一种金属锂片的自动冲压装置及其生产方法与流程
本发明涉及金属锂及锂材产品生产领域,尤其涉及一种金属锂片的自动冲压装置及其生产方法。
背景技术:
1、随着便携式电子设备、无人机、电动汽车等行业的快速发展,对锂离子二次电池的比容量要求也越来越大。金属锂的理论比容量高达3860mah/g,氧化还原电位低为-3.045v,其作为锂离子电池的负极优势明显。
2、研究表明,使用金属锂及其合金带材用作负极时,越宽越薄,既能够降低电池的生产成本和增大电池的放电电流,提高电池的功率和容量,还增加了散热面积,降低了放电温度,提高了放电电流,增加的安全性能。现阶段锂及锂合金带材处在一个超宽超薄的状态,而用于锂电池行业常制成圆片形状,目前制备锂及锂合金圆片一为由扣式锂电池生产线人工剪切,二为采用半自动小型冲压机制备,但这两种制备方法存在着生产效率低、成品率不高、极易带入杂质影响产品品质,且两种方法对于现阶段的超宽超薄带材的利用率低,导致生产成本过高。
技术实现思路
1、基于此,本发明提出了一种金属锂片的自动冲压装置及其生产方法。
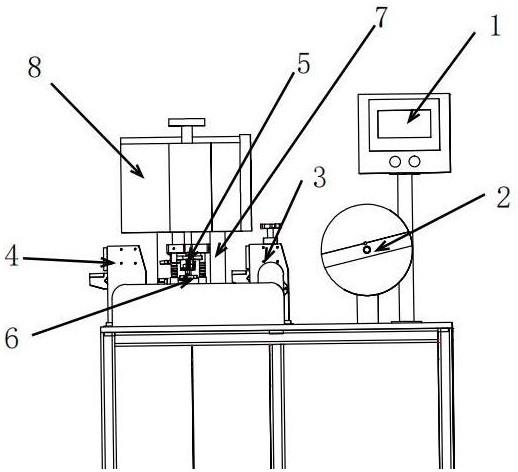
2、第一方面,本发明提供一种金属锂片的自动冲压装置,包括锂带收放卷系统、自动冲压系统、自动加油、抹油系统以及锂片传送装置,所述锂带收放卷系统由plc控制器、同步电机、收卷辊和放卷辊组成,所述plc控制器能够自动调节锂带放卷张力,所述同步电机用于使锂带的放卷和收卷同时进行,所述收卷辊和所述放卷辊设于所述plc控制器的相对两侧,所述自动冲压系统包括支撑平台、模具组合、冲压柱,所述模具组合包括上模具和下模具,所述上模具设于所述冲压柱上,所述下模具设于所述支撑平台上,所述plc控制器能够使模具连续自动冲压,所述自动加油、抹油系统包括油压缸、涂油器,所述涂油器位于自动冲压系统的上方,能够调整自动涂油频率,所述plc控制器能够给所述油压缸加油以及给模具自动抹油,所述锂片传送装置位于自动冲压系统的下方,能单独控制传送带运动,所述锂片传送装置包括传送带及伺服电机。
3、进一步的,所述放卷辊的导轮数量为两个。
4、进一步的,所述锂带收放卷系统能够自动调节锂带放卷张力。
5、进一步的,所述上模具和所述下模具的材料均为pp材质。
6、进一步的,所述上模具为实心的圆柱状结构。
7、进一步的,所述下模具为中空的双圆柱状结构。
8、进一步的,所述上模具的外直径小于所述下模具的内直径。
9、第二方面,本发明提供一种上述金属锂片的自动冲压装置的生产方法,包括以下步骤:
10、步骤一:首先根据要求选取符合要求的锂带,将锂带牵引过放卷装置,再经过自动冲压系统,最后经过收卷装置上面;
11、步骤二:在plc控制器内调整好生产工艺参数;
12、步骤三:检查涂油器内油是否充足,不足时需要给涂油器加油;
13、步骤四:开机开始自动冲压,开启锂片传送装置,将冲压好的锂片传送至密封袋中;
14、步骤五:将收集好的锂带装入干燥好的金属锂片,再装入干燥好的铝塑袋中,标记好形状、尺寸、重量;
15、步骤六:重复步骤一到步骤五,连续自动生产金属锂片。
16、与现有技术相比,本发明的优势如下:
17、本发明的金属锂片的自动冲压装置及其生产方法,上下模具为均为pp材质,材料可塑性好切易寻得,能够自动连续的完成冲压动作,过程自动化较高。本发明还能实现自动给模具抹油,降低人工的劳动强度,增加的模具的使用寿命,且生产的产品成品率高,边缘平整,外观合格。
技术特征:
1.一种金属锂片的自动冲压装置,其特征在于:包括锂带收放卷系统、自动冲压系统、自动加油、抹油系统以及锂片传送装置,所述锂带收放卷系统由plc控制器、同步电机、收卷辊和放卷辊组成,所述plc控制器能够自动调节锂带放卷张力,所述同步电机用于使锂带的放卷和收卷同时进行,所述收卷辊和所述放卷辊设于所述plc控制器的相对两侧,所述自动冲压系统包括支撑平台、模具组合、冲压柱,所述模具组合包括上模具和下模具,所述上模具设于所述冲压柱上,所述下模具设于所述支撑平台上,所述plc控制器能够使模具连续自动冲压,所述自动加油、抹油系统包括油压缸、涂油器,所述涂油器位于自动冲压系统的上方,能够调整自动涂油频率,所述plc控制器能够给所述油压缸加油以及给模具自动抹油,所述锂片传送装置位于自动冲压系统的下方,能单独控制传送带运动,所述锂片传送装置包括传送带及伺服电机。
2.根据权利要求1所述的金属锂片的自动冲压装置,其特征在于:所述放卷辊的导轮数量为两个。
3.根据权利要求2所述的金属锂片的自动冲压装置,其特征在于:所述锂带收放卷系统能够自动调节锂带放卷张力。
4.根据权利要求3所述的金属锂片的自动冲压装置,其特征在于:所述上模具和所述下模具的材料均为pp材质。
5.根据权利要求4所述的金属锂片的自动冲压装置,其特征在于:所述上模具为实心的圆柱状结构。
6.根据权利要求5所述的金属锂片的自动冲压装置,其特征在于:所述下模具为中空的双圆柱状结构。
7.根据权利要求6所述的金属锂片的自动冲压装置,其特征在于:所述上模具的外直径小于所述下模具的内直径。
8.一种根据权利要求1-7中任一项所述的金属锂片的自动冲压装置的生产方法,包括以下步骤:
技术总结
本发明提供一种金属锂片的自动冲压装置。该装置包括锂带收放卷系统、自动冲压系统、自动加油及抹油系统和锂片传送装置,所述锂带收放卷系统包括由PLC控制器,同步电机、收卷辊和放卷辊,所述同步电机能够使锂带的放卷和收卷同时进行,所述PLC控制器能够自动调节锂带放卷张力,所述自动冲压系统包括支撑平台、模具组合、冲压柱、PLC控制器,所述PLC控制器能使模具连续自动冲压,所述自动加油系统包括油压缸、涂油器、PLC控制器,所述PLC控制器能够给油压缸加油以及可以给模具自动抹油,所述锂片传送装置包括传送带及伺服电机。本发明的自动冲压装置能够高效生产不同规格的锂片。另外,本发明还提供一种采用上述自动冲压装置的生产方法。
技术研发人员:李良彬,朱实贵,谌文坚,熊训满,李玉成,雷志刚,张建博,王检兴,帅明,岳贤峰,邹贵明
受保护的技术使用者:奉新赣锋锂业有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!