一种建材装备钣金件自动加工控制系统及控制方法与流程
本发明涉及钣金件加工相关,具体为一种建材装备钣金件自动加工控制系统及控制方法。
背景技术:
1、钣金是一种针对金属薄板(通常在6mm以下)的综合冷加工工艺,包括剪、冲、切、复合、折、焊接、铆接、拼接、成型等。其显著的特征就是同一零件厚度一致;
2、通过钣金工艺加工出的产品叫做钣金件。不同行业所指的钣金件一般不同,多用于组配时的称呼;
3、而现钣金件在折弯过程中具有多种折弯形式,而针对钣金件边缘的z字型折弯边,需要经过三次折弯过程才能进行最终折弯成型,该过程较为麻烦,不便于工作人员对钣金件进行折弯操控,为此,本发明提出一种建材装备钣金件自动加工控制系统及控制方法用以解决上述问题。
技术实现思路
1、本发明的目的在于提供一种建材装备钣金件自动加工控制系统及控制方法,以解决上述背景技术中提出的问题。
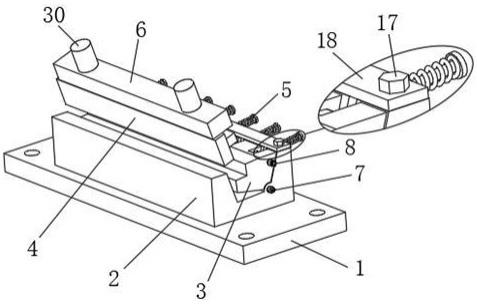
2、为实现上述目的,本发明提供如下技术方案:一种建材装备钣金件自动加工控制系统,所述建材装备钣金件自动加工控制系统包括:
3、底座,所述底座固定安装在钣金折弯机的机架上;
4、固定折弯座,所述固定折弯座上开设有一级折弯槽,且一级折弯槽的后侧拐角处开设有一级转动槽,且一级折弯槽上位于一级转动槽的两侧分别一体成型有一级转动座和二级转动座,且一级转动座、二级转动座上均开设有一级转孔,且一级折弯槽的后侧面上开设有复位件安装槽,且固定折弯座的上侧面开设有螺纹孔,且固定折弯座上通过定位螺栓固定安装有限位板;
5、转动折弯座,所述转动折弯座通过一级转轴转动安装在一级转动座和二级转动座上,且转动折弯座上开设有二级转动槽,且二级转动槽的侧壁上开设有二级转孔,且转动折弯座的前上侧拐角位置处开设有二级折弯槽;
6、活动折弯座,所述活动折弯座固定安装在安装座上,且安装座通过连接座与钣金折弯机上的液压系统相连接;
7、复位件,所述复位件一端通过二级转轴转动安装在转动折弯座上的二级转动槽之中,且复位件另一端活动安装在复位件安装槽之中;
8、且待折弯钣金件通过固定折弯座、转动折弯座、活动折弯座进行折弯成型。
9、优选的,所述一级折弯槽为截面呈倒立梯形的槽口结构,且二级折弯槽的截面呈矩形,所述活动折弯座由一级折弯体和二级折弯体组合构成,所述一级折弯体和二级折弯体之间呈t字型设置,且液压系统的进回程方向与一级折弯体的设置走向相同,且液压系统进程运动后,其一级折弯体嵌入至二级折弯槽之中,且转动折弯座的底面与一级折弯槽的槽底相靠合设置。
10、优选的,所述转动折弯座上一体成型有三级转动座,且三级转动座上开设有三级转孔,所述三级转孔与一级转孔相对应设置,且一级转轴穿过三级转孔、一级转孔进行安装,所述转动折弯座上位于三级转动座的两侧均开设有三级转动槽,且转动折弯座实际安装时,其三级转动座转动设置在一级转动槽之中,且一级转动座和二级转动座均转动设置在三级转动槽之中。
11、优选的,所述复位件由连接座、连接杆、定位板、复位弹簧和一级套环组合构成,所述连接座上开设有四级转孔,其四级转孔与二级转孔相对应设置,且二级转轴穿过二级转孔和四级转孔进行安装,所述定位板与连接杆焊接连接,所述复位弹簧、一级套环活动套设在连接杆上,且复位弹簧处于复位状态时,其转动折弯座的前侧面与一级折弯槽的前侧面相靠合设置。
12、优选的,所述一级转轴、二级转轴均由转轴体、限位帽、稳固件安装座和螺杆组合构成,所述转轴体、限位帽、稳固件安装座、螺杆之间为一体成型,且稳固件安装座上开设有稳固件安装槽,所述一级转动座、转动折弯座的端面均开设有限位帽槽,所述限位帽槽为截面呈正十边形的槽口结构,且限位帽的尺寸与限位帽槽的尺寸相吻合,且一级转轴、二级转轴上的限位帽均嵌入至限位帽槽之中。
13、优选的,所述螺杆上旋拧有紧固螺母,所述紧固螺母的内侧面一体成型有限位齿,所述稳固件安装槽之中安装有稳固件,所述稳固件由底板、连接弹簧和限位座组合构成,所述限位座上开设有限位槽,所述连接弹簧的两端分别与底板、限位座相连接,所述稳固件安装槽为内轮廓呈圆形,外轮廓呈正十边形的槽口结构,且底板、限位座的截面尺寸均与稳固件安装槽的截面尺寸相吻合。
14、优选的,所述限位齿、限位槽均等圆周设置有一圈,且限位齿、限位槽之间为相对应设置,所述限位槽为截面呈直角梯形的槽口结构,所述限位齿的尺寸与限位槽的尺寸相吻合,所述紧固螺母在实际拧紧时,其限位齿嵌入至限位槽之中,且紧固螺母在拧松的过程中,其限位齿的直角边与限位槽的直角边相抵设置。
15、优选的,所述紧固螺母的外端面开设有活动槽,且活动槽的槽底开设有顶杆孔,所述顶杆孔等圆周设置有六个,且活动槽之中安装有顶持件,所述顶持件由活动座、顶杆、支撑弹簧和第二套环组合构成。
16、优选的,所述活动座、顶杆之间为一体成型,且顶杆活动设置在顶杆孔之中,所述支撑弹簧和第二套环均套设在顶杆上,且第二套环与活动槽的槽底固定胶接,且支撑弹簧处于复位状态时,其顶杆完全收入至顶杆孔之中,且活动座在压入至活动槽之中时,其顶杆与限位座相抵,且此时,限位齿、限位槽之间为相分离设置。
17、一种建材装备钣金件自动加工控制系统的控制方法,该建材装备钣金件自动加工控制系统的控制方法包含以下步骤:
18、步骤一:待折弯钣金件的摆位过程,所述待折弯钣金件的摆位过程中,工作人员通过驱动液压系统回程运动,然后通过驱动机械手将待折弯钣金件放置在固定折弯座上,并对待折弯钣金件进行对位;
19、步骤二:一次折弯过程,所述一次折弯过程中,通过驱动液压系统进程运动,从而通过一级折弯体对待折弯钣金件进行施力,从而形成一次折弯;
20、步骤三:二次折弯过程,所述二次折弯过程中,其转动折弯座受到一级折弯体的施力,从而带动转动折弯座发生转动,并通过二级折弯体嵌入二级折弯槽,从而对待折弯钣金件形成二次二次折弯,从而形成z字型折边;
21、步骤四:复位过程,所述复位过程中,其液压系统回程运动,从而通过复位件带动转动折弯座进行复位;
22、步骤五:下料过程,所述下料过程中,通过机械手折弯后的钣金件取下即可。
23、与现有技术相比,本发明的有益效果是:
24、1.通过设置由底座、固定折弯座、转动折弯座、活动折弯座和复位件组合构成的建材装备钣金件自动加工控制系统,从而通过固定折弯座、转动折弯座、活动折弯座三者对钣金件边缘的z字型折边可以实现自动化一次性弯折成型,其相较于传统折弯设备需要经过三次弯折步骤,其加工效率会更高,从而有效降低生产成本;
25、2.并通过在固定折弯座上设置一级折弯槽、一级转动座和二级转动座,并在转动折弯座上设置三级转动座和三级转动槽,从而通过转动座与转动槽的嵌合作用,从而让转动折弯座在转动时可以更加的平稳,并且可以有效对一级转轴的受力进行分担,从而有效提高其设备的整体使用寿命。
技术特征:
1.一种建材装备钣金件自动加工控制系统,其特征在于:所述建材装备钣金件自动加工控制系统包括:
2.根据权利要求1所述的一种建材装备钣金件自动加工控制系统,其特征在于:所述一级折弯槽(9)为截面呈倒立梯形的槽口结构,且二级折弯槽(24)的截面呈矩形,所述活动折弯座(4)由一级折弯体(31)和二级折弯体(32)组合构成,所述一级折弯体(31)和二级折弯体(32)之间呈t字型设置,且液压系统的进回程方向与一级折弯体(31)的设置走向相同,且液压系统进程运动后,其一级折弯体(31)嵌入至二级折弯槽(24)之中,且转动折弯座(3)的底面与一级折弯槽(9)的槽底相靠合设置。
3.根据权利要求1所述的一种建材装备钣金件自动加工控制系统,其特征在于:所述转动折弯座(3)上一体成型有三级转动座(19),且三级转动座(19)上开设有三级转孔(20),所述三级转孔(20)与一级转孔(13)相对应设置,且一级转轴(7)穿过三级转孔(20)、一级转孔(13)进行安装,所述转动折弯座(3)上位于三级转动座(19)的两侧均开设有三级转动槽(21),且转动折弯座(3)实际安装时,其三级转动座(19)转动设置在一级转动槽(10)之中,且一级转动座(11)和二级转动座(12)均转动设置在三级转动槽(21)之中。
4.根据权利要求1所述的一种建材装备钣金件自动加工控制系统,其特征在于:所述复位件(5)由连接座(25)、连接杆(26)、定位板(27)、复位弹簧(28)和一级套环(29)组合构成,所述连接座(25)上开设有四级转孔,其四级转孔与二级转孔(23)相对应设置,且二级转轴(8)穿过二级转孔(23)和四级转孔进行安装,所述定位板(27)与连接杆(26)焊接连接,所述复位弹簧(28)、一级套环(29)活动套设在连接杆(26)上,且复位弹簧(28)处于复位状态时,其转动折弯座(3)的前侧面与一级折弯槽(9)的前侧面相靠合设置。
5.根据权利要求1所述的一种建材装备钣金件自动加工控制系统,其特征在于:所述一级转轴(7)、二级转轴(8)均由转轴体(33)、限位帽(34)、稳固件安装座(35)和螺杆(36)组合构成,所述转轴体(33)、限位帽(34)、稳固件安装座(35)、螺杆(36)之间为一体成型,且稳固件安装座(35)上开设有稳固件安装槽(52),所述一级转动座(11)、转动折弯座(3)的端面均开设有限位帽槽(14),所述限位帽槽(14)为截面呈正十边形的槽口结构,且限位帽(34)的尺寸与限位帽槽(14)的尺寸相吻合,且一级转轴(7)、二级转轴(8)上的限位帽(34)均嵌入至限位帽槽(14)之中。
6.根据权利要求5所述的一种建材装备钣金件自动加工控制系统,其特征在于:所述螺杆(36)上旋拧有紧固螺母(37),所述紧固螺母(37)的内侧面一体成型有限位齿(40),所述稳固件安装槽(52)之中安装有稳固件(38),所述稳固件(38)由底板(41)、连接弹簧(42)和限位座(43)组合构成,所述限位座(43)上开设有限位槽(44),所述连接弹簧(42)的两端分别与底板(41)、限位座(43)相连接,所述稳固件安装槽(52)为内轮廓呈圆形,外轮廓呈正十边形的槽口结构,且底板(41)、限位座(43)的截面尺寸均与稳固件安装槽(52)的截面尺寸相吻合。
7.根据权利要求6所述的一种建材装备钣金件自动加工控制系统,其特征在于:所述限位齿(40)、限位槽(44)均等圆周设置有一圈,且限位齿(40)、限位槽(44)之间为相对应设置,所述限位槽(44)为截面呈直角梯形的槽口结构,所述限位齿(40)的尺寸与限位槽(44)的尺寸相吻合,所述紧固螺母(37)在实际拧紧时,其限位齿(40)嵌入至限位槽(44)之中,且紧固螺母(37)在拧松的过程中,其限位齿(40)的直角边与限位槽(44)的直角边相抵设置。
8.根据权利要求7所述的一种建材装备钣金件自动加工控制系统,其特征在于:所述紧固螺母(37)的外端面开设有活动槽(45),且活动槽(45)的槽底开设有顶杆孔(46),所述顶杆孔(46)等圆周设置有六个,且活动槽(45)之中安装有顶持件(39),所述顶持件(39)由活动座(47)、顶杆(48)、支撑弹簧(49)和第二套环(50)组合构成。
9.根据权利要求8所述的一种建材装备钣金件自动加工控制系统,其特征在于:所述活动座(47)、顶杆(48)之间为一体成型,且顶杆(48)活动设置在顶杆孔(46)之中,所述支撑弹簧(49)和第二套环(50)均套设在顶杆(48)上,且第二套环(50)与活动槽(45)的槽底固定胶接,且支撑弹簧(49)处于复位状态时,其顶杆(48)完全收入至顶杆孔(46)之中,且活动座(47)在压入至活动槽(45)之中时,其顶杆(48)与限位座(43)相抵,且此时,限位齿(40)、限位槽(44)之间为相分离设置。
10.一种如权利要求1-9任意一项所述的一种建材装备钣金件自动加工控制系统的控制方法,其特征在于:该建材装备钣金件自动加工控制系统的控制方法包含以下步骤:
技术总结
本发明涉及钣金件加工相关技术领域,具体为一种建材装备钣金件自动加工控制系统及控制方法,建材装备钣金件自动加工控制系统包括底座、固定折弯座、转动折弯座、活动折弯座和复位件,底座固定安装在钣金折弯机的机架上,固定折弯座上开设有一级折弯槽,且一级折弯槽的后侧拐角处开设有一级转动槽;通过设置由底座、固定折弯座、转动折弯座、活动折弯座和复位件组合构成的建材装备钣金件自动加工控制系统,从而通过固定折弯座、转动折弯座、活动折弯座三者对钣金件边缘的Z字型折边可以实现自动化一次性弯折成型,其相较于传统折弯设备需要经过三次弯折步骤,其加工效率会更高,从而有效降低生产成本。
技术研发人员:胡华池,刘静静,尹忠,胡振洪,胡本初,张永刚,汤春同,徐丽,汤春丽,戈敏雪
受保护的技术使用者:山东锦大工程有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!