一种大型水力发电机组镜板缺陷修复方法与流程
本发明涉及发电机组镜板修复,尤其涉及一种大型水力发电机组镜板缺陷修复方法。
背景技术:
1、水力发电站某机组镜板在珩磨加工完成后,在镜板镜面发现13个源发性气孔状缺陷,经过缺陷清理,整个缺陷分布面积达到700mm×150mm,最大气孔达到(长)35mm×(宽)15mm×(深)10mm左右。焊接碳当量是评定钢材焊接性能的一个指标,一般金属材料碳当量超过0.6%以上即属于极难焊接材料。镜板材质为42crmo,材质:s:0.0021、p:0.010、c:0.46、cr:1.08、si:0.25、mn:0.70、mo:0.2,其焊接碳当量达到0.83%,属于极其难焊材料。镜板是发电机组的“心脏”,大型发电机机组镜板是一般采用碳当量较高的高强度合金钢制造,目前对于高焊接碳当量的大型水轮发电机组镜板工作面缺陷焊接修复尚无先例可循,一般出现此类气孔状缺陷,均以报废处置。
技术实现思路
1、本发明要解决的技术问题是:解决上述背景技术中存在的问题,提供一种大型水力发电机组镜板缺陷修复方法,通过该方法对镜板工作面缺陷进行修复,延长了镜板使用寿命,相较直接更换镜板具有较大优势,修复工期更短,修复成本更低,为机组早日投产发电带来了较大经济效益。
2、为了实现上述的技术特征,本发明的目的是这样实现的:一种大型水力发电机组镜板缺陷修复方法,它包括以下步骤:
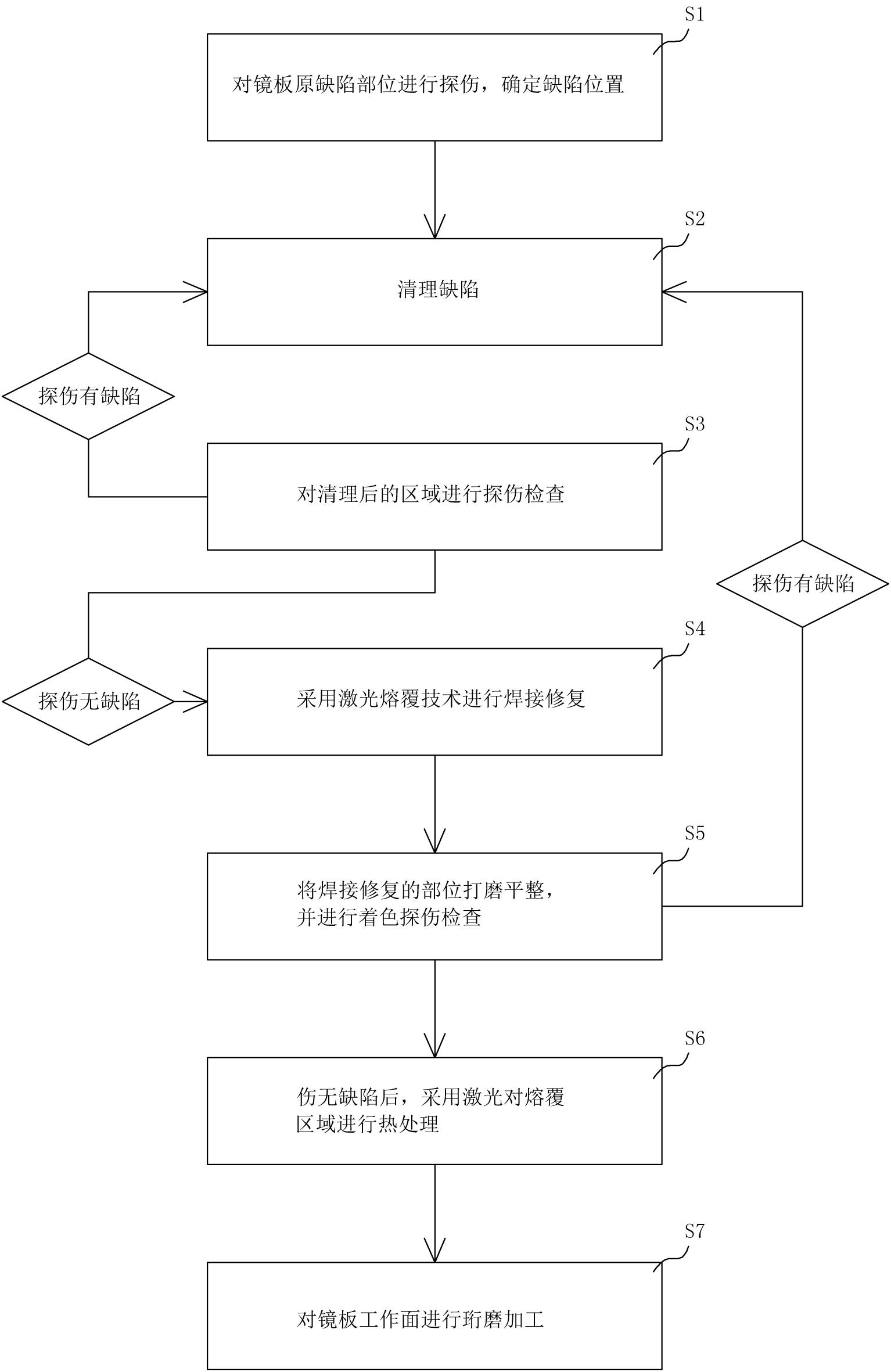
3、s1. 对镜板进行探伤,确定缺陷位置;
4、s2. 清理缺陷;采用直磨机将缺陷处打磨成破口;其中,相邻两处缺陷合为一处;
5、s3. 对清理后的区域进行探伤检查,其中,探伤仍有缺陷的,则执行s2中的步骤;
6、s4.采用激光熔覆技术进行焊接修复;
7、s5. 将焊接修复的部位打磨平整,并进行着色探伤检查;其中,探伤仍有缺陷的,则返回执行s2中的步骤;
8、s6. 探伤无缺陷后,采用激光对熔覆区域进行热处理,调整熔覆区硬度;
9、s7. 对镜板工作面进行珩磨加工。
10、在s1之前,还包括方案选择的步骤,并对各方案进行实验、检测;其方案包括对镜板工作面进行传统车削修复、对镜板工作面进行氩弧焊焊接修复,以及激光熔覆技术修复;其中,采用激光熔覆技术修复后的镜板工作面无裂纹及气孔缺陷,无损探伤检测符合相关行业标准,精加工后外形尺寸及平行度、粗糙度满足设计图纸要求。
11、在s1之前,还包括修复前现场准备工作,其中包括对焊接场地进行布置、对机组推力头镜板进行高度调整,机组镜板试焊部位方位调整,保证激光焊接设备安装条件。
12、在s1之前,还包括激光熔覆技术参数调整的步骤;在现场对试件进行试焊,通过观察试焊效果好坏,不断对机器手运动参数及激光功率参数改进,其中对于熔合缝位置处浅表层缺陷,将缺陷部位抛光后再次进行探伤检查,缺陷消除的,则在熔覆时调整激光熔覆收弧部位,将收弧部位放在激光熔覆区内。
13、在s1中,将镜板气孔内油污、氧化皮、毛刺及其他杂物清理干净,并打磨光滑,直至露出金属光泽,采用pt和ut着色探伤,并标记缺陷位置。
14、在s4中,激光功率 1.4~1.5kw、光斑直径 2mm、氩气保护 10l/min,送粉方式采用预置铺粉方式,每次铺粉厚度 0.4~0.6mm,机械手运动速度 0.5m/min,两条焊道搭接宽度0.8~1.2 mm,焊接时机械手的运动方式为同心圆,修复前镜板本体温度不低于10℃。
15、在s4中,对于深度较大的缺陷,采用销钉填充缺陷,在销钉的基础上对缺陷进行激光熔覆修复;其具体方法是,在缺陷位置钻设销钉孔,然后加工相适应的销钉,销钉与销钉孔过盈配合,将销钉挤压进去,在销钉的基础上进行激光焊接。
16、在s4中,在激光熔覆修复时,在缺陷两旁分别放置两块铜板,焊接时将起弧点与收弧点均控制在两侧铜板上。
17、在s6中,熔覆组织硬度在进行激光回火后在 hb230~hb260。
18、在s7中,采用龙门磨床对焊接好的进镜板进行珩磨,包括以下步骤:
19、s71.在上机床之前,首先对机床等高垫筒水平调整;
20、s72.推力头镜板吊至机床上后,对推力头镜板同心度与水平度进行调整,其中,百分表架设在推力头台阶上;
21、s73. 当百分表的最大跳动值较大,而外侧镜面百分表最大跳动值较小时,为镜板补焊产生的余热未散,使镜板受热变形,此时不对镜面进行打磨,等待镜板温度降至室温;
22、s74. 推力头镜板经过冷却后,用百分表测量外侧镜面平面度,最大跳动值小于0.03mm时、补焊区域的温度比未修复区域不高于2℃时,进行珩磨加工。
23、本发明有如下有益效果:
24、1、通过采用该方法对大型机组镜板工作面缺陷进行修复,使大型水力发电机组镜板的修复成为可能,镜板修复精加工后的平行度、粗糙度质量均能够达到行业标准,修复后的镜板满足安全稳定运行要求。延长了镜板使用寿命,相较直接更换镜板具有较大优势,修复工期更短,修复成本更低,为机组早日投产发电带来了巨大经济效益。
技术特征:
1.一种大型水力发电机组镜板缺陷修复方法,其特征在于,它包括以下步骤:
2.根据权利要求1所述的一种大型水力发电机组镜板缺陷修复方法,其特征在于,在s1之前,还包括方案选择的步骤,并对各方案进行实验、检测;其方案包括对镜板工作面进行传统车削修复、对镜板工作面进行氩弧焊焊接修复,以及激光熔覆技术修复;其中,采用激光熔覆技术修复后的镜板工作面无裂纹及气孔缺陷,无损探伤检测符合相关行业标准,精加工后外形尺寸及平行度、粗糙度满足设计图纸要求。
3.根据权利要求1所述的一种大型水力发电机组镜板缺陷修复方法,其特征在于,在s1之前,还包括修复前现场准备工作,其中包括对焊接场地进行布置、对机组推力头镜板进行高度调整,机组镜板试焊部位方位调整,保证激光焊接设备安装条件。
4.根据权利要求1所述的一种大型水力发电机组镜板缺陷修复方法,其特征在于,在s1之前,还包括激光熔覆技术参数调整的步骤;在现场对试件进行试焊,通过观察试焊效果好坏,不断对机器手运动参数及激光功率参数改进,其中对于熔合缝位置处浅表层缺陷,将缺陷部位抛光后再次进行探伤检查,缺陷消除的,则在熔覆时调整激光熔覆收弧部位,将收弧部位放在激光熔覆区内。
5.根据权利要求1所述的一种大型水力发电机组镜板缺陷修复方法,其特征在于,在s1中,将镜板气孔内油污、氧化皮、毛刺及其他杂物清理干净,并打磨光滑,直至露出金属光泽,采用pt和ut着色探伤,并标记缺陷位置。
6.根据权利要求1所述的一种大型水力发电机组镜板缺陷修复方法,其特征在于,在s4中,激光功率 1.4~1.5kw、光斑直径 2mm、氩气保护 10l/min,送粉方式采用预置铺粉方式,每次铺粉厚度 0.4~0.6mm,机械手运动速度 0.5m/min,两条焊道搭接宽度0.8~1.2 mm,焊接时机械手的运动方式为同心圆,修复前镜板本体温度不低于10℃。
7.根据权利要求1所述的一种大型水力发电机组镜板缺陷修复方法,其特征在于,在s4中,对于深度较大的缺陷,采用销钉填充缺陷,在销钉的基础上对缺陷进行激光熔覆修复;其具体方法是,在缺陷位置钻设销钉孔,然后加工相适应的销钉,销钉与销钉孔过盈配合,将销钉挤压进去,在销钉的基础上进行激光焊接。
8.根据权利要求1所述的一种大型水力发电机组镜板缺陷修复方法,其特征在于,在s4中,在激光熔覆修复时,在缺陷两旁分别放置两块铜板,焊接时将起弧点与收弧点均控制在两侧铜板上。
9.根据权利要求1所述的一种大型水力发电机组镜板缺陷修复方法,其特征在于,在s6中,熔覆组织硬度在进行激光回火后在 hb230~hb260。
10.根据权利要求1所述的一种大型水力发电机组镜板缺陷修复方法,其特征在于,在s7中,采用龙门磨床对焊接好的进镜板进行珩磨,包括以下步骤:
技术总结
一种大型水力发电机组镜板缺陷修复方法,它包括以下步骤:S1.对镜板原缺陷部位进行探伤,确定缺陷位置;S2.清理缺陷;S3.对清理后的区域进行探伤检查;S4.采用激光熔覆技术进行焊接修复;S5.将焊接修复的部位打磨平整,并进行着色探伤检查;S6.探伤无缺陷后,采用激光对熔覆区域进行热处理,调整熔覆区硬度;S7.对镜板工作面进行珩磨加工。通过采用该方法对大型机组镜板工作面缺陷进行试验修复,镜板修复精加工后的平行度、粗糙度质量均能够达到行业标准,修复后的镜板满足安全稳定运行要求。延长了镜板使用寿命,相较直接更换镜板具有较大优势,修复工期更短,修复成本更低,为机组早日投产发电带来了巨大经济效益。
技术研发人员:吴江
受保护的技术使用者:中国长江电力股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!