一种具有焊接残余应力控制和裂纹预防功能的方法与流程
本发明涉及焊接,具体涉及一种具有焊接残余应力控制和裂纹预防功能的方法。
背景技术:
1、焊接是一种广泛应用的加工工艺。焊接也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。在焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。
2、在海洋工程建造领域中,焊接是关键技术,特别是在超深水大型海油平台的导管架建造中,环形封闭焊缝的拘束大、残余应力多,易出现横向裂纹。现有技术中已经提出了多种控制焊接应力和预防焊接裂纹的方法,但仍存在以下问题:
3、(1)现有控制焊接应力和预防焊接裂纹的方法,在实际使用时,存在较多局限性,从而不能很好地适应不同工件的焊接需求;
4、(2)现有控制焊接应力的方法在设计上仍存在缺陷,从而不能很好地控制焊接应力;
5、(3)现有预防焊接裂纹的方法,完成焊接后,焊接裂纹虽然有所减少,但仍存在焊接裂纹。
技术实现思路
1、为了克服现有技术的不足,本发明提供一种具有焊接残余应力控制和裂纹预防功能的方法,用于解决现有控制焊接应力和预防焊接裂纹的方法,不能很好地适应不同工件的焊接需求和控制焊接应力,以及仍存在焊接裂纹的技术问题,从而达到提高焊接质量和控制焊接残余应力的目的。
2、为解决上述问题,本发明所采用的技术方案如下:
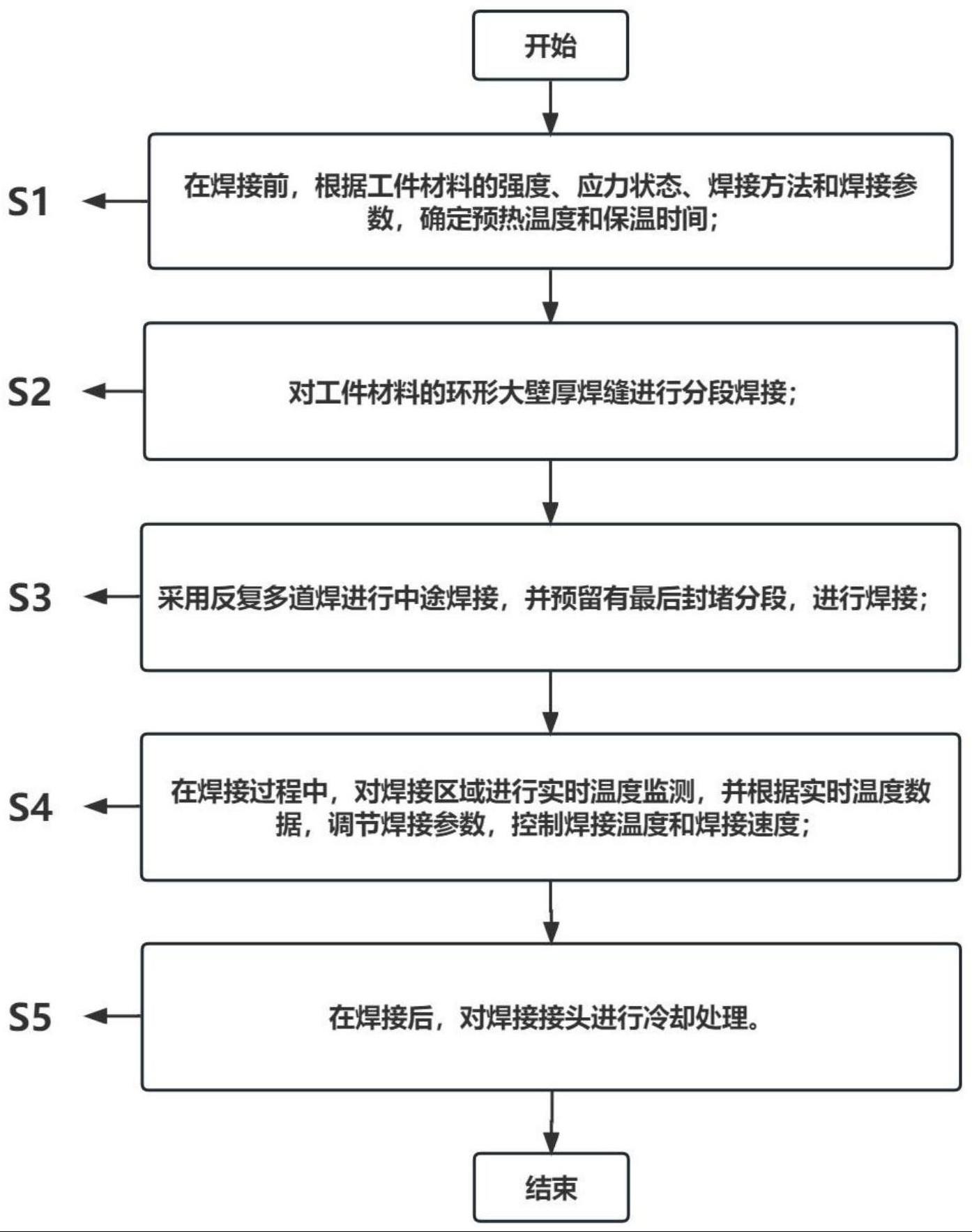
3、一种具有焊接残余应力控制和裂纹预防功能的方法,包括以下步骤:
4、在焊接前,根据工件材料的强度、应力状态、焊接方法和焊接参数,确定预热温度和保温时间;
5、对所述工件材料的环形大壁厚焊缝进行分段焊接;
6、采用反复多道焊进行中途焊接,并预留有最后封堵分段,进行焊接;
7、在焊接过程中,对焊接区域进行实时温度监测,并根据实时温度数据,调节焊接参数,控制焊接温度和焊接速度;
8、在焊接后,对焊接接头进行冷却处理。
9、作为本发明优选的实施方式,在对所述工件材料的环形大壁厚焊缝进行分段焊接时,包括:
10、将所述环形大壁厚焊缝分为若干段,按顺序进行分段焊接,后焊分段为先焊分段的应力释放孔。
11、作为本发明优选的实施方式,在采用反复多道焊进行中途焊接时,包括:
12、分段沿同一方向反复进行多层多道焊,所述分段的一端为自由端,所述自由端可自由收缩。
13、作为本发明优选的实施方式,所述多层多道焊为三层多道焊。
14、作为本发明优选的实施方式,所述最后封堵分段的尺寸范围为50-100mm。
15、作为本发明优选的实施方式,在预留有最后封堵分段,进行焊接时,包括:
16、采用smaw或者fcaw进行焊接,参数取工艺要求的下限值。
17、作为本发明优选的实施方式,在焊接前,还包括:
18、对所述工件材料进行表面清理和对接准备,检查焊接接头的符合度和间隙。
19、作为本发明优选的实施方式,对所述工件材料的环形大壁厚焊缝进行分段焊接时,包括:
20、先焊焊缝的前后端没有拘束,所述前后端可以自由收缩。
21、作为本发明优选的实施方式,对所述工件材料的环形大壁厚焊缝进行分段焊接时,包括:
22、采用smaw或者fcaw进行分段焊接。
23、作为本发明优选的实施方式,在采用fcaw进行分段焊接时的具体工艺参数,包括:
24、电极直径为1.2mm,焊接电流为210-240a,焊接电压为25-28v,热输入为1.0-2.0kj/mm。
25、相比现有技术,本发明的有益效果在于:
26、(1)本发明所提供的方法可以有效地控制焊接残余应力,减小焊接接头的变形和裂纹的风险,提高焊接接头的质量和使用寿命;
27、(2)该残余应力控制和裂纹预防的方法还可以适应不同工件的焊接需求,能够在实际应用中取得较好的效果:
28、(3)本发明所提供的方法在提升焊接质量的同时也提高了工效,并缩短施工工期。
29、下面结合附图和具体实施方式对本发明作进一步详细说明。
技术特征:
1.一种具有焊接残余应力控制和裂纹预防功能的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的具有焊接残余应力控制和裂纹预防功能的方法,其特征在于,在对所述工件材料的环形大壁厚焊缝进行分段焊接时,包括:
3.根据权利要求1所述的具有焊接残余应力控制和裂纹预防功能的方法,其特征在于,在采用反复多道焊进行中途焊接时,包括:
4.根据权利要求3所述的具有焊接残余应力控制和裂纹预防功能的方法,其特征在于,所述多层多道焊为三层多道焊。
5.根据权利要求1所述的具有焊接残余应力控制和裂纹预防功能的方法,其特征在于,所述最后封堵分段的尺寸范围为50-100mm。
6.根据权利要求1或5所述的具有焊接残余应力控制和裂纹预防功能的方法,其特征在于,在预留有最后封堵分段,进行焊接时,包括:
7.根据权利要求1所述的具有焊接残余应力控制和裂纹预防功能的方法,其特征在于,在焊接前,还包括:
8.根据权利要求1所述的具有焊接残余应力控制和裂纹预防功能的方法,其特征在于,对所述工件材料的环形大壁厚焊缝进行分段焊接时,包括:
9.根据权利要求1所述的具有焊接残余应力控制和裂纹预防功能的方法,其特征在于,对所述工件材料的环形大壁厚焊缝进行分段焊接时,包括:
10.根据权利要求9所述的具有焊接残余应力控制和裂纹预防功能的方法,其特征在于,在采用fcaw进行分段焊接时的具体工艺参数,包括:
技术总结
本发明公开了一种具有焊接残余应力控制和裂纹预防功能的方法,包括以下步骤:在焊接前,根据工件材料的强度、应力状态、焊接方法和焊接参数,确定预热温度和保温时间;对工件材料的环形大壁厚焊缝进行分段焊接;采用反复多道焊进行中途焊接,并预留有最后封堵分段,进行焊接;在焊接过程中,对焊接区域进行实时温度监测,并根据实时温度数据,调节焊接参数,控制焊接温度和焊接速度;在焊接后,对焊接接头进行冷却处理。本发明用于解决现有控制焊接应力和预防焊接裂纹的方法,不能很好地适应不同工件的焊接需求和控制焊接应力,以及仍存在焊接裂纹的技术问题,从而达到提高焊接质量和控制焊接残余应力的目的。
技术研发人员:王民锋,朱化学,韦生,黄存超,王志强,胡国民,赵马平,杨珣梁,孟祥义,李东,林长玖,张旭,李广军,刘金刚
受保护的技术使用者:中海福陆重工有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!