一种JCCP钢筒半自动卷焊生产系统及方法与流程
本发明涉及顶进施工法用钢筒混凝土管(jccp)钢筒生产和安装施工,尤其涉及一种jccp钢筒半自动卷焊生产系统及方法。
背景技术:
1、国内输水管道(原水输水、压力污水输送等)在深覆土和不便于开槽施工安装管道的区域(跨公路、跨山)进行管道顶进施工是最优技术经济的措施,pccp管和jccp管有钢管和混凝土管各自有点,高抗渗、高强度、高技术经济性,在国外国内得到大量使用,顶进施工法用钢筒混凝土管(jccp)的使用越来越多,大力支持发展基础建设及城市化建设,大幅降低电耗、设备投入小、制作简单实用,可以在施工现场安装使用。
技术实现思路
1、为实现上述顶进施工法用钢筒混凝土管(jccp)的应用,本发明提出了一种jccp钢筒半自动卷焊生产系统及方法。
2、第一方面,一种jccp钢筒半自动卷焊生产系统,包括钢筒缠绕回转架和配套的三辊卷板机,所述钢筒缠绕回转架设置于支座混凝土上,通过钢筒缠绕回转架支座支撑,还包括钢筒缠绕回转架转动装置和气缸伸缩装置,以及插口圈l型支承块、插口圈插口固定螺栓、承口固定盘和回转支架。
3、具体的,所述回转支架包括气缸支座、插口支架外法兰环、钢筒缠绕回转架插口端内固定圆盘、厚钢筒、钢筒缠绕回转架外圈纵向槽钢、钢筒缠绕回转架中心纵向槽钢、钢筒缠绕回转架左圆盘和米字型槽钢。
4、具体的,所述气缸伸缩装置的支座焊接在回转支架的米字型槽钢上,气缸伸缩装置前端径向伸缩,并且设置有最大和最小限位挡块,伸到最大限位时与插口圈形成需要的圆的直径。
5、具体的,所述在钢筒缠绕回转架左圆盘外圈与钢筒缠绕回转架转动装置焊接,与传动电机的输出端链轮配套。
6、具体的,所述插口圈l型支承块的右侧设置有固定插口圈的插口圈u型卡扣。
7、具体的,所述回转支架上均匀分布的气缸伸缩装置,支撑并固定承口圈和插口圈,气缸支座焊接在米字型槽钢上,钢筒缠绕回转架左圆盘通过螺栓固定在钢筒缠绕回转架支座固定盘的回转轴承上,回转轴承用螺栓固定在支座固定盘上。
8、具体的,所述钢筒缠绕回转架还通过钢筒缠绕回转架支座固定盘斜撑与支座混凝土固定。
9、另一方面,一种jccp钢筒半自动卷焊生产方法,基于一种jccp钢筒半自动卷焊生产系统实现,包括以下步骤:
10、钢筒缠绕回转架与三辊卷板机配套使用,三辊卷板机将预先拼焊好的薄钢板卷弧后的板搭接在缠绕回转架的承口圈外壁和插口圈外壁;
11、开动三辊卷板机和回转支架,让三辊卷板机卷出的板自动缠绕在回转支架上;
12、通过间隔一定距离点焊,使承口圈与卷的钢板固定,插口圈与卷的钢板固定;
13、开动气缸伸缩装置缩小行程到最小限位吊离钢筒,又开始做下一节钢筒。
14、本发明的有益效果:本发明提出了一种jccp钢筒半自动卷焊生产系统及方法,包括钢筒缠绕回转架和配套的三辊卷板机,钢筒缠绕回转架设置于支座混凝土上,通过钢筒缠绕回转架支座支撑,还包括钢筒缠绕回转架转动装置和气缸伸缩装置,以及插口圈l型支承块、插口圈插口固定螺栓、承口固定盘和回转支架;使用本发明提出的jccp钢筒半自动卷焊生产系统进行钢筒的生产,制作和操作简单, 制作周期短,电耗低,设备费用低,解决了目前pccp钢筒卷焊机结构复杂、制作周期长、生产电耗低、设备费用高的技术经济问题。
技术特征:
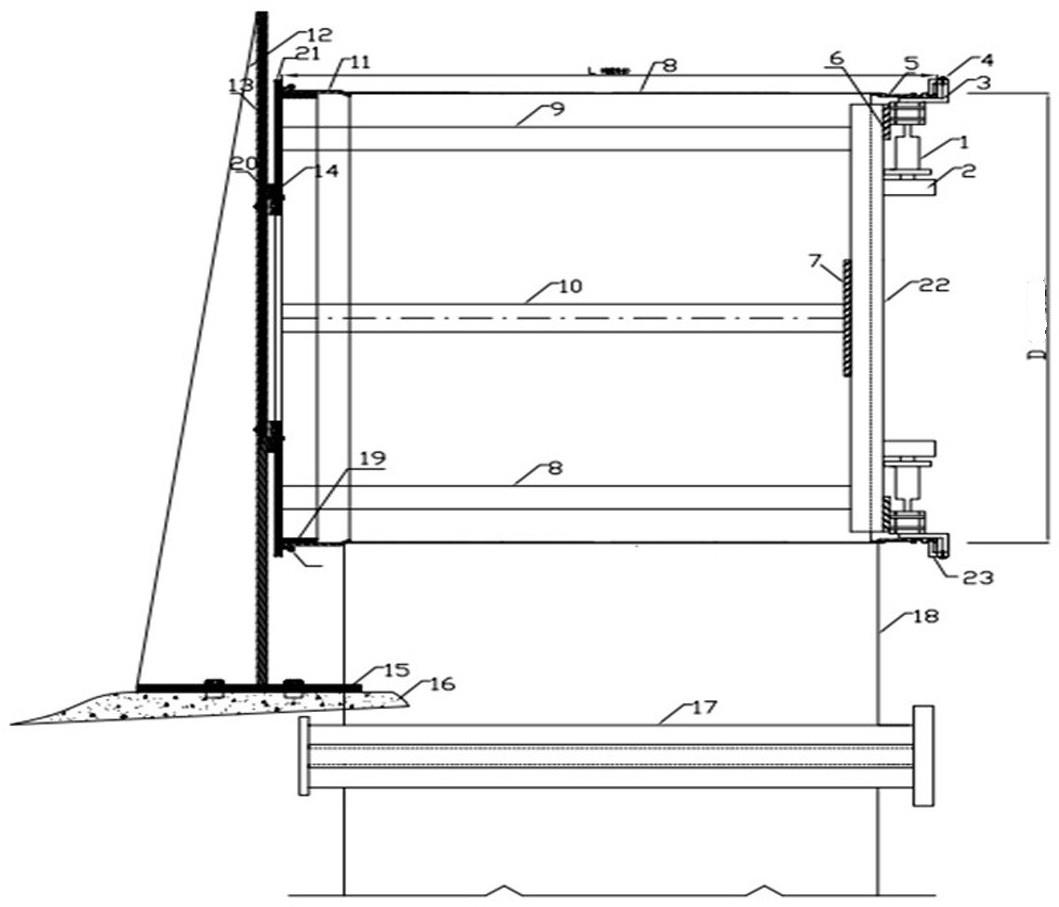
1.一种jccp钢筒半自动卷焊生产系统,其特征在于,包括钢筒缠绕回转架和配套的三辊卷板机(17),所述钢筒缠绕回转架设置于支座混凝土(16)上,通过钢筒缠绕回转架支座(15)支撑,还包括钢筒缠绕回转架转动装置(21)和气缸伸缩装置(1),以及插口圈l型支承块(3)、插口圈插口固定螺栓(4)、承口固定盘(19)和回转支架。
2.根据权利要求1所述的一种jccp钢筒半自动卷焊生产系统,其特征在于,所述回转支架包括气缸支座(2)、插口支架外法兰环(6)、钢筒缠绕回转架插口端内固定圆盘(7)、厚钢筒(8)、钢筒缠绕回转架外圈纵向槽钢(9)、钢筒缠绕回转架中心纵向槽钢(10)、钢筒缠绕回转架左圆盘(14)和米字型槽钢(22)。
3.根据权利要求1所述的一种jccp钢筒半自动卷焊生产系统,其特征在于,所述气缸伸缩装置(1)的支座焊接在回转支架的米字型槽钢(22)上,气缸伸缩装置(1)前端径向伸缩,并且设置有最大和最小限位挡块,伸到最大限位时与插口圈(5)形成需要的圆的直径。
4.根据权利要求2所述的一种jccp钢筒半自动卷焊生产系统,其特征在于,所述在钢筒缠绕回转架左圆盘(14)外圈与钢筒缠绕回转架转动装置(21)焊接,与传动电机的输出端链轮配套。
5.根据权利要求1所述的一种jccp钢筒半自动卷焊生产系统,其特征在于,所述插口圈l型支承块(3)的右侧设置有固定插口圈(5)的插口圈u型卡扣(23)。
6.根据权利要求1所述的一种jccp钢筒半自动卷焊生产系统,其特征在于,所述回转支架上均匀分布的气缸伸缩装置(1),支撑并固定承口圈(11)和插口圈(5),气缸支座(2)焊接在米字型槽钢(22)上,钢筒缠绕回转架左圆盘(14)通过螺栓固定在钢筒缠绕回转架支座固定盘(13)的回转轴承(20)上,回转轴承(20)用螺栓固定在钢筒缠绕回转架支座固定盘(13)上。
7.根据权利要求1所述的一种jccp钢筒半自动卷焊生产系统,其特征在于,所述钢筒缠绕回转架还通过钢筒缠绕回转架支座固定盘斜撑(12)与支座混凝土(16)固定。
8.一种jccp钢筒半自动卷焊生产方法,基于权利要求1~7任意一项所述的一种jccp钢筒半自动卷焊生产系统实现,其特征在于,包括以下步骤:
技术总结
本发明公开了一种JCCP钢筒半自动卷焊生产系统及方法,包括钢筒缠绕回转架和配套的三辊卷板机,钢筒缠绕回转架设置于支座混凝土上,通过钢筒缠绕回转架支座支撑,还包括钢筒缠绕回转架转动装置和气缸伸缩装置,以及插口圈L型支承块、插口圈插口固定螺栓、承口固定盘和回转支架;使用本发明提出的JCCP钢筒半自动卷焊生产系统进行钢筒的生产,制作和操作简单,制作周期短,电耗低,设备费用低,解决了目前PCCP钢筒卷焊机结构复杂、制作周期长、生产电耗低、设备费用高的技术经济问题。
技术研发人员:周玉永,杨运凯,杨作为,杨万驰,刘皓
受保护的技术使用者:四川好运通建材有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!