一种液体火箭发动机推力室燃烧稳定装置整体制造方法与流程
本发明涉及一种液体火箭发动机推力室燃烧稳定装置整体制造方法,属于液体火箭发动机制造。
背景技术:
1、液体火箭发动机推力室燃烧稳定装置是抑制推力室燃烧不稳定的关键组件,在工作时处于燃烧中心,需承受较高的温度和压力。目前,我国现役常温推进剂运载火箭发动机推力室的燃烧稳定装置采用不锈钢和高温合金两种材料,由5种零件通过钎焊连接,涉及钣金冲压、增材制造、机械加工、钎焊、熔焊等5种主要工艺成形方法,制造成本高、周期长,且材料及连接强度无法适应大推力开式液氧煤油发动机工作时产生的高温高压环境,工作过程中易造成燃烧装置破坏而失效。
2、推力室燃烧稳定装置增材制造整体成形具有高质量和高效率的特点,但由于燃烧稳定装置内腔流道多,且开口尺寸小,因此在管口内腔添加的支撑去除产生的多余物难以防控,若采用灌蜡防多余物的方法,则残蜡不能完全去除干净;同时因增材制造原始表面存在浮粉影响表面粗糙度,需要利用液体的流动性采用化学光整方法进行去除,而化学光整溶液在通道内筋条宽度方向上表面化学光整速度不均匀,导致筋条两端和中间化学光整去除厚度不一致,影响筋条厚度的一致性,易造成中间最薄处在液压强度时破裂。因此需要探索一套可用于产品的推力室燃烧稳定装置整体制造和后处理的工艺方法。
技术实现思路
1、本发明解决的技术问题是:克服现有技术的不足,提供了一种液体火箭发动机推力室燃烧稳定装置整体制造方法,实现了液体火箭发动机推力室燃烧稳定装置的整体制造,过程简单,成本较低,提高了其高温高压环境适应能力。
2、本发明提出一种采用高温合金整体成形燃烧稳定装置的方法,仅采用1种材料,1种零件,增材制造、表面光整2种工艺,过程简单、成本较低、且较大缩短生产周期,同时避免了焊接带来的焊接强度不足和焊缝缺陷问题,尤其是整体高温合金材料替代了传统的不锈钢材料,提高了适应高温高压环境的能力。
3、本发明的技术解决方案是:
4、一种液体火箭发动机推力室燃烧稳定装置整体制造方法,包括:
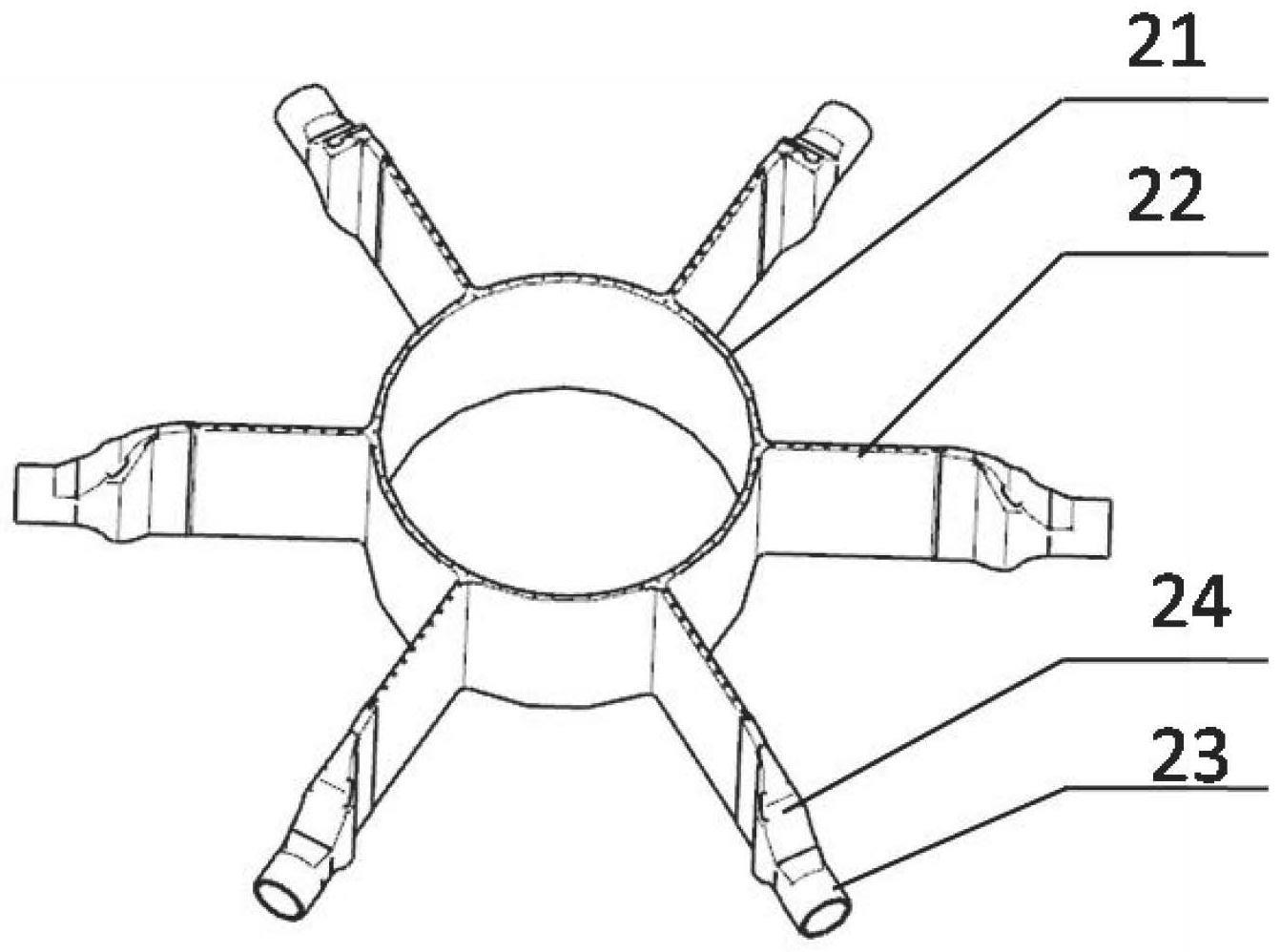
5、s1:建立燃烧稳定装置三维模型,燃烧稳定装置三维模型包括环形通道、多个径向通道,径向通道均匀分布并连通于环形通道的外周向,径向通道远离环形通道的一端通过过渡部连接有管口,过渡部从径向通道的一端到管口方向呈缩口状,沿着环形通道轴线方向、过渡部远离环形通道的一侧逐渐倾斜向上,过渡部沿着环形通道轴线方向面积较小的一端为燃烧稳定装置的小端;
6、s2:将燃烧稳定装置的大端向下摆放、并添加支撑,得到成型模型;
7、s3:按照成型模型,进行激光选区熔化成形,得到带有基板和支撑的燃烧稳定装置;
8、s4:清理s3得到的燃烧稳定装置内腔的粉末,去除基板和支撑;
9、s5:对去除支撑后的的燃烧稳定装置进行表面化学光整。
10、所述径向通道内设置多个第一筋条,第一筋条沿着环形通道的轴线方向在径向通道内依次分布,相邻的两个第一筋条的倾斜放方向相反,环形通道内设置多个第二筋条,第二筋条为锥筒形筋条,第二筋条沿着环形通道的轴线方向在环形通道内依次分布,第二筋条与环形通道同轴,相邻的两个第二筋条的锥形扩口方向相同,且相邻两个第二筋条之间不相接;第一筋条平面法线与其所连接的径向通道内壁平面角度大于40°,第二筋条平面法线与其所连接的环形通道内壁平面角度大于40°。
11、所述环向通道与径形通道之间通过一个三角过渡区连接;三角过渡区包括三角过渡板、分流板,三角过渡板一端与第二筋条连接,另一端与第一筋条之间有间隙,分流板平行于径向通道内壁平面;分流板尖端为尖齿状,并指向管口。
12、所述第一筋条和第二筋条垂直于自身长度方向的截面的中部凸起,形成“鱼肚形”。
13、所述第一筋条和第二筋条垂直于自身长度方向的截面曲线满足:x2+y2/100=1。
14、所述环形通道和径向通道在小端的端部开设有多个小孔。
15、所述步骤s2中添加支撑包括,过渡部和管口外部下方添加支撑、以及管口内部添加支撑,管口内部的支撑与管口内壁之间留有不小于2mm的间隙。
16、所述步骤s4中,去除支撑包括:
17、s41:去除过渡部和管口外部下方的支撑;
18、s42:通过橡皮囊充气装置将管口堵住,使径向通道与管口内支撑分隔开,然后去除管口内腔的支撑、并进行吹除,最后拆掉橡皮囊充气装置。
19、所述橡皮囊充气装置包括充气导管、放气导管、充气阀、通气管、箍带及橡皮囊;充气导管、放气导管、通气管均与充气阀连通,充气阀兼有充气和放气功能,通气管和橡皮囊之间通过箍带连接;橡皮囊未充气状态下,可通过管口内壁与管口内支撑之间的间隙。
20、所述步骤s42具体包括:
21、从管口间隙处向管口内部塞入橡皮囊、并通过充气导管向橡皮囊充气使橡皮囊膨胀与管口内壁完全接触,将径向通道与管口内腔支撑区域隔离;
22、打磨去除管口内的支撑并对打磨区域进行吹除;
23、吹除后通过放气导管放掉橡皮囊中的压缩空气,并取出橡皮囊,用白色胶布将管口堵住;
24、重复上述步骤,直到去掉所有管口内的支撑。
25、所述步骤s5中,表面化学光整采用加压化学光整装置,加压化学光整装置包括依次连接的入口管、压力泵、多通、多个出口管,每个出口管的端部连接工艺接管嘴;入口管与压力泵、压力泵与多通、多通与出口管出口管与工艺接管嘴之间均采用螺纹连接,工艺接管嘴与燃烧稳定装置之间连接;
26、表面化学光整包括以下步骤:将燃烧稳定装置的小端向上,将入口管另一端放入化学光整液中,开启压力泵使化学光整液从入口管流进,从燃烧稳定装置小端的小孔流出。
27、本发明针对现有高温合金-不锈钢钎焊件适应高温高压环境能力不足的问题,选择一种高温合金材料整体增材制造成形;针对产品应用性,提出了整体成形筋条截面“鱼肚形”工艺设计方法和加小孔、加压的均匀化学光整方法;针对此结构支撑去除过程中的多余物防护问题,设计一种橡皮囊充气装置,通过对橡皮囊充气填塞管口通道从而起到多余物防护的作用。
28、综上所述,本申请至少包括以下有益技术效果:
29、(1)采用一种高温合金整体成形方法,减少材料种类、零件数量,消除焊缝,实现高效率、高质量、高强度的成形。
30、(2)采用工艺补偿+加压化学光整的方法,产品化学光整后筋条厚度一致性较好平整,可满足设计要求。
31、(3)采用橡皮囊充气装置防多余物的方法,操作简单,效果明显。
技术特征:
1.一种液体火箭发动机推力室燃烧稳定装置整体制造方法,其特征在于:包括s1:建立燃烧稳定装置三维模型,燃烧稳定装置三维模型包括环形通道(21)、多个径向通道(22),径向通道(22)均匀分布并连通于环形通道(21)的外周向,径向通道(22)远离环形通道(21)的一端通过过渡部(24)连接有管口(23),过渡部(24)从径向通道(22)的一端到管口(23)方向呈缩口状,沿着环形通道(21)轴线方向、过渡部(24)远离环形通道(21)的一侧逐渐倾斜向上,过渡部(24)沿着环形通道(21)轴线方向面积较小的一端为燃烧稳定装置的小端;
2.根据权利要求1所述的一种液体火箭发动机推力室燃烧稳定装置整体制造方法,其特征在于:所述径向通道(22)内设置多个第一筋条(25),第一筋条(25)沿着环形通道(21)的轴线方向在径向通道(22)内依次分布,相邻的两个第一筋条(25)的倾斜放方向相反,环形通道(21)内设置多个第二筋条(26),第二筋条(26)为锥筒形筋条,第二筋条(26)沿着环形通道(21)的轴线方向在环形通道(21)内依次分布,第二筋条(26)与环形通道(21)同轴,相邻的两个第二筋条(26)的锥形扩口方向相同,且相邻两个第二筋条(26)之间不相接;第一筋条(25)平面法线与其所连接的径向通道(22)内壁平面角度大于40°,第二筋条(26)平面法线与其所连接的环形通道(21)内壁平面角度大于40°。
3.根据权利要求2所述的一种液体火箭发动机推力室燃烧稳定装置整体制造方法,其特征在于:每一层环向通道(21)与径形通道(22)之间通过一个三角过渡区(28)连接;三角过渡区(28)包括三角过渡板、分流板(29),三角过渡板一端与第二筋条(26)连接,另一端与第一筋条(25)之间有间隙,分流板(29)平行于径向通道(22)内壁平面;分流板(29)一端与环形通道(21)相连,一端尖端为尖齿状,并指向管口(23)。
4.根据权利要求2所述的一种液体火箭发动机推力室燃烧稳定装置整体制造方法,其特征在于:所述第一筋条(25)和第二筋条(26)垂直于自身长度方向的截面的中部凸起。
5.根据权利要求3所述的一种液体火箭发动机推力室燃烧稳定装置整体制造方法,其特征在于:所述第一筋条(25)和第二筋条(26)垂直于自身长度方向的截面曲线满足:x2+y2/a=1,其中a为90~110。
6.根据权利要求1所述的一种液体火箭发动机推力室燃烧稳定装置整体制造方法,其特征在于:所述环形通道(21)和径向通道(22)在小端的端部开设有多个小孔(27)。
7.根据权利要求1所述的一种液体火箭发动机推力室燃烧稳定装置整体制造方法,其特征在于:所述步骤s2中添加支撑包括,过渡部(24)和管口(23)外部下方添加支撑、以及管口(23)内部添加支撑,管口(23)内部的支撑与管口(23)内壁之间留有不小于2mm的间隙。
8.根据权利要求6所述的一种液体火箭发动机推力室燃烧稳定装置整体制造方法,其特征在于:所述步骤s4中,去除支撑包括:
9.根据权利要求7所述的一种液体火箭发动机推力室燃烧稳定装置整体制造方法,其特征在于:所述橡皮囊(10)充气装置包括充气导管(5)、放气导管(6)、充气阀(7)、通气管(8)、箍带(9)及橡皮囊(10);充气导管(5)、放气导管(6)、通气管(8)均与充气阀(7)连通,充气阀(7)兼有充气和放气功能,通气管(8)和橡皮囊(10)之间通过箍带(9)连接;橡皮囊(10)未充气状态下,可通过管口(23)内壁与管口(23)内支撑之间的间隙。
10.根据权利要求8所述的一种液体火箭发动机推力室燃烧稳定装置整体制造方法,其特征在于:所述步骤s42具体包括:
11.根据权利要求5所述的一种液体火箭发动机推力室燃烧稳定装置整体制造方法,其特征在于:所述步骤s5中,表面化学光整采用加压化学光整装置,加压化学光整装置包括依次连接的入口管(13)、压力泵(11)、多通(12)、多个出口管(14),每个出口管(14)的端部连接工艺接管嘴(15);入口管(13)与压力泵(11)、压力泵(11)与多通(12)、多通(12)与出口管(14)出口管(14)与工艺接管嘴(15)之间均采用螺纹连接,工艺接管嘴(15)与燃烧稳定装置之间采用焊方式连接;
技术总结
一种液体火箭发动机推力室燃烧稳定装置整体制造方法,涉及液体火箭发动机制造领域,包括建立燃烧稳定装置三维模型,燃烧稳定装置三维模型包括相连通的环形通道和多个径向通道,径向通道远离环形通道的一端通过过渡部连接管口,过渡部呈缩口状,沿着环形通道轴线方向、过渡部远离环形通道的一侧逐渐倾斜向上,过渡部沿着环形通道轴线方向面积较小的一端为燃烧稳定装置的小端;将燃烧稳定装置的大端向下摆放、并添加支撑,得到成形模型;按照成形模型,进行激光选区熔化成形,得到带有基板和支撑的燃烧稳定装置;清理燃烧稳定装置内腔的粉末,去除基板和支撑;对去除支撑后的燃烧稳定装置进行表面化学光整。实现了推力室燃烧稳定装置的整体制造。
技术研发人员:许二蒙,王云,张鹏,张强,王凯,赵青芮,刘瑞虎
受保护的技术使用者:西安航天发动机有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!