关于多股纯铝扁线感应钎焊的焊接间隙控制方法与流程
本发明涉及焊接加工的,特别涉及关于多股纯铝扁线感应钎焊的焊接间隙控制方法。
背景技术:
1、钎焊是利用熔点比母材低的金属作为钎料,将钎料加热熔化后,利用液态状的钎料湿润母材,并填充接头间隙并与母材相互扩散,从而将焊件连接在一起。钎焊的加热温度低,对母材性能的影响较小,并且钎焊接头表面光滑和对焊件造成的变形较小,能够保证钎焊位置处的美观性。对于将由多股纯铝扁线形成的扁线组进行钎焊时,若需要钎焊连接的两个扁线组之间的间隙过大,使得两个扁线组钎焊连接后对应的钎料区域较大,导致两个扁线组之间的钎焊部分容易发生折断;若需要钎焊连接的两个扁线组之间的间隙过小,则无法保证钎料在纯铝扁线上的充分扩散,大大减小钎料与纯铝扁线之间的结合稳固性。可见,在对多股纯铝扁线进行钎焊过程中,需要精确控制钎焊间隙的大小,保证钎料能够与母材进行稳固的结合,同时还保证钎料本身的机械刚性。
技术实现思路
1、针对现有技术存在的缺陷,本发明提供关于多股纯铝扁线感应钎焊的焊接间隙控制方法,其采集与分析纯铝扁线组的横截面图像,以此对纯铝扁线组进行合股操作,使纯铝扁线组内部的不同股纯铝扁线紧密结合;对两个需要进行钎焊的纯铝扁线组各自的待钎焊端进行视觉测量,以此调整至少一个纯铝扁线组的端面姿态,使两个纯铝扁线组的端面平行对准;还对两个待钎焊端进行激光测量,得到两个待钎焊端的间距关系,以此对至少一个纯铝扁线组进行间隙调整,使两个纯铝扁线组的端面完全对齐,保证两者之间具有合理的间距以填充钎料进行钎焊,其通过激光测距方式进行两个纯铝扁线组的间隙测量,提高间隙测量的准确性,为了进行钎料填充提供可靠依据,使钎料能够与母材进行稳固的结合,提高钎焊区域的机械强度。
2、本发明提供关于多股纯铝扁线感应钎焊的焊接间隙控制方法,包括如下步骤:
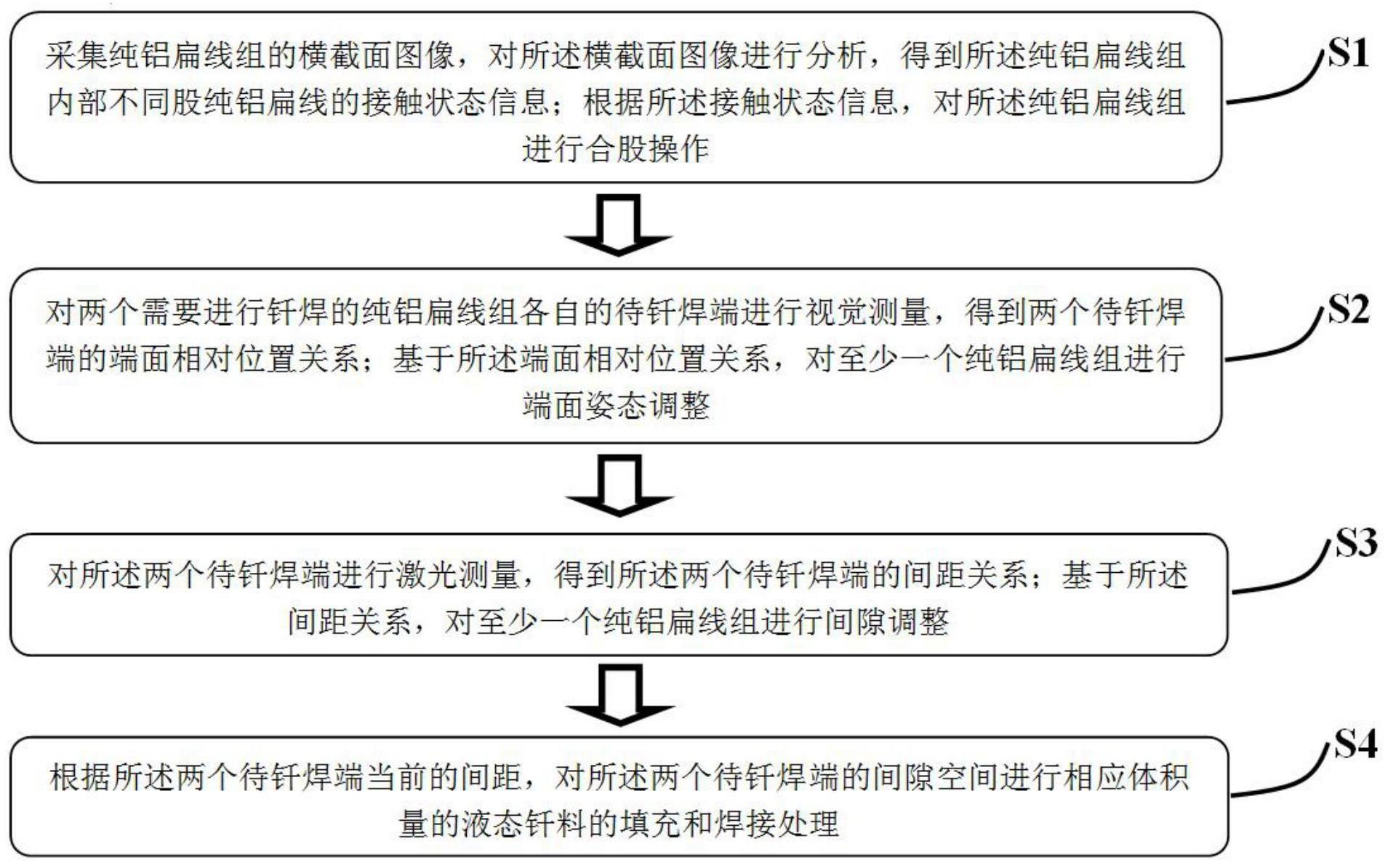
3、步骤s1,采集纯铝扁线组的横截面图像,对所述横截面图像进行分析,得到所述纯铝扁线组内部不同股纯铝扁线的邻接状态信息;根据所述邻接状态信息,对所述纯铝扁线组进行合股操作;
4、步骤s2,对两个需要进行钎焊的纯铝扁线组各自的待钎焊端进行视觉测量,得到两个待钎焊端的端面相对位置关系;基于所述端面相对位置关系,对至少一个纯铝扁线组进行端面姿态调整;
5、步骤s3,对所述两个待钎焊端进行激光测量,得到所述两个待钎焊端的间距关系;基于所述间距关系,对至少一个纯铝扁线组进行间隙调整;
6、步骤s4,根据所述两个待钎焊端当前的间距,对所述两个待钎焊端的间隙空间进行相应体积量的液态钎料的填充和焊接处理。
7、进一步,在所述步骤s1中,采集纯铝扁线组的横截面图像,对所述横截面图像进行分析,得到所述纯铝扁线组内部不同股纯铝扁线的邻接状态信息,包括:
8、对纯铝扁线组的端部横截面进行双目拍摄,得到双目横截面图像;根据所述双目横截面图像的双目视差,得到关于所述端部横截面的三维图像;
9、从所述三维图像识别得到所述端面横截面中每股纯铝扁线的端面轮廓,以此得到所述纯铝扁线组中任意相邻两股纯铝扁线之间在所述端部横截面方向上的邻接状态信息。
10、进一步,在所述步骤s1中,根据所述邻接状态信息,对所述纯铝扁线组进行合股操作,包括:
11、从所述邻接状态信息中提取所述铝扁线组中任意相邻两股纯铝扁线之间在所述端部横截面方向上的邻接缝隙大小;
12、根据所述邻接缝隙大小,确定所述纯铝扁线组内部的不同股纯铝扁线接触不紧密区域分布信息;
13、根据所述不同股纯铝扁线接触不紧密区域分布信息,对所述纯铝扁线组相应位置进行相应方向的压合合股操作或拧合合股操作。
14、进一步,在所述步骤s2中,对两个需要进行钎焊的纯铝扁线组各自的待钎焊端进行视觉测量,得到两个待钎焊端的端面相对位置关系,包括:
15、对两个需要进行钎焊的纯铝扁线组各自的待钎焊端同步进行双目拍摄,得到包含两个待钎焊端的双目图像;根据所述双目图像的双目视差,得到包含两个待钎焊端的三维图像;
16、对所述三维图像进行分析,得到所述两个待钎焊端的端面在三维空间的相对位置关系;其中,所述相对位置关系包括所述两个待钎焊端的端面在三维空间的端面夹角信息和在与纯铝扁线组的延伸方向垂直的平面上的偏移信息。
17、进一步,在所述步骤s2中,基于所述端面相对位置关系,对至少一个纯铝扁线组进行端面姿态调整,包括:
18、根据所述两个待钎焊端的端面在三维空间的端面夹角信息,调整至少一个纯铝扁线组的待钎焊端的端面在三维空间的俯仰角和/或偏航角,使所述两个待钎焊端的端面在三维空间上相互平行;
19、根据所述待钎焊端的端面在与纯铝扁线组的延伸方向垂直的平面上的偏移信息,调整至少一个纯铝扁线组在所述平面上的平移方向和平移距离,使所述两个待钎焊的端面在所述平面上相互对齐。
20、进一步,在所述步骤s3中,对所述两个待钎焊端进行激光测量,得到所述两个待钎焊端的间距关系,包括:
21、在所述两个待钎焊端各自的端面上分别选定若干测量点,对其中一个待钎焊端的每个测量点与另一个待钎焊端的每个测量点之间进行激光测距,得到若干关于其中一个待钎焊端的测量点与另一个待钎焊端的测量点之间的间距值。
22、进一步,在所述步骤s3中,基于所述间距关系,对至少一个纯铝扁线组进行间隙调整,包括:
23、判断所有间距值是否均位于预设间距范围内,若是,则保持所述两个纯铝扁线组各自的待钎焊端之间当前的间隙不变;
24、若否,则使其中一个纯铝扁线组的待钎焊端沿靠近或远离的方向相对另一个纯铝扁线组的待钎焊端平移。
25、进一步,在所述步骤s3中,还包括:
26、根据若干关于其中一个待钎焊端的测量点与另一个待钎焊端的测量点之间的间距值,得到所述两个纯铝扁线组各自的待钎焊端之间当前的加权平均间隙值,其过程为:
27、步骤s301,利用下面公式(1),根据若干关于其中一个待钎焊端的测量点到焊接点的距离以及另一个待钎焊端的测量点到焊接点的距离,对所述两个待钎焊端的测量点进行筛选,
28、
29、在上述公式(1)中,x1(a)表示第一待钎焊端的第a个测量点筛选值;x2(b)表示第二待钎焊端的第b个测量点筛选值;l1(a)表示第一待钎焊端的第a个测量点到焊接点的距离;l2(b)表示第二待钎焊端的第b个测量点到焊接点的距离;l0表示预设距离阈值;
30、若x1(a)=1,则将第一待钎焊端的第a个测量点筛选出来;
31、若x1(a)=0,则将第一待钎焊端的第a个测量点进行舍弃;
32、若x2(b)=1,则将第二待钎焊端的第b个测量点筛选出来;
33、若x2(b)=0,则将第二待钎焊端的第b个测量点进行舍弃;
34、步骤s302,利用下面公式(2),根据筛选后的其中一个待钎焊端的测量点到焊接点的距离以及另一个待钎焊端的测量点到焊接点的距离,得到相对应的其中一个待钎焊端的测量点与另一个待钎焊端的测量点之间的间距值所对应的加权权重值,
35、
36、在上述公式(2)中,g(a,b)表示筛选出来的第一待钎焊端的第a个测量点与筛选出来的第二待钎焊端的第b个测量点之间的间距值所对应的加权权重值;n表示筛选出来的第一待钎焊端的测量点总个数;m表示筛选出来的第二待钎焊端的测量点总个数;
37、步骤s303,利用下面公式(3),根据筛选后的其中一个待钎焊端的测量点与另一个待钎焊端的测量点之间的间距值以及其所对应的加权权重值,得到所述两个纯铝扁线组各自的待钎焊端之间当前的加权平均间隙值,
38、
39、在上述公式(3)中,表示筛选出来的第一待钎焊端的第a个测量点与筛选出来的第二待钎焊端的第b个测量点之间当前的加权平均间隙值。
40、进一步,在所述步骤s4中,根据所述两个待钎焊端当前的间距,对所述两个待钎焊端的间隙空间进行相应体积量的液态钎料的填充和焊接处理,包括:
41、根据所述两个待钎焊端当前的间距,确定所述两个待钎焊端之间的间隙空间体积;
42、根据所述间隙空间体积,对所述两个待钎焊端的间隙空间多次填充液态钎料;其中,多次填充的液态钎料的总体积量大于所述间隙空间体积;
43、当完成液态钎料的填充后,对所述两个待钎焊端进行定型冷却,从而完成所述两个纯铝扁线组之间的钎焊焊接。
44、相比于现有技术,该关于多股纯铝扁线感应钎焊的焊接间隙控制方法采集与分析纯铝扁线组的横截面图像,以此对纯铝扁线组进行合股操作,使纯铝扁线组内部的不同股纯铝扁线紧密结合;对两个需要进行钎焊的纯铝扁线组各自的待钎焊端进行视觉测量,以此调整至少一个纯铝扁线组的端面姿态,使两个纯铝扁线组的端面平行对准;还对两个待钎焊端进行激光测量,得到两个待钎焊端的间距关系,以此对至少一个纯铝扁线组进行间隙调整,使两个纯铝扁线组的端面完全对齐,保证两者之间具有合理的间距以填充钎料进行钎焊,其通过激光测距方式进行两个纯铝扁线组的间隙测量,提高间隙测量的准确性,为了进行钎料填充提供可靠依据,使钎料能够与母材进行稳固的结合,提高钎焊区域的机械强度。
45、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
46、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!