一种灭火器瓶体焊接设备及其焊接方法与流程
本发明属于灭火器生产,尤其涉及一种灭火器瓶体焊接设备及其焊接方法。
背景技术:
1、灭火器瓶是用于储存高压二氧化碳气体或者其他阻燃物的灭火器瓶,由于灭火器瓶用于贮存高压气体,灭火器瓶的加工通常是通过钢板卷曲后进行焊接形成筒状结构,然后再对筒形结构两端分别进行焊接和收口加工,形成瓶底和瓶口,因此对于灭火器瓶加工过程中的焊接质量要求非常高,要求焊接时保证焊缝的直线度和焊缝宽度。
2、公开号为cn112756830a的专利,其公开了一种灭火器瓶体焊接装置,包括工作平台,在工作平台上设置两个伸缩转动装置,两个伸缩转动装置相对设置,在一个伸缩装置上连接瓶底夹持件,在另一个伸缩转动装置上连接瓶口夹持件,在工作平台上还连接支架,在支架上连接第一油缸,在第一油缸的活塞杆上连接瓶盖夹持件,瓶盖夹持件与瓶口夹持件配合设置,在工作平台上设有贯通槽,在工作平台的下方竖直设置第二油缸,在第二油缸的活塞杆上连接承接板,承接板设置在贯通槽内。本发明的优点:本装置通过承接板、瓶底夹持件、瓶盖夹持件和瓶口夹持件对灭火器瓶进行拼接,然后通过焊枪对三个连接处进行焊接,有效的提高生产效率。
3、上述设备存在以下问题:
4、1.采用吸盘固定方式,焊接直线度无法保证;
5、2.针对不同规格焊接瓶体无法实现夹紧;
6、3.无法保证瓶体焊接前的装夹对中与同向进给后的焊接处对正。
技术实现思路
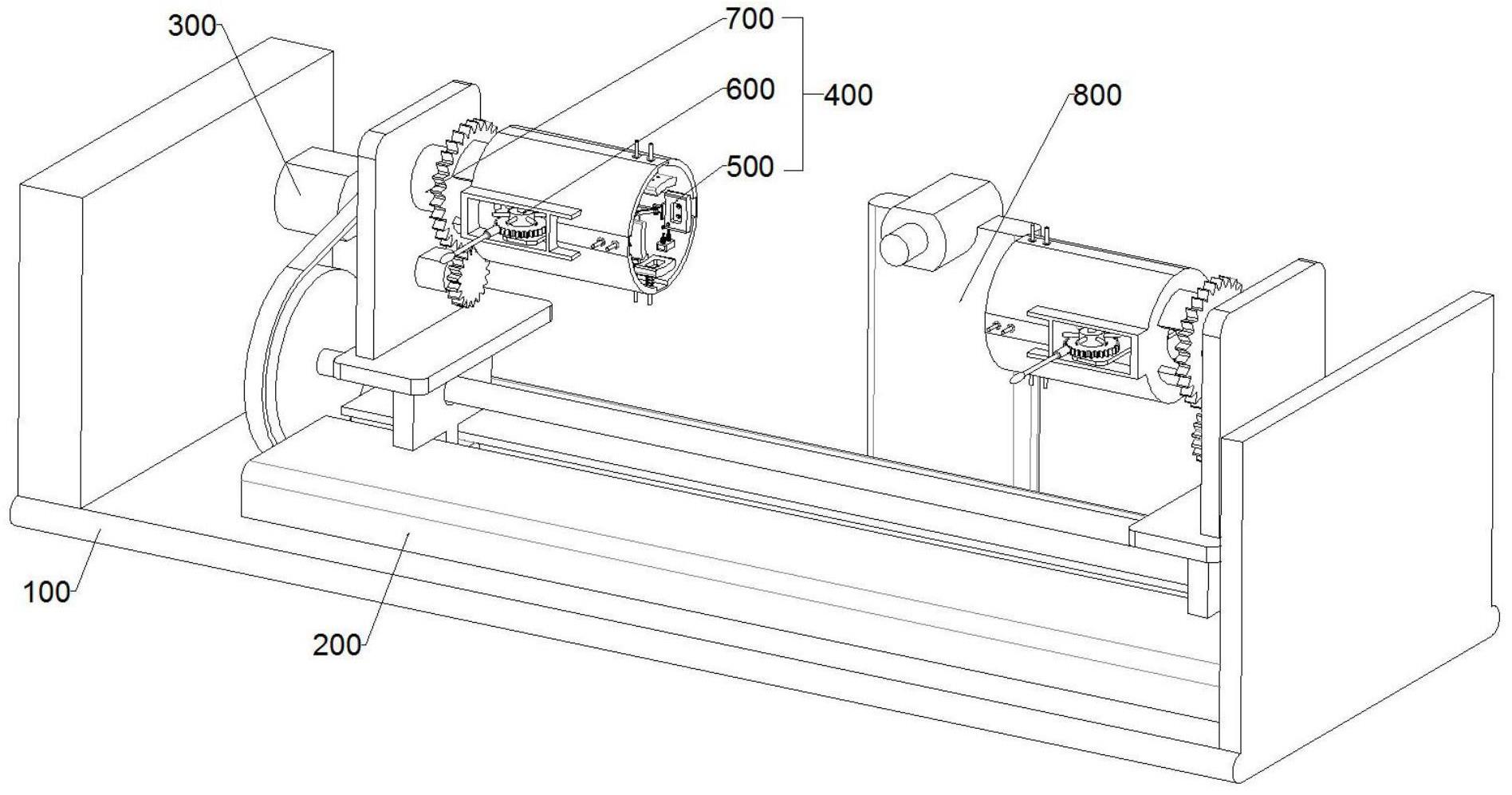
1、本发明的目的在于提供一种灭火器瓶体焊接设备及其焊接方法,以解决上述背景技术中提出的问题。为实现上述目的,本发明提供如下技术方案:一种灭火器瓶体焊接设备及其焊接方法,包括:
2、底座,用于固定;
3、滑动组件,设置在底座上端,用于对向进给运动;
4、进给传动组件,固定设置在底座的左端壁处,用于进给运动的传动;
5、对中曲柄夹紧机构,具有两个,对向设置在滑动组件上端;
6、对中曲柄夹紧机构由四曲柄夹紧组件、外啮合传动组件和周转组件三者构成,其中四曲柄夹紧组件用于灭火器瓶体的夹紧,外啮合传动组件用于驱动四曲柄夹紧组件传动,周转组件用于驱动四曲柄夹紧组件与外啮合传动组件的整体进行水平轴线同轴转动;
7、焊接器,固定设置在底座的上端面后端,用于焊接。
8、在本技术方案中,进行灭火器瓶体焊接的时候,先将冲压好的灭火器瓶体半瓶身水平放置到对中曲柄夹紧机构前端,然后手动转动外啮合传动组件,外啮合传动组件通过齿轮传动带动四曲柄夹紧组件进行开合,四曲柄夹紧组件开合后将灭火器瓶体水平塞入四曲柄夹紧组件中,然后释放外啮合传动组件,外啮合传动组件自动带动四曲柄夹紧组件闭合完成灭火器瓶体夹紧;启动进给传动组件带动滑动组件对向滑动,至两半瓶体对正后停止进给传动组件;启动周转组件带动四曲柄夹紧组件转动,同时启动焊接器完成对瓶体对接端的环绕焊接。
9、在上述任一技术方案中,进一步的,四曲柄夹紧组件包括:
10、圆柱环块,内部设有圆弧腔;
11、导向圆柱帽,具有八个,分别固定设置在圆柱环块的内端壁上下左右端壁处,其上分别滑动设有导向杆和定位杆;
12、夹合块,固定连接在导向杆下端面处;
13、铰接固定板,固定连接在定位杆的下端面处,前端设有固定板,下端面设有圆弧形铰接块;且夹合块的后端面固定连接在铰接固定板的前端面处;
14、连杆,具有四个,上端分别铰接在铰接固定板上;
15、十字板,外端均匀设有四个开槽,连杆的下端分别铰接在其上;
16、压缩簧,具有四个,分别套设在导向杆上,固定连接在夹合块和圆柱环块内壁之间;
17、水平导向圆柱托板,固定设置在圆柱环块的底部,中部滑动设有圆柱杆,圆柱杆前端固定连接在预留顶块后端处;
18、卡紧拉簧,套设在圆柱杆上,用于限定十字板的初始夹紧位。
19、在本技术方案中,实现四曲柄夹紧组件的夹紧时,卡紧拉簧原始位置出于压缩状态,水平移动圆柱杆,圆柱杆沿水平导向圆柱托板轴线滑动并拉伸卡紧拉簧;移动同时与圆柱杆固定连接的十字板水平移动并带动铰接在其四周的四个连杆摆动;
20、当连杆摆动时,夹合块受竖直方向分力,使定位杆和导向杆沿导向圆柱帽上滑,并压缩压缩簧,直至四夹合块之间的开口能容纳瓶体,将瓶体放置后再压缩簧和卡紧拉簧弹力作用下,四曲柄夹紧组件复位完成夹紧。
21、在上述任一技术方案中,进一步的,外啮合传动组件包括:
22、啮合环块,固定连接在圆柱环块后端,其截面与圆柱环块同尺寸;
23、外伸开槽,开设在啮合环块的左端壁处;
24、横板,水平焊接在外伸开槽的左右端壁处,用于外啮合传动组件的固定;
25、小径齿轮,通过键转动连接在横板的中部;
26、传动齿条,固定连接在圆柱杆的后端,和小径齿轮外啮合传动;
27、大径齿轮,转动连接在横板左端,与小径齿轮左端外啮合传动。
28、在本技术方案中,顺时针转动大径齿轮,大径齿轮带动小径齿轮转动,然后小径齿轮逆时针转动同时与传动齿条啮合,带动传动齿条与圆柱杆的整体沿着水平导向圆柱托板滑出;
29、且标准件选材设计时,应保证大径齿轮齿数z1远大于小径齿轮齿数z2,确保在大径齿轮转动幅度不大的情况下完成小径齿轮周转,以实现对四曲柄夹紧组件中圆柱杆水平移动距离的简便调整。
30、在上述任一技术方案中,进一步的,四曲柄夹紧组件包括:
31、替换槽,固定开设在夹合块下端,其顶端设有固定孔;
32、柔性贴合块,能与替换槽嵌入,其上端面处固定设有两螺杆圆柱销,螺杆圆柱销上套设张紧弹簧,且螺杆圆柱销上端通过螺帽固定在夹合块上端。
33、在本技术方案中,当焊接瓶体直径尺寸变更时,为确保四曲柄夹紧组件处的夹紧,更换柔性贴合块,使柔性贴合块下端面弧度适配夹紧的瓶体的弧度,保证夹紧的稳固。
34、在上述任一技术方案中,进一步的,四曲柄夹紧组件还包括:
35、预留顶块,螺纹连接在十字板的前端面上,其前端呈圆弧盘状,在瓶体焊接时接触待焊接瓶体底部,在瓶体对接时实现机构自锁。
36、在本技术方案中,柔性贴合块更换同时,替换预留顶块;在柔性贴合块下端弧面水平贴紧瓶体时,保证预留顶块的前端位置置于张紧弹簧后端位置,避免因预留顶块尺寸过长过早接触瓶体底部导致无法完成张紧弹簧对瓶体四周的夹紧;同时当四曲柄夹紧组件对正后预留顶块被迫后移驱动四曲柄夹紧组件内的曲柄机构进行自锁,迫使夹合块处的正压力增加,对夹件进行二次预紧。
37、在上述任一技术方案中,进一步的,外啮合传动组件还包括:
38、圆台,固定连接在大径齿轮上端面处,
39、插销,具有六个,均匀分布在圆台的环端面处,用于带动大径齿轮进行啮合传动。
40、开合转动手柄,前端能套在插销上,用于手动带动插销进行转动。
41、在本技术方案中,其中外啮合传动组件实现驱动时,开合转动手柄插入插销中手动转动开合转动手柄,带动圆台和大径齿轮转动进行啮合传动。
42、在上述任一技术方案中,进一步的,周转组件包括:
43、周转转轴,右端转动连接在底座左端,左端固定连接从动齿轮,
44、衔接圆柱环块,固定连接在从动齿轮的右端,环端设有开槽,便于传动齿条的油润滑;
45、转动电机,固定设置在底座的左端壁处,右端固定连接主动齿轮,主动齿轮与从动齿轮外啮合传动。
46、在本技术方案中,滑动组件完成焊接瓶体的对接后,启动转动电机,带动主动齿轮和从动齿轮齿轮传动,继而实现周转转轴的水平周转,带动四曲柄夹紧组件周转,进行环端焊接焊前工作。
47、在上述任一技术方案中,进一步的,外啮合传动组件包括:
48、圆通槽,开设在啮合环块的后端臂处,传动齿条在初始位置时顶端从圆通槽处伸出,用于解除圆通槽水平进给阻碍。
49、在本技术方案中,其中当传动齿条水平移动时候,圆通槽端置于传动齿条外端,便于传动齿条的移动同时便于对传动齿条处进行油润滑。
50、在上述任一技术方案中,进一步的,滑动组件包括:
51、导向平台,固定连接在底座的上端面中部处,其内部设有水平开设的滑槽;
52、滑块,具有两个,滑动连接在滑槽中;
53、固定托板,分别固定连接在滑块上端;
54、螺纹孔,分别开设在固定托板中部,且两固定托板的螺纹旋向相反。
55、在本技术方案中,对向设置两螺纹旋向相反的螺纹孔,便于实现两滑动组件在底座上端面处的对向进给动作,完成两四曲柄夹紧组件处夹紧件的对正贴合动作。
56、进给传动组件包括:
57、扭矩电机,固定连接在底座的左端壁上,其上固定设有主动皮带轮;
58、传动丝杠,右端转动连接在底座的右端壁处,中部与两螺纹孔螺纹连接;
59、从动皮带轮,固定连接在传动丝杠的左端,与传动丝杠同转动轴线;
60、传动皮带,皮带连接主动皮带轮和从动皮带轮,用于传动。
61、在本技术方案中,实现滑动组件对向进给运动时,启动扭矩电机,扭矩电机带动主动皮带轮转动,并通过传动皮带带动从动皮带轮转动,从动皮带轮转动带动传动丝杠与两螺纹孔螺纹传动,实现两滑动组件的对向进给与背离运动;
62、且带传动具有过载保护,当对四曲柄夹紧组件正动作完成后,扭矩电机处扭矩突变,扭矩电机停止,带传动将扭矩电机处的扭矩突变变为线性柔性突变,延长了扭矩电机的使用寿命。
63、焊接器固定连接在滑动组件的上端壁后端,用于四曲柄夹紧组件夹紧处的暖气瓶的焊接。
64、在本技术方案中,周转组件对对正的瓶体进行转动时,焊接器接触对接处完成瓶身的焊接。
65、据上所述一种灭火器瓶体焊接设备的焊接方法,其使用方法包括以下步骤:
66、步骤一:将开合转动手柄扣入插销上,顺时针转动开合转动手柄,此时外啮合传动组件啮合传动带动四曲柄夹紧组件进行开合摆动;
67、步骤二:四曲柄夹紧组件在开合转动手柄手动转动时,四个夹合块张开,将带焊接的瓶体放入左右两四曲柄夹紧组件中,松开开合转动手柄,四曲柄夹紧组件自动夹紧瓶体;
68、步骤三:启动进给传动组件,进给传动组件带动滑动组件对向运动至两夹紧瓶体对正,对正后停止进给传动组件;
69、步骤四:启动周转组件与焊接器,周转组件带动对正的瓶体水平周转,此时焊接器将对正的瓶体焊缝进行焊接处理,当瓶体周转一周后,焊接完成,
70、此时停止周转组件,待焊接处冷却后翻转开合转动手柄完成下料。
71、本发明的有益效果是:通过设置的对中曲柄夹紧机构,在对焊接件进行夹紧时四曲柄夹紧组件采用曲柄滑块的设计原理,并通过连接弹簧,实现了对焊接瓶身的捏合夹紧,同时当四曲柄夹紧组件对正后预留顶块被迫后移驱动四曲柄夹紧组件内的曲柄机构进行自锁,迫使夹合块处的正压力增加,对瓶体进行二次预紧;在夹紧的同时完成瓶身的对中与对正,确保焊接时整个瓶体的加工尺寸。
- 还没有人留言评论。精彩留言会获得点赞!