一种微型高压发生器高效率自动化组装装置的制作方法
本发明涉及高压发生器组装装置,特别涉及一种微型高压发生器高效率自动化组装装置。
背景技术:
1、微型高压发生器具有体积小、质量轻、高压放电效果好的特点,广泛应用于电子产品中,比如于警用器材、空气净化装置、点火枪、检测仪器等。目前,微型高压发生器的组装高度依赖于人工操作,生产效率低下,产品良品率低,市场上还未出现微型高压发生器的专用自动化组装装置。因此,亟需一种新的技术方案解决以上技术问题。
技术实现思路
1、本发明目的是提供一种微型高压发生器高效率自动化组装装置,提升自动化水平,提高生产率和产品良品率。
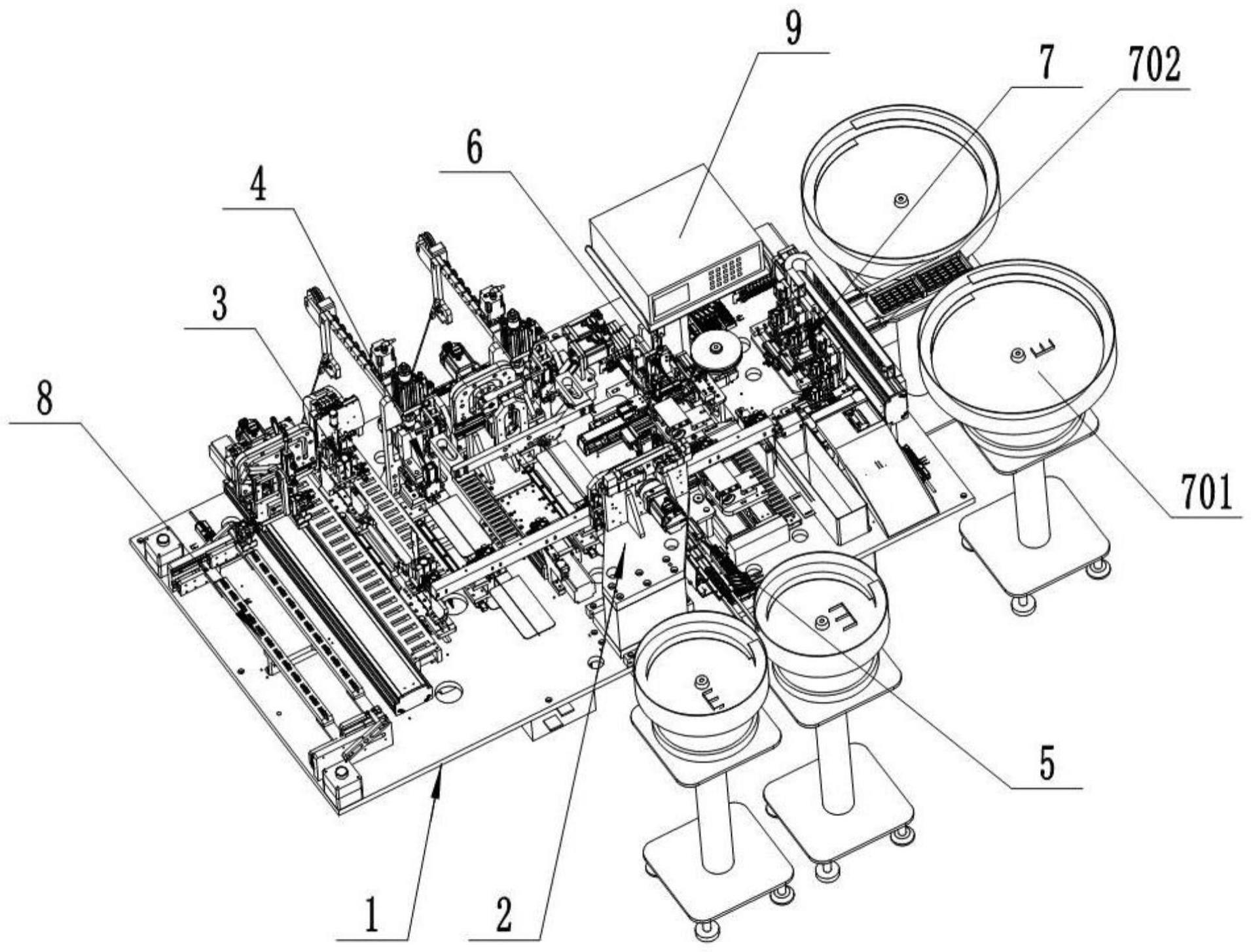
2、为了实现上述技术目的,达到上述的技术要求,本发明所采用的技术方案是:一种微型高压发生器高效率自动化组装装置,其特征在于,包括工作台、设置在所述工作台上的往复抓取装置、设置在所述工作台上的线圈整形装置、设置在所述工作台上的焊接装置、设置在所述工作台上的磁芯装配装置、设置在所述工作台上的磁芯包胶装置和设置在所述工作台上的装壳装置。
3、作为优选的技术方案,所述往复抓取装置包括往复抓取基座、设置在所述往复抓取基座上的往复抓取安装板、设置在所述往复抓取安装板上的往复曲线连接板、设置在所述往复曲线连接板上的往复抓取旋转电机、往复抓取滑轴、往复抓取传动杆、往复抓取传动板、往复抓取安装杆、多个设置在所述往复抓取安装杆上的往复抓取气缸,所述往复抓取旋转电机的输出轴穿过所述往复曲线连接板,所述往复抓取传动杆与所述往复抓取旋转电机的输出轴连接,所述往复曲线连接板上设有往复曲线滑槽,所述往复抓取滑轴设置在所述往复曲线滑槽中,所述往复抓取滑轴穿设在所述往复抓取传动杆上,所述往复抓取传动板与所述往复抓取滑轴连接,所述往复抓取传动板与所述往复抓取安装杆连接。
4、作为优选的技术方案,所述线圈整形装置包括整形底板、可拆卸设置在整形底板上的整形座、可拆卸设置在所述整形座上的竖板、可拆卸设置在竖板上的整形气缸、可拆卸设置在所述整形气缸的输出端的整形夹板、整形滑板、用于安装线圈的整形安装座、可拆卸设置在所述整形座上端的整形限位块、可拆卸设置在所述整形底板上的整形横移气缸,所述整形滑板上设有豁口,所述整形安装座可拆卸设置在所述豁口中,所述整形座包括2个对称设置的整形挡板,2个所述整形挡板间隔设置形成整形腔,所述整形滑板设在所述整形腔中,所述整形座底部可拆卸设置有整形横移连接座,所述整形横移气缸的输出端与整形横移连接座可拆卸连接,所述整形横移连接座与所述整形底板滑动连接。
5、作为优选的技术方案,所述焊接装置包括至少1个设置在所述工作台上的焊线送料机构、至少1个设置在所述工作台上并位于焊线送料路线上的焊线剪线剥皮机构、设置在所述工作台上并位于所述焊线剪线剥皮机构下游的焊线夹取移动机构、至少1个设置在所述工作台上的焊接机构,所述焊线送料机构包括焊线盘、设置在所述焊线盘一侧的焊线送料轨道、设置于焊线送料轨道一侧的焊线送料动力组件,所述焊线夹取移动机构将剪线剥皮后的焊线移动至所述焊接机构。
6、作为优选的技术方案,所述磁芯装配装置包括设置在所述工作台上的磁芯装配台架、2个设置在所述磁芯装配台架一侧的磁芯振动给料装置、滑动设置在所述磁芯装配台架上的连接座、2个可拆卸在所述连接座上的顶杆、可拆卸设置在所述磁芯装配台架上的第一气缸、可拆卸设置在所述磁芯装配台架上的搓料座、滑动设置在所述搓料座上的送料块、可拆卸设置在所述磁芯装配台架上的第二气缸、滑动设置在所述搓料座上的第一搓料杆和第二搓料杆、2个可拆卸设置在所述磁芯装配台架上的第三气缸和第四气缸、设置在所述磁芯装配台架的与所述振动给料装置相对一侧的压紧装置,所述送料块上设有沿其宽度方向贯穿的第一送料槽和第二送料槽,所述搓料座上端设有第一进料槽、第二进料槽和搓料槽,所述第一搓料杆和第二搓料杆与所述送料块平行设置,所述顶杆与所述送料块垂直设置,所述第一气缸与所述连接座连接,所述第二气缸与所述送料块连接,所述第三气缸与所述第一搓料杆连接,所述第四气缸与所述第二搓料杆连接。
7、作为优选的技术方案,所述磁芯包胶装置包括第一包胶移动模组、可拆卸设置在所述第一包胶移动模组的移动端上的包胶架、可拆卸设置在所述包胶架上的包胶电机、中空旋转平台和包胶夹持机构、胶带导向机构、第二包胶移动模组、可拆卸设置在所述第二包胶移动模组的移动端上的胶带拉取机构、胶带固定架、可拆卸设置在所述胶带固定架上的胶带轮和胶带切断机构、移动推胶机构,所述第二移动模组下端可拆卸设置有包胶底支撑,所述包胶底支撑一侧滑动设置有包胶竖向支架,所述中空旋转平台包括固定座、可旋转设置在所述固定座上的转盘,所述固定座上设有旋转输入端,所述固定座和转盘上设有沿其轴向贯穿的中空腔,所述包胶电机的输出轴与所述旋转输入端连接,所述包胶夹持机构穿设在所述中空腔内,所述胶带导向机构可拆卸设置在所述转盘上。
8、作为优选的技术方案,所述装壳装置包括至少1个外壳振动给料机构、至少1个与外壳振动给料机构相连通的外壳振动轨道、设置在所述工作台上的连接台架、支撑架、设置在所述支撑架上的横向驱动模组、设置在所述横移驱动模组的输出端上的移动板、至少1个设置在所述移动板上的竖向驱动气缸、至少1个滑动设置在所述支撑架上的竖向连接板、至少1个装壳夹持气缸、装壳夹爪、至少1个设置在所述连接台架上的外壳给料座、至少1个设置在所述连接台架上的外壳推料机构、可移动设置在所述连接台架上的装壳座、设置在所述连接台架上的线圈送料机构、设置在所述连接台架上的线圈推料机构,所述竖向驱动气缸的输出端与所述竖向连接板连接,所述装壳夹持气缸的输出端与所述装壳夹爪连接,所述外壳给料座与所述外壳振动轨道相连通。
9、作为优选的技术方案,所述工作台包括工作平板、可拆卸设置在所述工作平板下端的工作柜、可拆卸设置在所述工作平板上端的保护罩。
10、作为优选的技术方案,所述工作台上可拆卸设置有线圈循环供料装置。
11、作为优选的技术方案,所述工作台上设置有人机交互装置。
12、紧机构,所述压紧机构包括固定设置在所述竖架上的压紧气缸、滑动设置在所述竖架上的压块,所述压块与所述压紧气缸的活塞杆可拆卸连接。
13、本发明的有益效果是:一种微型高压发生器高效率自动化组装装置,与传统结构相比:
14、1)微型高压发生器的线圈整形、焊接、包胶、磁芯装配和装壳实现自动化组装,这样整个组装过程自动化程度高,生产效率高,产品良品率高;
15、2)往复抓取装置将前一个工位上的工件抓取至下一个工位,实现工件的快速抓取;
16、3)线圈整形装置结构简单实用,整形效果好;
17、4)焊接装置实现了线圈连接端的自动焊接,焊接精准,焊接效率高;
18、5)磁芯装配装置实现了磁芯的自动装配,装配效率高,装配位置精准;
19、6)对装配好的磁芯进行包胶,包胶效率高,包胶效果好;
20、7)将包胶好的磁芯进行装壳,完成微型高压发生器的组装。
- 还没有人留言评论。精彩留言会获得点赞!