一种热水器面罩自动铆接生产系统的制作方法
本发明涉及热水器自动化生产,特别涉及一种热水器面罩自动铆接生产系统。
背景技术:
1、目前,热水器面罩包括热水器面罩主板和热水器面罩侧板,热水器面罩主板包括第一连接板和两个第二连接板,两个第二连接板分别设置于第一连接板的两侧,以使热水器面罩主板呈u型,且热水器面罩主板的端部具有用于与热水器面罩侧板相铆接的连接耳,进行连接耳与热水器面罩侧板的铆接时,需将热水器面罩侧板放置于热水器面罩主板的内侧且需使热水器面罩侧板贴合连接耳,在铆接前还需将热水器面罩主板两侧的第二连接板整形至与热水器面罩侧板相贴合,以使连接耳能够定位到需铆接的位置,现有的热水器面罩的铆接过程为人工组装然后再通过复杂的整形定位结构将热水器面罩整形至待焊接状态,再通过人工将整个整形定位结构搬至铆接机,操作过程复杂,人工介入的步骤多,容易出现定位不到位的情况,进而导致良品率得不到保证,且人工的长时间搬运工作量大,效率也低。
技术实现思路
1、本发明旨在至少在一定程度上解决现有技术中的上述技术问题之一。为此,本发明实施例提供一种热水器面罩自动铆接生产系统,实现热水器面罩的自动整形定位以及自动铆接,提高生产良率和生产效率。
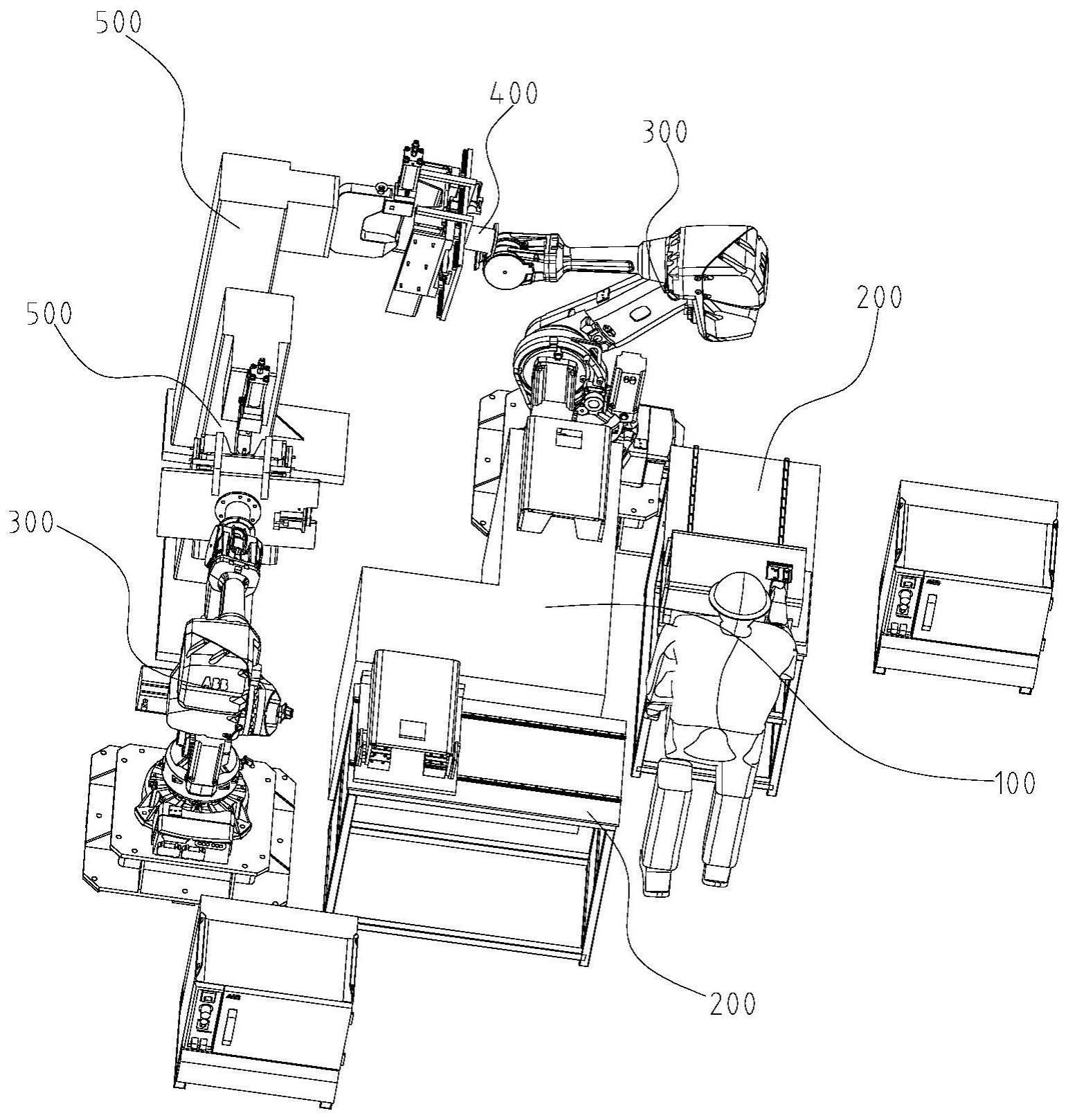
2、根据本发明实施例的热水器面罩自动铆接生产系统,包括物料置放平台,所述物料置放平台的相邻两侧分别设置有铆接设备,所述物料置放平台的另外相邻两侧分别设置有送料装置,两个所述送料装置之间设置有人工放料位,其中,所述送料装置包括支架和定位治具,所述定位治具滑动设置于所述支架,以使所述定位治具能够在所述铆接设备与所述人工放料位之间往复移动,所述定位治具包括定位板、第一定位组件以及第二定位组件,所述第一定位组件和所述第二定位组件均安装于所述定位板,所述定位板用于热水器面罩主板和热水器面罩侧板的定位,通过所述第一定位组件以及第二定位组件的配合以将热水器面罩主板和热水器面罩侧板组装成待铆接状态的热水器面罩;所述铆接设备包括铆接机、取料机器人以及取料手,所述取料手安装于所述取料机器人的运动端,所述取料机器人用于驱使所述取料手往返于所述定位治具、所述铆接机以及所述物料置放平台三者之间,以使所述取料手能够将待铆接状态的热水器面罩抓取到所述铆接机处进行铆接以及使所述取料手能够将铆接好的热水器面罩放置到所述物料置放平台。
3、根据本发明实施例的热水器面罩自动铆接生产系统,所述定位板上设置有第一定位面、第二定位面以及定位部,所述定位部用于定位限定热水器面罩侧板的缺槽,所述第一定位面与所述第一定位组件之间形成用于限制热水器面罩侧板的定位槽,所述第二定位面用于承托和定位热水器面罩主板,其中,热水器面罩侧板和热水器面罩主板定位于所述定位板后,所述第一定位组件和所述第二定位组件同时动作,通过所述第一定位组件以将热水器面罩侧板压抵于所述第一定位面以及使热水器面罩主板端部的连接耳与热水器面罩侧板贴合,通过所述第二定位组件以将热水器面罩主板端部两侧的连接耳调整至热水器面罩侧板的待铆接位置。
4、根据本发明实施例的热水器面罩自动铆接生产系统,所述定位板包括第一立件、第二立件以及定位件,所述第二定位面设置于所述第一立件的顶面,所述第一立件的顶面中部隆起以形成所述定位部,所述第一立件的一侧设置有所述第二立件,所述第一定位组件位于所述第一立件的另一侧,其中,所述定位部的两侧均设置有所述第二立件,所述第一定位组件共设两组,所述第一定位组件正对所述第二立件以形成所述定位槽,所述第一定位面设置于所述第二立件朝向所述第一定位组件的一侧,所述定位件的顶面与所述第二定位面重合。
5、根据本发明实施例的热水器面罩自动铆接生产系统,所述第一定位组件包括第一气缸和第一压块,在所述第一气缸的作用下,所述第一压块能够朝向所述第一定位面运动,所述第二定位组件共设两组,两组所述第二定位组件对称设置,所述第二定位组件包括第二气缸和第二压块,通过所述第二气缸以驱使所述第二压块进行直线往复运动,其中,所述第二压块的运动方向与所述第一压块的运动方向相垂直。
6、根据本发明实施例的热水器面罩自动铆接生产系统,所述取料手包括安装板、第一限位模组、第二限位模组以及驱动组件,所述安装板的一侧设置有能够与所述取料机器人相连接的连接部,所述第一限位模组和所述第二限位模组均设置于所述安装板的另一侧,其中,所述第一限位模组包括两件滑动设置于所述安装板的夹持件,所述驱动组件用于驱使两件所述夹持件相向靠近或远离,以使所述第一限位模组能够夹持待铆接状态的热水器面罩的热水器面罩主板,所述第二限位模组用于固定待铆接状态的热水器面罩的热水器面罩侧板。
7、根据本发明实施例的热水器面罩自动铆接生产系统,两件所述夹持件对称设置,所述夹持件包括一个第三定位面和一个限位板,所述限位板与所述第三定位面垂直,两件所述限位板相向的一面均间隔设置有多个定位柱,多个所述定位柱形成第四定位面,其中,相邻两个所述定位柱之间设置有第一吸盘,所述第一吸盘用于吸附热水器面罩主板上的第二连接板,所述第一吸盘持平所述第四定位面。
8、根据本发明实施例的热水器面罩自动铆接生产系统,所述安装板上设置有用于吸附热水器面罩主板上第一连接板的第二吸盘,所述第二吸盘处于两件所述夹持件之间,且所述第二吸盘持平所述第三定位面。
9、根据本发明实施例的热水器面罩自动铆接生产系统,所述第二限位模组包括两根安装柱,两根所述安装柱均设置有第五定位面,所述第五定位面嵌设有用于吸附热水器面罩侧板的磁铁。
10、根据本发明实施例的热水器面罩自动铆接生产系统,所述驱动组件包括电机和丝杆传动结构,所述丝杆传动结构设置于所述安装板且处于所述安装板与所述夹持件之间,所述丝杆传动结构包括丝杆和能够与所述夹持件固定连接的丝杆螺母,所述电机通过皮带传动结构传动连接所述丝杆,其中,所述电机安装于所述安装板设置有所述连接部的一侧。
11、根据本发明实施例的热水器面罩自动铆接生产系统,所述夹持件通过导轨滑块结构滑动连接所述安装板,以使两件所述夹持件能够相向靠近或远离。
12、基于上述技术方案,本发明实施例至少具有以下有益效果:上述技术方案,使用时,工人在人工放料位对其中一个送料装置进行热水器面罩主板和热水器面罩侧板的放置,将热水器面罩主板和热水器面罩侧板有序放置于定位板后,第一定位组件和第二定位组件同时动作,以将热水器面罩主板和热水器面罩侧板定位整形至待铆接状态,然后工人推动整个定位治具滑动至指定位置,接着工人进行下一个对另一个送料装置进行热水器面罩主板和热水器面罩侧板的放置,在此过程中,一铆接设备动作,取料机器人驱动取料手运动至抓取指定位置的待铆接状态的热水器面罩,然后将抓取到的待铆接状态的热水器面罩带到铆接机处进行铆接作业,铆接完毕后再搬运至物料置放平台将铆接好的物料放好,人工此时已经将两个送料装置均装载好热水器面罩主板和热水器面罩侧板,此铆接设备可立即进行下一热水器面罩的铆接成型,实现热水器面罩铆接的无缝衔接,此外,另外一台铆接设备也在进行铆接作业,两台铆接设备交替作业,一个铆接作业过程中,仅需一个工人即可实现对两台铆接设备的上料,同时还能有空余时间将物料置放平台上铆接好的叠放摆设好,实现热水器面罩的连续无缝衔接自动生产,大大提高生产效率,且初最初的放料摆料需人工介入,其余程序均由机器执行,需工人进行作业的程序简单,有效避免不良品的产生。
- 还没有人留言评论。精彩留言会获得点赞!