一种多工序集成的制造单元及制造车间的制作方法
本发明涉及内燃机缸体制造单元,具体涉及一种多工序集成的制造单元及制造车间。
背景技术:
1、批量产品生产线,特别是汽车内燃机行业零部件或总成的批量生产线的工序编排及所用设备/装置的平面布置,通常按机械加工、测量、组装、测试等,划分工序类型,将同类型工序组合成自动线,再联成生产线,便于发挥各类设备制造商的专业特长,采购到优质的生产设备。生产线设备的平面布置,通常设计为直线型或u型,便于采用辊道或桁架机械手输送工件,也方便作业人员操作机床。
2、现有技术中的生产线一般设计为直线型或u型,生产线中设备的占地面积较大,同时工件在各个装置之间的输送路径较长,存在占用空间大,因各个装置之间的输送路径较长影响生产效率的问题。
技术实现思路
1、针对现有技术中存在的缺陷,本发明的目的在于提供一种多工序集成的制造单元及制造车间,能够解决现有技术中生产线一般设计为直线型或u型,生产线中设备的占地面积较大,同时工件在各个装置之间的输送路径较长,存在占用空间大,因各个装置之间的输送路径较长影响生产效率的问题。
2、为达到以上目的,本发明采取的技术方案是:
3、一方面,提供一种多工序集成的制造单元,其包括:
4、工业机器人,其周向依次设置有上料装置、试漏装置、下料装置和装配装置;
5、控制装置,其用于控制所述上料装置将工件输送至设定位置后,控制所述工业机器人将所述工件从设定位置依次转移至所述试漏装置、所述装配装置和所述下料装置。
6、在上述技术方案的基础上,
7、在一些可选的方案中,还包括周边防护栏,其围设在所述试漏装置、装配装置和工业机器人的外侧,用于划分出制造单元区域,所述上料装置和下料装置部分位于所述制造单元区域内。
8、在一些可选的方案中,还包括传输装置,其设在所述上料装置与所述装配装置之间,包括:
9、运输传送带,其用于将所述工件运输出所述制造单元区域或将所述工件运送进所述制造单元区域;
10、传输待料组件,其设在所述运输传送带上,且位于所述工业机器人的抓取范围内,用于接收所述工件。
11、在一些可选的方案中,所述上料装置为传送带,所述运输传送带与所述上料装置平行间隔设置,并部分位于所述制造单元区域内,且所述运输传送带与所述上料装置位于所述周边防护栏的同一侧。
12、在一些可选的方案中,还包括测量筛选装置,其设置在所述上料装置上,用于测量所述工件的规格。
13、在一些可选的方案中,所述工业机器人包括:
14、机器手,其设于所述制造单元区域内,用于抓起所述工件,并可在所述上料装置、试漏装置、装配装置、下料装置之间转运所述工件;
15、操纵装置,其用于控制所述机器手转运所述工件。
16、在一些可选的方案中,所述装配装置包括:
17、装配待料区,其设在靠近所述机器手的一侧,用于存放所述机器手运输的所述工件;
18、第一装配件上料组件,其设在所述制造单元区域的外侧,用于存放第一装配件;
19、第一装配件搬运组件,其一端与所述第一装配件上料组件连接,用于转运所述第一装配件上料组件上存放的所述第一装配件至设计位置;
20、抓料组件,其用于抓放及安装所述第一装配件;
21、第一控制组件,其用于控制所述第一装配件搬运组件将所述第一装配件转运到设计位置后,使所述抓料组件抓放及安装所述第一装配件至所述工件上。
22、在一些可选的方案中,所述装配装置还包括识别组件和剔除组件,所述识别组件用于在所述第一装配件搬运组件转运所述第一装配件至设计位置后,识别所述第一装配件的品质,合格的由所述抓料组件安装至所述工件上,不合格的由所述剔除组件剔除。
23、在一些可选的方案中,所述试漏装置包括:
24、试漏机,其用于检漏所述工件;
25、试漏待料位,其设在靠近所述机器手的一侧,通过输送带连接与所述试漏机连接,用于存放所述机器手运输的所述工件;
26、试漏仪,其设置在所述制造单元区域的外侧,用于分析所述试漏机的数据;
27、液压站,其设在所述制造单元区域的外侧,与所述试漏机连接,用于驱动所述试漏机检漏;
28、第二控制组件,其用于控制所述液压站,驱动所述试漏机检漏所述工件。
29、另一方面,提供一种制造车间,其包括上述的一种多工序集成的制造单元。
30、与现有技术相比,本发明的优点在于:
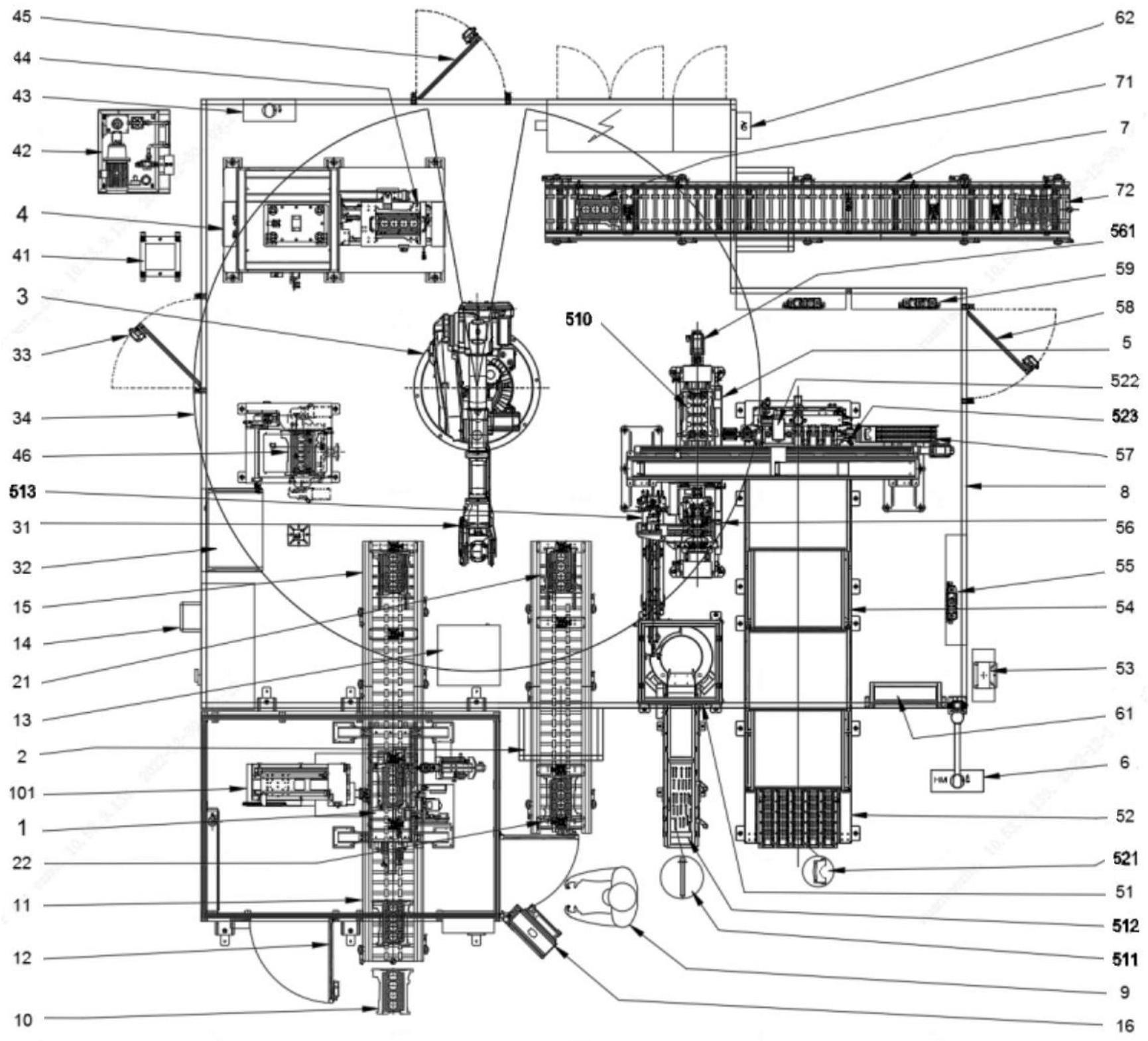
31、使用该多工序集成的制造单元时,先将上料装置、试漏装置、装配装置和下料装置绕工业机器人周向设置,使工业机器人的工作范围可以覆盖上料装置、试漏装置、装配装置和下料装置,启动控制装置,控制上料装置将工件输送至设定位置后,控制工业机器人将工件转移至试漏装置,检测后再由工业机器人将工件转移至装配装置,安装装配件后由工业机器人将工件转移至下料装置,完成一个制造流程。通过将各个装置布置在工业机器人周围,使用工业机器人进行各装置之间转移工件的流程,缩短工件在各个装置之间的输送路径,提高制造单元的工作效率,能够解决现有技术中生产线一般设计为直线型或u型,生产线中设备的占地面积较大,同时工件在各个装置之间的输送路径较长,存在占用空间大,因各个装置之间的输送路径较长影响生产效率的问题。
技术特征:
1.一种多工序集成的制造单元,其特征在于,包括:
2.如权利要求1所述的一种多工序集成的制造单元,其特征在于,还包括周边防护栏(8),其围设在所述试漏装置(4)、装配装置(5)和工业机器人(3)的外侧,用于划分出制造单元区域,所述上料装置(11)和下料装置(7)部分位于所述制造单元区域内。
3.如权利要求2所述的一种多工序集成的制造单元,其特征在于,还包括传输装置(2),其设在所述上料装置(11)与所述装配装置(5)之间,包括:
4.如权利要求3所述的一种多工序集成的制造单元,其特征在于,所述上料装置(11)为传送带,所述运输传送带(22)与所述上料装置(11)平行间隔设置,并部分位于所述制造单元区域内,且所述运输传送带(22)与所述上料装置(11)位于所述周边防护栏(8)的同一侧。
5.如权利要求3所述的一种多工序集成的制造单元,其特征在于,还包括测量筛选装置(101),其设置在所述上料装置(11)上,用于测量所述工件(10)的规格。
6.如权利要求2所述的一种多工序集成的制造单元,其特征在于,所述工业机器人(3)包括:
7.如权利要求6所述的一种多工序集成的制造单元,其特征在于,所述装配装置(5)包括:
8.如权利要求7所述的一种多工序集成的制造单元,其特征在于,所述装配装置(5)还包括识别组件(523)和剔除组件(57),所述识别组件(523)用于在所述第一装配件搬运组件(54)转运所述第一装配件(521)至设计位置后,识别所述第一装配件(521)的品质,合格的由所述抓料组件(522)安装至所述工件(10)上,不合格的由所述剔除组件(57)剔除。
9.如权利要求6所述的一种多工序集成的制造单元,其特征在于,所述试漏装置(4)包括:
10.一种制造车间,其特征在于,包括如权利要求1-9任一项所述的一种多工序集成的制造单元。
技术总结
本发明公开了一种多工序集成的制造单元及制造车间,涉及内燃机缸体制造单元技术领域,该制造单元包括工业机器人,其周向依次设置有上料装置、试漏装置、下料装置和装配装置;控制装置,其用于控制上料装置将工件输送至设定位置后,控制工业机器人将工件从设定位置依次转移至试漏装置、装配装置和下料装置。通过将各个装置布置在工业机器人周围,使用工业机器人进行各装置之间转移工件的流程,缩短工件在各个装置之间的输送路径,提高制造单元的工作效率,能够解决现有技术中生产线一般设计为直线型或U型,生产线中设备的占地面积较大,同时工件在各个装置之间的输送路径较长,存在占用空间大,因各个装置之间的输送路径较长影响生产效率的问题。
技术研发人员:阮涛柱,赵新岭,何丹,杨立学,韩亮,杜文博,党荣利,叶楠,夏泉,陈鹏
受保护的技术使用者:东风汽车股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!