压吸附的方式将密封圈送至目标位置,并且抬升块在吸附完成后自动升起一定高度,使层叠队列顶部的密封圈到达吸附移动机构吸附作业的位置,提供了振动送料之外的上料方式,虽然需要将密封圈套入密封圈存放柱上,但一批量的密封圈使用周期较长,短时间内无需再套上密封圈,更重要的是,整个上料过程不会出现振动方式上料所出现的密封圈阻塞卡顿等问题,动作顺畅,送料过程速度均匀,上料步骤设计合理,出错率很低,上料效率较快,适合大部分环形密封圈,尤其是内径稍大的密封圈。
18、本发明的再更进一步设置:螺母环上料拧紧装置包括有螺母环供料机构、螺母环上料移动模组、拧入驱动电机以及弹性夹持筒,螺母环供料机构上供应排列螺母环,拧入驱动电机安装于螺母环上料移动模组上,弹性夹持筒安装于拧入驱动电机的输出轴上,螺母环上料移动模组移动弹性夹持筒从螺母环供料机构的出料口至螺母环上料拧紧工位上;弹性夹持筒包括有筒体以及若干个弹性压块,若干个弹性压块沿筒体周向均布安装于筒体的底部,并且各个弹性压块之间形成紧压于筒体内的螺母环外缘的弹性夹持位,弹性夹持位与筒体的顶部之间具有供工件置入的让位腔。
19、采用上述再更进一步设置,弹性夹持筒贴合螺母环的形状,以及弹性压块弹性紧压螺母环,进而实现弹性夹持螺母环,而后通过螺母环上料移动模组移动至目标位置,并且利用拧入驱动电机旋转拧入,让位腔又具有足够空间供工件旋入,从而实现螺母环的上料拧紧操作;操作过程中,螺母环受到弹性力而被夹持,避免硬性磕碰受损,且能拧入螺纹位置较深的工件内。
20、本发明的再更进一步设置:接触板上料工位和螺丝上料紧固工位之间布置有接触板检测工位,接触板检测工位一侧安装有用于检测接触板是否安装到位的接触板检测装置;半成品转出工位的回转下游位置上设置有废品出料工位,废品出料工位一侧安装有废品出料装置,废品出料装置做取出接触板检测装置检测不合格的工件并送出第一回转转盘。
21、采用上述再更进一步设置,在工件的组装过程中设置废品出料装置,提前将不合格的半成品送出设备,避免其不合理占用后续资源进行装配,减少零件的浪费。
22、本发明的再更进一步设置:吸附夹持件的下方设置有可自转180°的旋转底座,吸附夹持位位于旋转底座与吸附夹持件之间,吸附夹持位的一侧可与接触板振动供料机构的出料口相通以接收来料;旋转底座内安装有两个检测传感器,每个检测传感器分别对应检测吸附夹持位以检测是否有料。
23、采用上述再更进一步设置,旋转底座确保吸附夹持件可吸附到接触板,提升吸附成功率,检测传感器用于检测接触板是否到位,确保接触板能够合格上料。
24、本发明的再更进一步设置:吸附夹持件内安装有两个导正杆,导正杆可穿设于吸附夹持位内接触板的中心孔中。
25、采用上述再更进一步设置,导正杆可以纠正引导接触板进入预设位置,使接触板能够准确送入工件中,提高成品的质量。
26、本发明的再更进一步设置:搬运装置包括有搬运移动模组、第一搬运夹爪、第二搬运夹爪以及中转旋转夹具,第一搬运夹爪、第二搬运夹爪分别安装于搬运移动模组的输出轴上,中转旋转夹具固定设置于半成品转出工位以及半成品转入工位之间,中转旋转夹具的底部设置有转动中转旋转夹具内工件角度的中转旋转驱动件,第一搬运夹爪夹持半成品转出工位上的工件至中转旋转夹具上,第二搬运夹爪夹持中转旋转夹具内工件至半成品转入工位上。
27、采用上述再更进一步设置,通过两个搬运夹爪进行搬运以及中转旋转夹具进行中转,加快搬运的效率,并且利用中转旋转夹具转动角度以使工件符合半成品转入工位上夹具的角度。
- 还没有人留言评论。精彩留言会获得点赞!