矩形激光焊接轨迹和能量跟随的规划方法及运动控制器与流程
本发明涉及激光焊接,具体涉及矩形激光焊接轨迹和能量跟随的规划方法及运动控制器。
背景技术:
1、随着自动化生产的普及,激光焊接作为一项重要的非接触式的焊接方法在工业生产中得到了广泛的应用,其通过将高能激光束,聚焦到待加工产品表面或内部,实现两个分离产品的原子间结合;由于激光焊接具有热量影响区域小、非接触式加工和加工效率高等显著优势,其被广泛应用于各行各业;在新能源锂电领域中,激光焊接技术已经大规模应用于极耳、电芯壳体、密封钉、软连接、防爆阀和电池模组等的焊接。
2、目前,领域内广泛应用的是位置同步输出(pso)激光焊接技术,该技术是通过接收编码器反馈的焊接头当前位置,判断当前位置是否到达设定位置;当焊接头到达设定位置时,向激光器发送激光控制信号,以控制激光器在设定位置输出激光,这种方法不论在何种情况下均是采用相同的激光能量进行焊接,忽略了在加速、减速段、低速段或高速段的焊接速度的差异应适用于不同的激光能量,从而导致焊接不均匀,并且激光控制器和轴控制器存在响应时间差,很难做到激光与焊接轨迹同步控制,因此会导致整体焊接质量下降。
技术实现思路
1、本发明针对上述问题提出了一种矩形激光焊接轨迹和能量跟随的规划方法,通过该方法可有效地提升整体焊接质量。
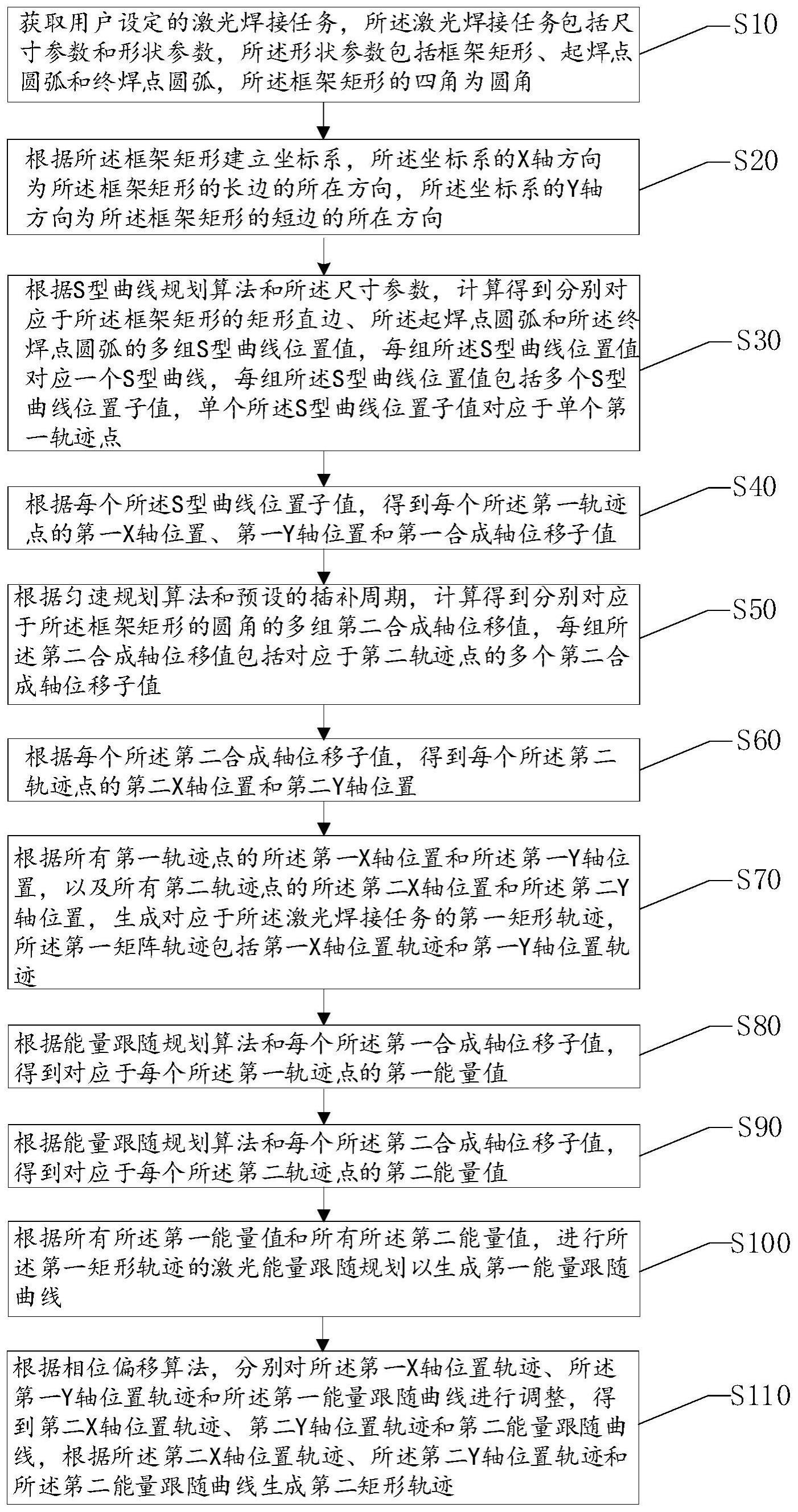
2、根据第一方面,一种实施例中提一种矩形激光焊接轨迹和能量跟随的规划方法,包括:获取用户设定的激光焊接任务,所述激光焊接任务包括尺寸参数和形状参数,所述形状参数包括框架矩形、起焊点圆弧和终焊点圆弧,所述框架矩形的四角为圆角;根据所述框架矩形建立坐标系,所述坐标系的x轴方向为所述框架矩形的长边的所在方向,所述坐标系的y轴方向为所述框架矩形的短边的所在方向;根据s型曲线规划算法和所述尺寸参数,计算得到分别对应于所述框架矩形的矩形直边、所述起焊点圆弧和所述终焊点圆弧的多组s型曲线位置值,每组所述s型曲线位置值对应一个s型曲线,每组所述s型曲线位置值包括对应于多个第一轨迹点的所述s型曲线位置子值,单个所述s型曲线位置子值对应于单个第一轨迹点;根据每个所述s型曲线位置子值,得到每个所述第一轨迹点的第一x轴位置、第一y轴位置和第一合成轴位移子值;根据匀速规划算法和预设的插补周期,计算得到分别对应于所述框架矩形的圆角的多组第二合成轴位移值,每组所述第二合成轴位移值包括对应于第二轨迹点的多个第二合成轴位移子值;根据每个所述第二合成轴位移子值,得到每个所述第二轨迹点的第二x轴位置和第二y轴位置;根据所有第一轨迹点的所述第一x轴位置和所述第一y轴位置,以及所有第二轨迹点的所述第二x轴位置和所述第二y轴位置,生成对应于所述激光焊接任务的第一矩形轨迹,所述第一矩阵轨迹包括第一x轴位置轨迹和第一y轴位置轨迹;根据能量跟随规划算法和每个所述第一合成轴位移子值,得到对应于每个第一轨迹点的第一能量值;根据能量跟随规划算法和每个所述第二合成轴位移子值,得到对应于每个第二轨迹点的第二能量值;根据所有所述第一能量值和所有所述第二能量值,进行所述第一矩形轨迹的激光能量跟随规划以生成第一能量跟随曲线,根据相位偏移算法,分别对所述第一x轴位置轨迹、所述第一y轴位置轨迹和所述第一能量跟随曲线进行调整得到第二x轴位置轨迹、第二y轴位置轨迹和第二能量跟随曲线;根据所述第二x轴位置轨迹、所述第二y轴位置轨迹和所述第二能量跟随曲线生成第二矩形轨迹。
3、一些实施例中,还包括:对所述起焊点圆弧与各所述矩形直边的衔接点、所述终焊点圆弧与所述框架矩形的衔接点、所述框架矩形的每个圆角与各所述矩形直边的衔接点进行衔接速度规划。
4、一些实施例中,所述对所述起焊点圆弧与各所述矩形直边的衔接点、所述终焊点圆弧与所述矩形直边的衔接点、所述终焊点圆弧与所述框架矩形的衔接点、所述框架矩形的每个圆角与各所述矩形直边的衔接点进行衔接速度规划的方法,包括:当所述起焊点圆弧或所述终焊点圆弧或所述框架矩形的圆角衔接所述矩形直边时,使得衔接点的衔接速度为所述框架矩形的圆角的终点的线速度,所述起焊点圆弧、所述终焊点圆弧、和所述框架矩形的圆角的半径相等;当所述矩形直边与所述起焊点圆弧或所述终焊点圆弧或所述框架矩形的圆角衔接时,使得衔接点的衔接速度为所述矩形直边的终点速度,所述矩形直边的终点速度根据所述匀速规划算法得到。一些实施例中,所述激光焊接任务还包括运动参数,所述s型曲线规划算法包括:根据所述运动参数,计算得到s型曲线对应的各时间段的值,所述s型曲线的时间段包括第一匀速时间段;根据所述运动参数,验证所述第一匀速时间段的值是否存在;若存在,则计算出第二匀速时间段,对所述s型曲线各时间段的插补时间进行向上取整,使得各时间段的插补时间为预设的插补周期的整数倍,其中,各时间段的插补时间对应于s型曲线的各时间段;若不存在,则对所述s型曲线各时间段的插补时间进行向上取整,使得各时间段的插补时间为预设的插补周期的整数倍,各时间段的插补时间对应于s型曲线的各时间段;根据调整后的各所述插补时间,计算得到各时间段的位移值;根据所有时间段的位移值,生成一组所述s型曲线位置值。
5、一些实施例中,所述匀速规划算法包括:根据预设的加速度推导方式和角速度推导方式,计算得到每个所述第二轨迹点的角速度和线速度;根据每个所述第二轨迹点的所述角速度、所述线速度、所述插补周期和时间点,计算得到对应的一组所述第二合成轴位移值。
6、一些实施例中,所述根据每个s型曲线位置子值,得到每个第一轨迹点的第一x轴位置和第一y轴位置的方法,包括:对应于所述框架矩形的长边的第一轨迹点的第一x轴位置等于该第一轨迹点的所述s型曲线位置子值,其第一y轴位置等于零;对应于所述框架矩形的短边的第一轨迹点的第一x轴位置等于零,其第一y轴位置等于该第一轨迹点的所述s型曲线位置子值。
7、一些实施例中,所述根据每个第二合成轴位移子值,得到每个第二轨迹点的第二x轴位置和第二y轴位置的方法,包括:根据每个第二轨迹点的所述第二合成轴位移子值,计算得到每个第二轨迹点的角速度;根据每个第二轨迹点的角速度和预设的角度值,计算得到每个第二轨迹点的第二x轴位置和第二y轴位置。
8、一些实施例中,所述激光焊接任务的参数还包括能量参数,所述能量跟随规划算法包括:根据每个所述第一合成轴位移子值,计算得到每个第一轨迹点对应的第一合成轴速度插补点;根据每个所述第二合成轴位移子值,计算得到每个第二轨迹点对应的第二合成轴速度插补点;根据所述能量参数、所有所述第一合成轴速度插补点、所有所述第一合成轴速度插补点和激光能量跟随模型,生成第一能量跟随曲线。
9、一些实施例中,所述相位偏移算法包括:对预设的偏移时间进行处理,以分别得到所述偏移时间的整数部分和小数部分;根据所述偏移时间的整数部分、所述偏移时间的小数部分和所述第一x轴位置轨迹/所述第一y轴位置轨迹/所述第一能量跟随曲线,分别计算得到第二x轴位置轨迹/第二y轴位置轨迹/第二能量跟随曲线。
10、根据第二方面,一种实施例中提供一种激光焊接设备的运动控制器,包括:x轴运动控制器、y轴运动控制器和激光控制器;所述x轴运动控制器,用于接收采用前述的规划方法得到的所述第二x轴位置轨迹以控制激光焊接设备的x轴电机工作;所述y轴运动控制器,用于接收采用前述的规划方法得到的所述第二y轴位置轨迹以控制激光焊接设备的y轴电机工作;所述激光运动控制器,用于接收采用前述的规划方法得到的所述第二能量跟随曲线信息以控制激光焊接设备的激光控制器工作。
11、根据上述实施例的矩形激光焊接轨迹和能量跟随的规划方法,将s形曲线规划算法和匀速规划算法用于矩形焊接路径规划和能量跟随同步控制,与目前广泛应用的位置同步输出(pso)等方法相比,具有更低的复杂度和更强的灵活性,在加速段、减速段、匀速段、低速段和高速段等不同工况焊接的情况下,能比较灵活、便捷地调节能量跟随曲线,使整体焊接均匀一致,有效地提升整体焊接质量。
12、进一步地,本发明提供的方法还具有以下优点:
13、在第一矩形轨迹规划中对整个焊接形状包括各衔接点进行了速度规划,基于第一矩形轨迹进行焊接,焊接设备在整个焊接过程中以匀速运行可以减少焊接机台的震动,有效降低焊接时的位置波动,改善焊接质量。
14、在能量跟随曲线生成过程中,采用分段可调节参数,能很好的控制每段能量,精准控制能量跟随曲线上每一个点,使其参数设置更精准灵活。
15、采用相位偏移的算法可修改x轴位置轨迹、y轴位置轨迹和能量跟随曲线的相位,从而使得整个焊接设备的控制系统同步进行,减少焊接过程中响应时差,避免激光出现超前或滞后出光,从而提高焊接质量。
- 还没有人留言评论。精彩留言会获得点赞!