接触疲劳性能优良的钢轨的制备方法与流程
本发明涉及冶金,具体涉及一种接触疲劳性能优良的钢轨的制备方法。
背景技术:
1、作为直接承载列车运行的关键轨道部件,钢轨在服役过程中与车轮直接接触。在长期轮轨接触过程中钢轨表面材料容易出现塑性耗竭现象,进而萌生裂纹并扩展,造成疲劳裂纹、剥离掉块甚至断轨等伤损。
2、u71mn热轧钢轨作为我国普速铁路和高速铁路主要使用钢轨,广泛应用于我国各地区线路,基本满足服役需求。但随着青藏铁路、川藏铁路等服役环境恶劣,人烟稀少线路的开通运行,对钢轨提出了低维护甚至免维护的服役需求。u71mn热轧钢轨接触疲劳性能较低,在使用过程中若不及时打磨维护,容易出现严重的接触疲劳伤损甚至断轨,严重威胁线路运行安全的同时还会增加养护人员的劳动强度和钢轨更换的频次,增加线路维护成本。因此,亟待一种接触疲劳性能优良的钢轨替代u71mn热轧钢轨在低维护铁路线路使用。
技术实现思路
1、本发明的主要目的在于提供一种接触疲劳性能优良的钢轨的制备方法,以解决现有钢轨接触疲劳性能较低的问题。
2、根据本发明的一个方面,提出一种接触疲劳性能优良的钢轨的制备方法,包括以下步骤:
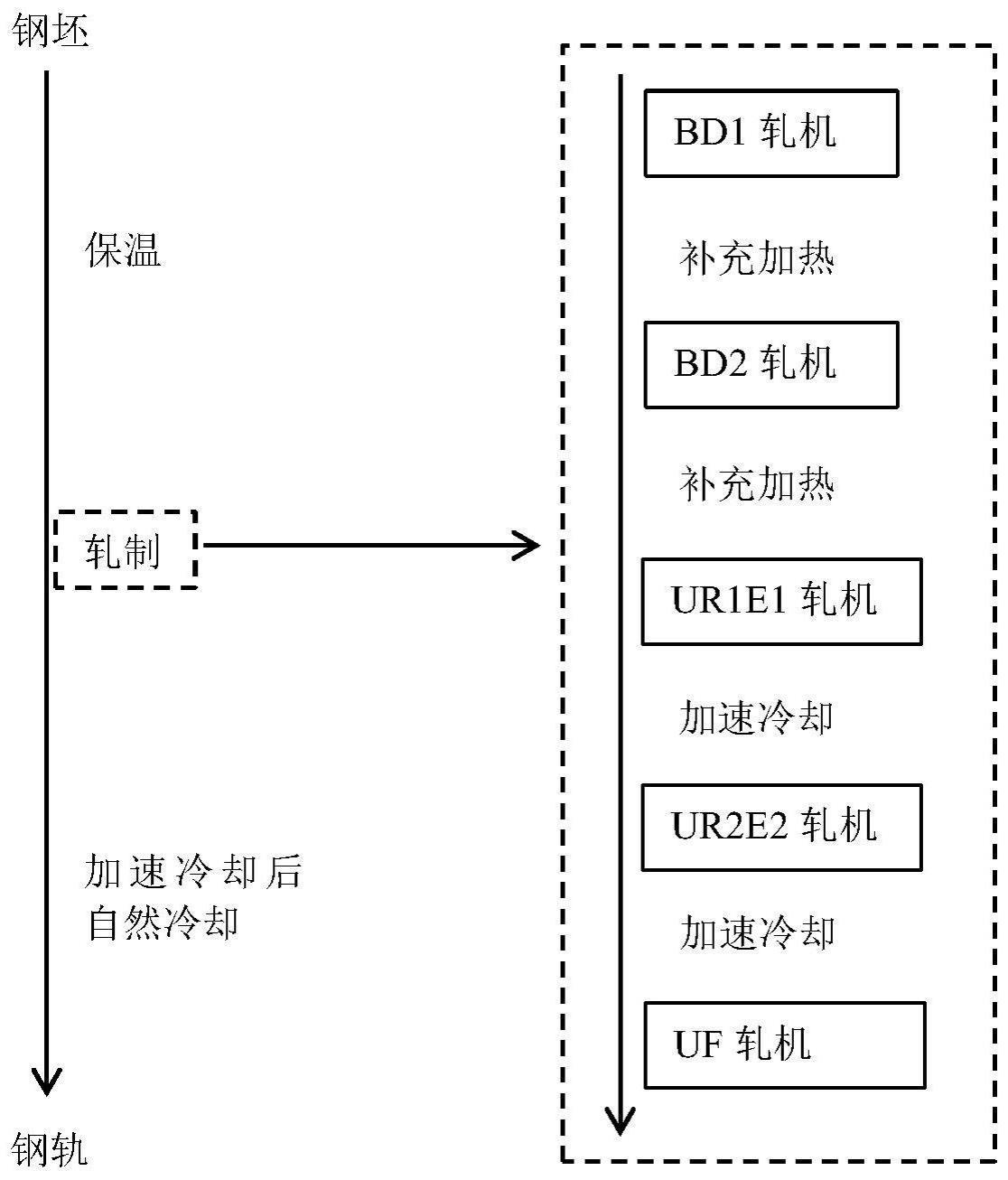
3、s1,对钢坯进行保温处理;
4、s2,利用轧制机组对保温处理后的钢坯进行轧制;
5、s3,对轧制后获得的余热钢轨依次进行加速冷却和自然冷却;
6、其中,在步骤s2中,所述轧制机组包括依次进行轧制的第一组轧机和第二组轧机,所述第一组轧机包括依次进行轧制的多个第一轧机,所述第二组轧机包括依次进行轧制的多个第二轧机;多个所述第一轧机的开轧温度为1100~1300℃,并且在依次利用两个所述第一轧机进行轧制之间,对钢坯进行补充加热;多个所述第二轧机的开轧温度为750~950℃,并且在依次利用两个所述第二轧机进行轧制之间,对钢坯进行加速冷却。
7、根据本发明的一个实施例,所述轧制机组为七机架轧机,所述第一组轧机包括依次进行轧制的bd1轧机、bd2轧机、由ur1轧机和e1轧机组成的ur1e1轧机,所述第二组轧机包括依次进行轧制的由ur2轧机和e2轧机组成的ur2e2轧机、uf轧机;
8、所述bd1轧机的开轧温度为1200~1300℃,所述bd1轧机轧制完成后对钢坯补充加热;
9、所述bd2轧机的开轧温度为1150~1250℃,所述bd2轧机轧制完成后对钢坯补充加热;
10、所述ur1e1轧机的开轧温度为1100~1200℃,所述ur1e1轧机轧制完成后对钢坯加速冷却;
11、所述ur2e2轧机的开轧温度为850~950℃,所述ur2e2轧机轧制完成后对钢坯加速冷却;
12、所述uf轧机的开轧温度为750~850℃。
13、根据本发明的一个实施例,所述ur1e1轧机轧制完成后,按照12~13℃/s的冷却速率对钢坯加速冷却;
14、所述ur2e2轧机轧制完成后,按照9.5~10.5℃/s的冷却速率对钢坯加速冷却。
15、根据本发明的一个实施例,在步骤s1中,保温温度为1250~1350℃。
16、根据本发明的一个实施例,在步骤s3中,当钢轨温度为700~750℃时开始进行加速冷却,冷却速率为2.3~2.7℃/s,当钢轨温度降至400~500℃时停止加速冷却,然后在空气中自然冷却至室温。
17、根据本发明的一个实施例,按质量百分比计,所述钢坯的化学成分为:c:0.55%~0.75%;si:0.40%~0.90%;mn:0.40%~0.80%;cr:0.25%~0.65%;cu:0.20%~0.50%;ni:0.15%~0.35%;mn+cr:1.10%~1.50%;cu+ni:0.40%~0.70%;v、nb、ti中的至少一种;其余为fe和不可避免的杂质;其中,当包含v时,v含量为0.02%~0.15%;当包含nb时,nb含量为0.01%~0.08%;当包含ti时,ti含量为0.001%~0.030%。
18、根据本发明的一个实施例,在1480mpa接触应力、0.5%滑差、500rpm转速的滚动对磨试验条件下,所述接触疲劳性能优良的钢轨的接触疲劳寿命为7.8万次
19、在根据本发明的实施例的接触疲劳性能优良的钢轨的制备方法中,通过将多个第一轧机的开轧温度设置为1100~1300℃并且在依次利用两个第一轧机进行轧制之间对钢坯进行补充加热,可以保证钢坯在第一组轧机轧制时,表面温度与内部温度差异小,提高可轧性的同时,提高钢轨内外性能均匀性,有利于改善接触疲劳性能;通过将多个第二轧机的开轧温度设置为750~950℃并且在依次利用两个第二轧机进行轧制之间对钢坯进行加速冷却,可以抑制高温回复再结晶,细化轧制后奥氏体晶粒度,进一步提高成品钢轨的接触疲劳性能。
技术特征:
1.一种接触疲劳性能优良的钢轨的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述轧制机组为七机架轧机,所述第一组轧机包括依次进行轧制的bd1轧机、bd2轧机、由ur1轧机和e1轧机组成的ur1e1轧机,所述第二组轧机包括依次进行轧制的由ur2轧机和e2轧机组成的ur2e2轧机、uf轧机;
3.根据权利要求2所述的方法,其特征在于,所述ur1e1轧机轧制完成后,按照12~13℃/s的冷却速率对钢坯加速冷却;
4.根据权利要求1所述的方法,其特征在于,在步骤s1中,保温温度为1250~1350℃。
5.根据权利要求1所述的方法,其特征在于,在步骤s3中,当钢轨温度为700~750℃时开始进行加速冷却,冷却速率为2.3~2.7℃/s,当钢轨温度降至400~500℃时停止加速冷却,然后在空气中自然冷却至室温。
6.根据权利要求1所述的方法,其特征在于,按质量百分比计,所述钢坯的化学成分为:c:0.55%~0.75%;si:0.40%~0.90%;mn:0.40%~0.80%;cr:0.25%~0.65%;cu:0.20%~0.50%;ni:0.15%~0.35%;mn+cr:1.10%~1.50%;cu+ni:0.40%~0.70%;v、nb、ti中的至少一种;其余为fe和不可避免的杂质;其中,当包含v时,v含量为0.02%~0.15%;当包含nb时,nb含量为0.01%~0.08%;当包含ti时,ti含量为0.001%~0.030%。
7.根据权利要求1所述的方法,其特征在于,在1480mpa接触应力、0.5%滑差、500rpm转速的滚动对磨试验条件下,所述接触疲劳性能优良的钢轨的接触疲劳寿命为7.8万次。
技术总结
本发明公开了一种接触疲劳性能优良的钢轨的制备方法,包括以下步骤:S1,对钢坯进行保温处理;S2,利用轧制机组对保温处理后的钢坯进行轧制;S3,对轧制后获得的余热钢轨依次进行加速冷却和自然冷却;其中,在步骤S2中,轧制机组包括依次进行轧制的第一组轧机和第二组轧机,第一组轧机包括依次进行轧制的多个第一轧机,第二组轧机包括依次进行轧制的多个第二轧机;多个第一轧机的开轧温度为1100~1300℃,并且在依次利用两个第一轧机进行轧制之间,对钢坯进行补充加热;多个第二轧机的开轧温度为750~950℃,并且在依次利用两个第二轧机进行轧制之间,对钢坯进行加速冷却。本发明能够提高钢轨的接触疲劳性能。
技术研发人员:汪渊,陈崇木,杨大巍,李若曦
受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!