一种不锈钢弯头的加工工艺的制作方法
本发明涉及金属加工,具体为一种不锈钢弯头的加工工艺。
背景技术:
1、不锈钢弯头在管路系统中是改变管路方向的管件。按角度分,有45°及90°180°三种最常用的,另外根据工程需要还包括60°等其他非正常角度弯头。常用于水利和化工工业等技术领域中。
2、但它在使用时存在以下的缺点:在水利和化工工业等应用时,不锈钢弯头常用于甲醇等气体或液体的输送过程中,极易被腐蚀,使得不锈钢弯头的使用寿命大大地缩短,从而增加了不锈钢弯头的成本,且在高压高腐蚀环境中,不锈钢弯头使用久了极易开裂,进一步缩短了不锈钢弯头的使用寿命。
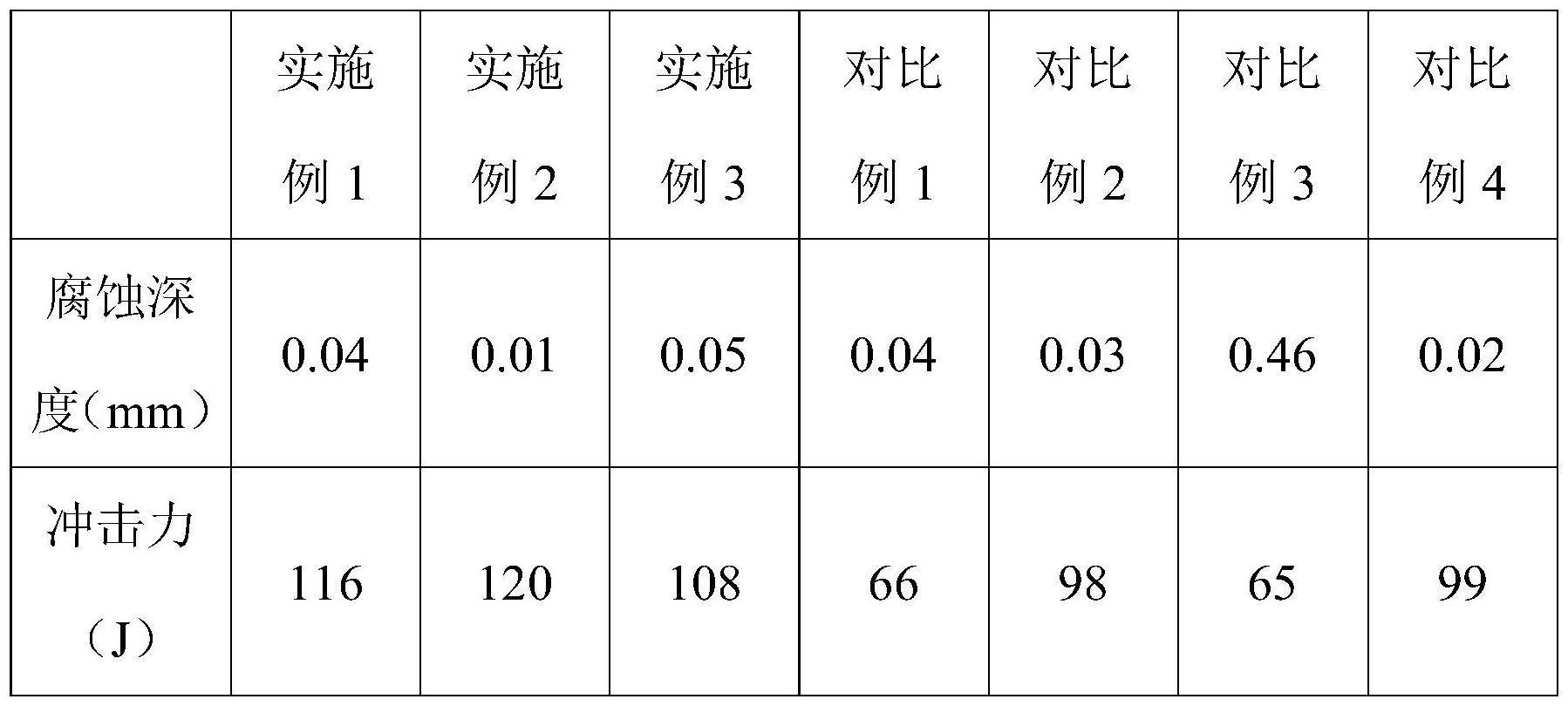
3、因此,亟需对不锈钢弯头的加工工艺进行改进,来使处理的不锈钢弯头的韧性较强、耐腐蚀性能较好。
技术实现思路
1、为解决现有技术中存在的问题,本发明提供了一种不锈钢弯头的加工工艺,包括以下工艺步骤:胚料准备、弯制成型、升温、一次冷却、二次冷却。
2、进一步的,所述胚料准备的工艺步骤如下:选择含镍量为10~12%的的轧管按要求尺寸下料,得到弯头管胚。
3、进一步的,所述弯制成型的工艺步骤如下:将弯头管胚套设在弯头推制机的芯杆上,将1060~1080℃的感应加热线圈套设在芯杆的末端,开动冷却水泵和电源,再开动弯头推制机将弯头管胚朝向芯杆末端移动,使弯头管胚经过感应加热线圈加热成型,制得不锈钢弯头坯料。
4、进一步的,所述升温的工艺步骤如下:将不锈钢弯头坯料置于热处理炉中,将不锈钢弯头坯料置于热处理炉中抽真空,向热处理炉中充入惰性气体,随后以100~110℃/h的速度升温至910~920℃,继续以2~3m3/min在不锈钢弯头坯料管内外通入惰性混合气体30~60min,不锈钢弯头坯料管内与管外的压力分别保持在0.2~0.4mpa、0.3~0.5mpa,随后保温4~6h,制备得到升温的不锈钢弯头。
5、进一步的,所述惰性混合气体中氩气和丙烯、氢气的质量比为1:0.4:0.4~1:0.6:0.6。
6、进一步的,所述一次冷却的工艺步骤如下:在一氧化碳的保护气氛下,在全自动盐淬设备的加热炉中,将升温的不锈钢弯头投入到全自动盐淬设备盐浴炉的盐槽中,在盐槽中迅速降温至750℃~760℃后保温4~8h,制备得到一次冷却的不锈钢弯头。
7、进一步的,所述盐槽中的熔融盐液为丙烯酸铝。
8、进一步的,所述二次冷却的工艺步骤如下:将一次冷却的不锈钢弯头通过风冷的方式以10~30℃/h的速度冷却至560~600℃,再将炉内的温度通过风冷的方式以70~90℃/h的速度冷却至380~400℃,随后自然冷却到常温并出炉,制备得到不锈钢弯头。
9、与现有技术相比,本发明所达到的有益效果是:
10、本发明的不锈钢弯头的加工工艺,包括以下工艺步骤:胚料准备、弯制成型、升温、一次冷却、二次冷却;其中,升温时在不锈钢弯头内部通入高压惰性混合气体;所述惰性混合气体为氩气、氢气、丙烯的混合气;所述一次冷却采用丙烯酸铝进行冷却;所述二次冷却为自然冷却至室温。
11、在惰性混合气体进行内外部双重加压下,升温至760~800℃进行保温,使渗碳体充分且均匀地溶于奥氏体中,形成单一且均匀的奥氏体组织,同时采用丙烯酸铝进行一次冷却,在不锈钢弯头内形成大量碳纳米线,以“销钉”的形式分散在不锈钢弯头内,增强了不锈钢弯头的韧性,有效地防止了不锈钢弯头的开裂;同时,采用丙烯酸铝进行一次冷却在不锈钢弯头表面附着形成氧化铝层,增强了不锈钢弯头的防腐性能。
技术特征:
1.一种不锈钢弯头的加工工艺,其特征在于,包括以下工艺步骤:胚料准备、弯制成型、升温、一次冷却、二次冷却。
2.根据权利要求1所述的一种不锈钢弯头的加工工艺,其特征在于,所述胚料准备的工艺步骤如下:选择含镍量为10~12%的的轧管按要求尺寸下料,得到弯头管胚。
3.根据权利要求1所述的一种不锈钢弯头的加工工艺,其特征在于,所述弯制成型的工艺步骤如下:将弯头管胚套设在弯头推制机的芯杆上,将1060~1080℃的感应加热线圈套设在芯杆的末端,开动冷却水泵和电源,再开动弯头推制机将弯头管胚朝向芯杆末端移动,使弯头管胚经过感应加热线圈加热成型,制得不锈钢弯头坯料。
4.根据权利要求1所述的一种不锈钢弯头的加工工艺,其特征在于,所述升温的工艺步骤如下:将不锈钢弯头坯料置于热处理炉中,将不锈钢弯头坯料置于热处理炉中抽真空,向热处理炉中充入惰性气体,随后以100~110℃/h的速度升温至910~920℃,继续以2~3m3/min在不锈钢弯头坯料管内外通入惰性混合气体30~60min,不锈钢弯头坯料管内与管外的压力分别保持在0.2~0.4mpa、0.3~0.5mpa,随后保温4~6h,制备得到升温的不锈钢弯头。
5.根据权利要求4所述的一种不锈钢弯头的加工工艺,其特征在于,所述惰性混合气体中氩气和丙烯、氢气的质量比为1:0.4:0.4~1:0.6:0.6。
6.根据权利要求1所述的一种不锈钢弯头的加工工艺,其特征在于,所述一次冷却的工艺步骤如下:在一氧化碳的保护气氛下,在全自动盐淬设备的加热炉中,将升温的不锈钢弯头投入到全自动盐淬设备盐浴炉的盐槽中,在盐槽中迅速降温至750℃~760℃后保温4~8h,制备得到一次冷却的不锈钢弯头。
7.根据权利要求6所述的一种不锈钢弯头的加工工艺,其特征在于,所述盐槽中的熔融盐液为丙烯酸铝。
8.根据权利要求1所述的一种不锈钢弯头的加工工艺,其特征在于,所述二次冷却的工艺步骤如下:将一次冷却的不锈钢弯头通过风冷的方式以10~30℃/h的速度冷却至560~600℃,再将炉内的温度通过风冷的方式以70~90℃/h的速度冷却至380~400℃,随后自然冷却到常温并出炉,制备得到不锈钢弯头。
技术总结
本发明公开的一种不锈钢弯头的加工工艺,涉及金属加工技术领域。本发明的不锈钢弯头的加工工艺的工艺步骤,依次包括:胚料准备、弯制成型、升温、一次冷却、二次冷却;先升温时在不锈钢弯头内部通入惰性混合气体,在不锈钢弯头内部形成高压气体进行支撑,避免弯头变形;所述惰性混合气体为氩气、氢气、丙烯的混合气;所述一次冷却采用丙烯酸铝进行冷却;所述二次冷却为自然冷却至室温;本发明制得的不锈钢弯头的韧性、耐腐蚀性较好。
技术研发人员:孟扣生
受保护的技术使用者:江阴市东泰管件有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!