一种半导体晶圆机器人传送手指的精密加工方法与流程
本申请涉及晶圆传送手指加工,尤其涉及一种半导体晶圆机器人传送手指的精密加工方法。
背景技术:
1、半导体在电子产品、5g通讯、航空航天、医疗仪器、人工智能、新能源等领域都有着广泛的应用。无论从科技或是经济发展的角度来看,半导体的重要性都是非常巨大的。今日大部分的电子产品,如计算机、智能手机或是平板电脑当中的核心单元都和半导体有着极为密切的关联。
2、晶圆传送手指是一种高精度半导体设备用的核心部件,用于抓取搬运半导体晶圆,因其厚度较薄,并且有台阶,所以很难保证其相对两面的平面度及平行度,容易变形,并且成品对其表面粗糙度的要求较高,该类薄带台阶类金属零件的精密加工一直是机械加工领域的难题,随着新材料的发现和加工工艺的不断实践完善,使薄壁带台阶等金属零件的精密切削及研磨加工思路越来越清晰。
技术实现思路
1、针对现有技术的不足,本发明提供了一种半导体晶圆机器人传送手指的精密加工方法,具有加工更精密的优点。
2、本发明提供了一种半导体晶圆机器人传送手指的精密加工方法,所述传送手指包括手指底板和手指盖板,所述手指底板具有相对设置的上表面和下表面,所述下表面包括安装槽和真空气道槽,所述真空气道槽开设于所述安装槽的底面,所述真空气道槽的一端设置有贯穿所述真空气道槽的吸附孔,所述真空气道槽的另一端设置有抽气槽;所述手指盖板的尺寸与所述安装槽的尺寸相适配,所述手指盖板通过胶粘接于所述安装槽上,将所述真空气道槽盖住,以形成真空气道,所述上表面包括日字型槽;
3、所述半导体晶圆机器人传送手指的精密加工方法包括:
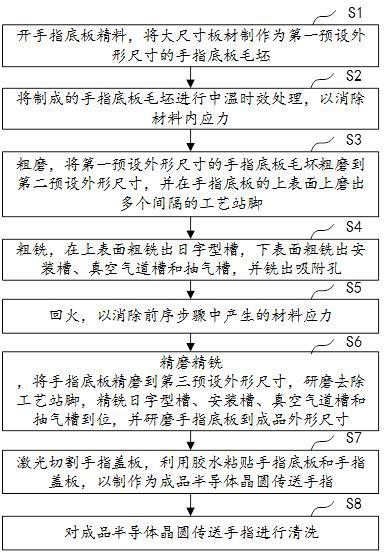
4、开手指底板精料,将大尺寸板材制作为第一预设外形尺寸的手指底板毛坯;
5、将制成的手指底板毛坯进行中温时效处理,以消除材料内应力;
6、粗磨,将第一预设外形尺寸的手指底板毛坏粗磨到第二预设外形尺寸,并在手指底板的上表面上磨出多个间隔的工艺站脚;
7、粗铣,在上表面粗铣出日字型槽,下表面粗铣出安装槽、真空气道槽和抽气槽,并铣出吸附孔;
8、回火,以消除前序步骤中产生的材料应力;
9、精磨精铣,将手指底板精磨到第三预设外形尺寸,研磨去除工艺站脚,精铣日字型槽、安装槽、真空气道槽和抽气槽到位,并研磨手指底板到成品外形尺寸;
10、激光切割手指盖板,利用胶水粘贴手指底板和手指盖板,以制作为成品半导体晶圆传送手指;
11、对成品半导体晶圆传送手指进行清洗。
12、优选地,在所述对成品半导体晶圆传送手指进行清洗完成后,还包括测量真空气道的真空气密性。
13、优选地,所述测量真空气道的真空气密性包括:
14、抽真空至抽真空至27mbar以下,27mbar以下保压0.5h,升压不超过9mbar为合格。
15、优选地,所述将制成的手指底板毛坯进行中温时效处理,以消除材料内应力中的中温时效处理包括加热至550℃,保温6h。
16、优选地,所述回火,以消除前序步骤中产生的材料应力中,回火的条件为530℃条件下保温6h。
17、优选地,所述精磨精铣,将手指底板精磨到第三预设外形尺寸,研磨去除工艺站脚,精铣日字型槽、安装槽、真空气道槽和抽气槽到位,并研磨手指底板到成品外形尺寸中,采用白刚玉砂轮,在研磨过程中上研磨油,精密研磨,控制变形,以保证相对平行度精度的要求。
18、优选地,所述精磨精铣,将手指底板精磨到第三预设外形尺寸,研磨去除工艺站脚,精铣日字型槽、安装槽、真空气道槽和抽气槽到位,并研磨手指底板到成品外形尺寸后采用羊毛轮轻轻去毛刺,以保证零件表面粗糙度要求。
19、优选地,所述手指底板材料选用sus430。
20、与现有技术相比,本发明有有益效果如下:
21、针对薄壁带台阶类金属零件的普通铣削研磨加工工艺无法保证其平面度要求,需要在指定温度回火一次,消除材料内应力,然后再粗磨粗铣,然后再回火一次去除材料内应力防止变形,且由于粗磨台阶面时需要保留站脚支撑,然后经过精磨,精铣,到最后的研磨去除台阶面站脚,研磨采用白刚玉砂轮,研磨过程中上研磨油,精密研磨,控制变形,以保证其相对面平面度精度要求,并且在最后研磨相对面并去除其台阶面站脚后,用羊毛轮轻轻去毛刺,以保证零件的表面粗糙度要求,针对该类真空吸盘类零件,需要严格保证其真空气密性,因此需要将胶水均匀涂抹,零件粘贴好后需要测量其真空气密性以保证零件的质量要求。
技术特征:
1.一种半导体晶圆机器人传送手指的精密加工方法,其特征在于,所述传送手指包括手指底板和手指盖板,所述手指底板具有相对设置的上表面和下表面,所述下表面包括安装槽和真空气道槽,所述真空气道槽开设于所述安装槽的底面,所述真空气道槽的一端设置有贯穿所述真空气道槽的吸附孔,所述真空气道槽的另一端设置有抽气槽;所述手指盖板的尺寸与所述安装槽的尺寸相适配,所述手指盖板通过胶粘接于所述安装槽上,将所述真空气道槽盖住,以形成真空气道,所述上表面包括日字型槽;
2.根据权利要求1所述的加工方法,其特征在于,在所述对成品半导体晶圆传送手指进行清洗完成后,还包括测量真空气道的真空气密性。
3.根据权利要求2所述的加工方法,其特征在于,所述测量真空气道的真空气密性包括:
4.根据权利要求1所述的加工方法,其特征在于,所述将制成的手指底板毛坯进行中温时效处理,以消除材料内应力中的中温时效处理包括加热至550℃,保温6h。
5.根据权利要求1所述的加工方法,其特征在于,所述回火,以消除前序步骤中产生的材料应力中,回火的条件为530℃条件下保温6h。
6.根据权利要求1所述的加工方法,其特征在于,在所述精磨精铣,将手指底板精磨到第三预设外形尺寸,研磨去除工艺站脚,精铣日字型槽、安装槽、真空气道槽和抽气槽到位,并研磨手指底板到成品外形尺寸中,采用白刚玉砂轮,在研磨过程中上研磨油,精密研磨,控制变形,以保证相对平行度精度的要求。
7.根据权利要求1所述的加工方法,其特征在于,在所述精磨精铣,将手指底板精磨到第三预设外形尺寸,研磨去除工艺站脚,精铣日字型槽、安装槽、真空气道槽和抽气槽到位,并研磨手指底板到成品外形尺寸后采用羊毛轮轻轻去毛刺,以保证零件表面粗糙度要求。
8.根据权利要求1所述的加工方法,其特征在于,所述手指底板材料选用sus430。
技术总结
本发明公开了一种半导体晶圆机器人传送手指的精密加工方法,包括开手指底板精料,制作第一预设外形尺寸的手指底板毛坯;将制成的手指底板毛坯进行中温时效处理;将第一预设外形尺寸的手指底板毛坏粗磨到第二预设外形尺寸,并在手指底板的上表面上磨出多个间隔的工艺站脚;在上表面粗铣出日字型槽,下表面粗铣出安装槽、真空气道槽和抽气槽,并铣出吸附孔;回火;精磨精铣,将手指底板精磨到第三预设外形尺寸,研磨去除工艺站脚,精铣日字型槽、安装槽、真空气道槽和抽气槽到位,并研磨手指底板到成品外形尺寸;激光切割手指盖板,利用胶水粘贴手指底板和手指盖板,以制作为成品半导体晶圆传送手指;对成品半导体晶圆传送手指进行清洗。
技术研发人员:付金锤,王明辉,陈文,党亚涛
受保护的技术使用者:深圳市玉沣科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!