一种控制方坯直轧产线入轧温度的方法与流程
本发明属于钢铁生产,涉及一种控制方坯直轧产线入轧温度的方法。
背景技术:
1、近年来,方坯免加热炉直轧技术在国内快速发展,通过钢轧界面保温、补热、快速输送等手段实现铸坯不需要加热炉二次加热直接进行轧制,从而大大降低轧钢工序成本。
2、现有直轧工艺下一般通过提高输送速度,提高保温罩覆盖率等方式来提高入轧温度,有电磁补热或燃气补热的产线还可以通过补热来提高入轧温度。
3、但补热都会或多或少的产生能耗,且补热能力亦有上限,所以在没有补热工艺或补热已达到最大能力的产线,还需要通过别的方式来调节铸坯的入轧温度。
技术实现思路
1、有鉴于此,本发明的目的在于解决铸坯的入轧温度的控制问题,提供一种控制方坯直轧产线入轧温度的方法。
2、为达到上述目的,本发明提供如下技术方案:
3、一种控制方坯直轧产线入轧温度的方法,对铸机二冷工艺参数进行分流控制,以保证单流温度需要调整时可以分流单独进行;并在原有二冷水表基础上,在钢种工艺允许范围内,增加冷却强度不同的多块水表;通过调整铸机补热强度、二冷工艺参数,对铸坯温度进行调节,使其满足入轧温度的要求。
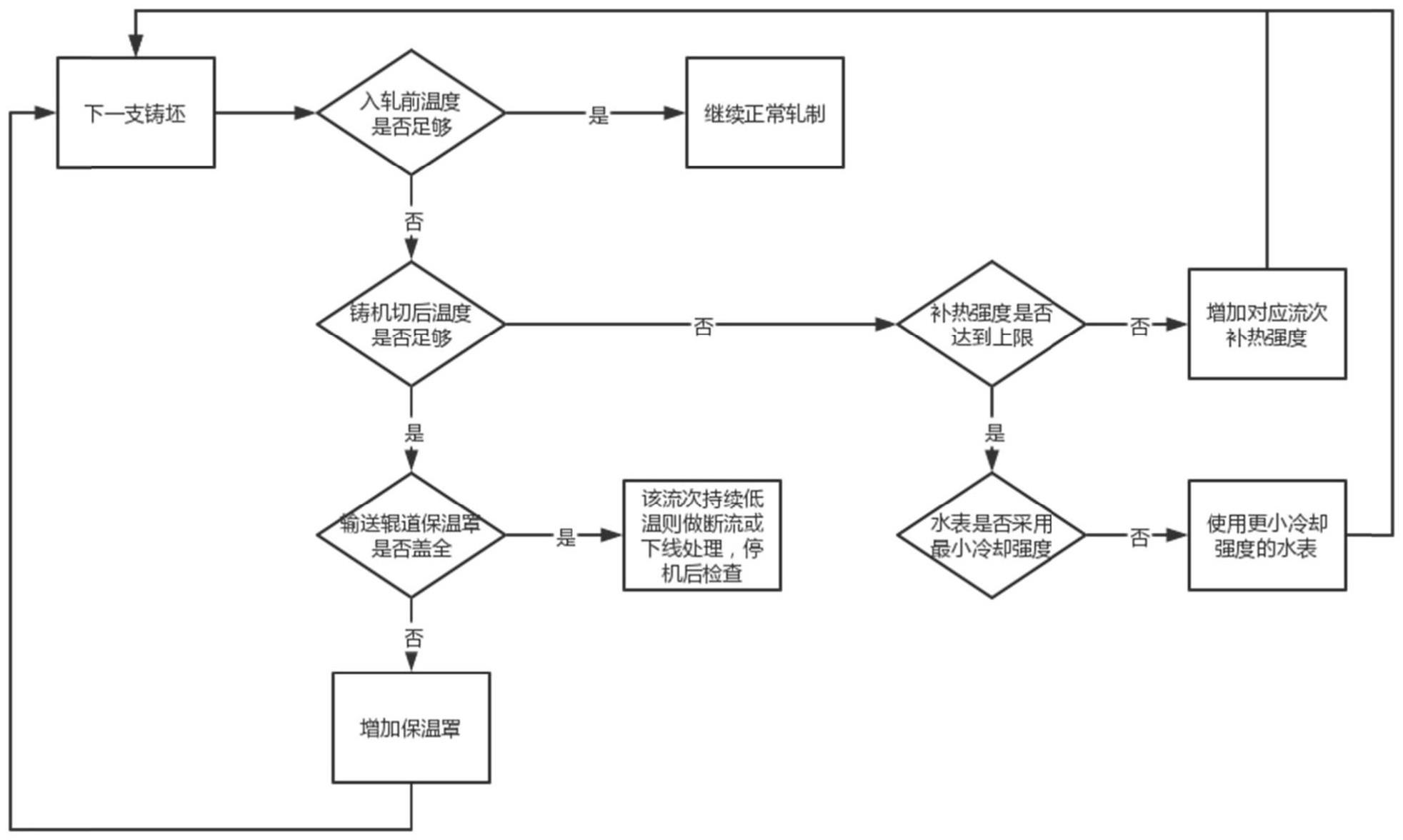
4、进一步,对入轧前位置和铸机切后辊道位置进行铸坯温度实时监控,掌握铸坯温度情况并初步分析异常原因;若为保温罩覆盖率过低造成的低温,则增加保温罩;当切后辊道位置铸坯温度不足时,通过调整补热强度和更换更小冷却强度的水表的方式提高铸坯入轧温度。
5、进一步,若冷水表在原有水表基础上总比水量减少24%,则二冷段中的足辊段、二冷一段、二冷二段、二冷三段水量比例从3.2:3:1:1.1调整为4.8:3.3:1.4:1,配水重点向前端转移。
6、本发明的有益效果在于:
7、本发明在保温罩覆盖率、补热强度不变的前提下,通过调整铸机二冷比水量,每降低0.2m3/t的比水量(纯水冷却)可提高铸坯入轧温度20℃左右,从而有效弥补补热效果差、环境温度过低等其他因素造成的坯温下降,提高方坯免加热炉直轧工艺的直轧率。
8、本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:
1.一种控制方坯直轧产线入轧温度的方法,其特征在于:对铸机二冷工艺参数进行分流控制,以保证单流温度需要调整时可以分流单独进行;并在原有二冷水表基础上,在钢种工艺允许范围内,增加冷却强度不同的多块水表;通过调整铸机补热强度、二冷工艺参数,对铸坯温度进行调节,使其满足入轧温度的要求。
2.根据权利要求1所述的控制方坯直轧产线入轧温度的方法,其特征在于:对入轧前位置和铸机切后辊道位置进行铸坯温度实时监控,掌握铸坯温度情况并初步分析异常原因;若为保温罩覆盖率过低造成的低温,则增加保温罩;当切后辊道位置铸坯温度不足时,通过调整补热强度和更换更小冷却强度的水表的方式提高铸坯入轧温度。
3.根据权利要求1所述的控制方坯直轧产线入轧温度的方法,其特征在于:若冷水表在原有水表基础上总比水量减少24%,则二冷段中的足辊段、二冷一段、二冷二段、二冷三段水量比例从3.2:3:1:1.1调整为4.8:3.3:1.4:1,配水重点向前端转移。
技术总结
本发明属于钢铁生产技术领域,涉及一种控制方坯直轧产线入轧温度的方法,对铸机二冷工艺参数进行分流控制,以保证单流温度需要调整时可以分流单独进行;并在原有二冷水表基础上,在钢种工艺允许范围内,增加冷却强度不同的多块水表;通过调整铸机补热强度、二冷工艺参数,对铸坯温度进行调节,使其满足入轧温度的要求。本发明在保温罩覆盖率、补热强度不变的前提下,通过调整铸机二冷比水量,每降低0.2m<supgt;3</supgt;/t的比水量(纯水冷却)可提高铸坯入轧温度20℃左右,从而有效弥补补热效果差、环境温度过低等其他因素造成的坯温下降,提高方坯免加热炉直轧工艺的直轧率。
技术研发人员:余杰,任海,张浩,杨超,刘国贵,雷华,王田
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!