一种无取向硅钢热轧带钢的制备方法及带钢与流程
本申请涉及热轧生产,尤其涉及一种无取向硅钢热轧带钢的制备方法及带钢。
背景技术:
1、新能源汽车是促进国家绿色发展的重要一环,新能源汽车电机用无取向硅钢需要具备低铁损、高磁感、高抗拉强度等要求,一般是低速下具有高磁感,高速下具有低铁损和高强度。新能源汽车电机用无取向硅钢对磁性能要求越来越高,铁损不高于12w/kg,同时磁感不低于1.65t是目前新能源汽车标杆车企的标准。
2、新能源汽车电机用无取向硅钢的硅含量增加到3.5重量%以上,厚度减薄至2mm更有利于降低铁损,但现有工艺技术只能稳定生产硅含量在3.4重量%及以下、厚度在2.3mm以上的无取向硅钢,热轧无法稳定批量制备成为制约新能源汽车高效应用及发展需求的瓶颈。
技术实现思路
1、本申请提供了一种无取向硅钢热轧带钢的制备方法及带钢,以解决现有技术中的无取向硅钢无法兼顾高硅含量及薄规格的技术问题。
2、第一方面,本申请提供了一种无取向硅钢热轧带钢的制备方法,=所述方法包括:
3、得到具有设定化学成分的板坯;
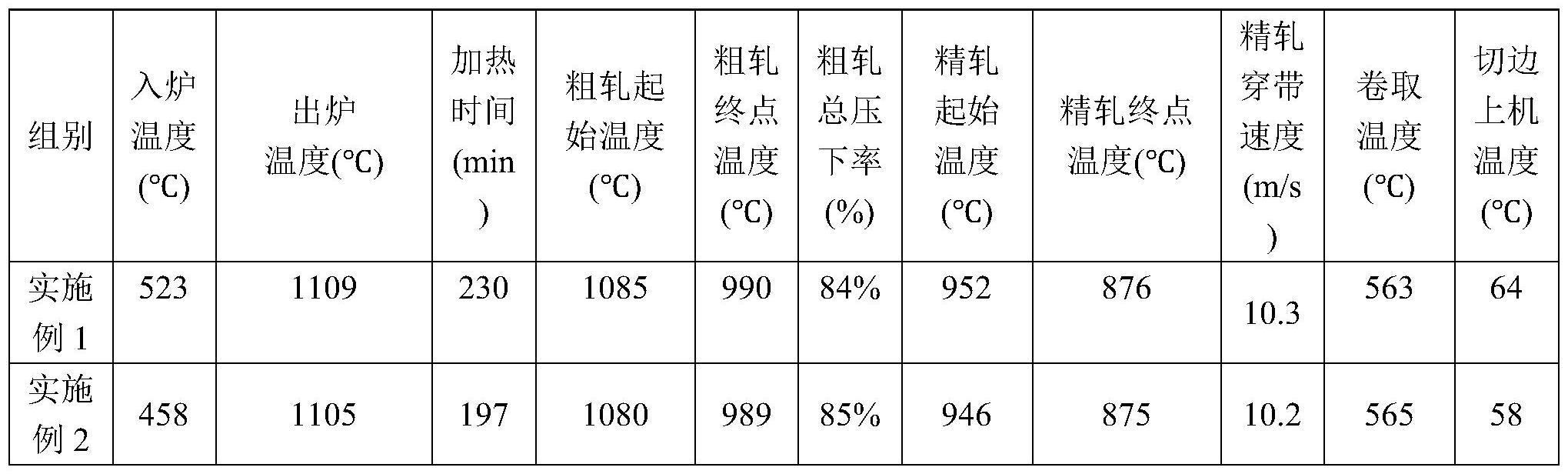
4、在设定入炉温度、设定出炉温度和设定加热时间的条件下,对所述板坯进行加热;
5、在设定粗轧起始温度、设定粗轧终点温度和设定粗轧总压下率的条件下,对加热后的所述板坯进行粗轧;
6、在设定精轧起始温度、设定精轧终点温度和设定精轧穿带速度的条件下,对粗轧后的所述板坯进行精轧;
7、对精轧后的所述板坯进行冷却;
8、在设定卷取温度的条件下,对冷却后的所述板坯进行卷取;
9、在设定切边上机温度的条件下,对卷取后的所述板坯进行切边,得到无取向硅钢热轧带钢;其中,
10、所述设定入炉温度为≥300℃,所述设定出炉温度为≤1120℃,所述设定加热时间为≥150min;
11、所述设定精轧起始温度为940℃-960℃,所述设定精轧终点温度为≥840℃,所述设定精轧穿带速度为10m/s。
12、可选的,所述设定入炉温度为300℃-800℃,所述设定出炉温度为1070℃-1120℃。可选的,所述设定精轧终点温度为840℃-900℃。
13、可选的,所述设定粗轧起始温度为1060℃-1090℃,所述设定粗轧终点温度为≥970℃。
14、可选的,所述设定粗轧终点温度为970℃-1000℃。
15、可选的,所述设定粗轧总压下率为≥83%。
16、可选的,所述设定化学成分包括:c:<0.005重量%,si:3.5重量%-4.0重量%,mn:
17、0.2重量%-0.6重量%,als:0.6重量%-1.0重量%。
18、可选的,所述设定卷取温度为500℃-600℃。
19、可选的,所述设定切边上机温度为50℃-80℃。
20、第二方面,本申请提供了一种无取向硅钢热轧带钢,所述热轧带钢由第一方面所述的方法制备得到,所述热轧带钢的厚度为2mm,所述热轧带钢的对应的成品磁感
21、b800≥1.65t。
22、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
23、本申请实施例提供的一种无取向硅钢热轧带钢的制备方法,通过在加热阶段控制各工艺参数,保证低温短时加热情况下,满足高硅薄规格的轧制稳定性,避免出炉温度偏高导致后续成品磁性能的恶化,同时控制粗轧工序的压下量,降低过程温降,限制穿带速度,提升精轧轧制稳定性,使热轧钢带能够压至目标厚度,同时稳定批量产出,避免了现有技术中生产高硅含量及薄规格硅钢时出现废钢、质量不合格偏多的问题。
技术特征:
1.一种无取向硅钢热轧带钢的制备方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述设定入炉温度为300℃-800℃,所述设定出炉温度为1070℃-1120℃。
3.根据权利要求1所述的方法,其特征在于,所述设定精轧终点温度为840℃-900℃。
4.根据权利要求1所述的方法,其特征在于,所述设定粗轧起始温度为1060℃-1090℃,所述设定粗轧终点温度为≥970℃。
5.根据权利要求4所述的方法,其特征在于,所述设定粗轧终点温度为970℃-1000℃。
6.根据权利要求1所述的方法,其特征在于,所述设定粗轧总压下率为≥83%。
7.根据权利要求1所述的方法,其特征在于,所述设定化学成分包括:c:<0.005重量%,si:3.5重量%-4.0重量%,mn:0.2重量%-0.6重量%,als:0.6重量%-1.0重量%。
8.根据权利要求1所述的方法,其特征在于,所述设定卷取温度为500℃-600℃。
9.根据权利要求1所述的方法,其特征在于,所述设定切边上机温度为50℃-80℃。
10.一种无取向硅钢热轧带钢,其特征在于,所述热轧带钢由权利要求1-6任一项所述的方法制备得到,所述热轧带钢的厚度为2mm,所述热轧带钢的对应的成品磁感b800≥1.65t。
技术总结
本申请涉及一种无取向硅钢热轧带钢的制备方法及带钢,属于热轧生产技术领域,通过在加热阶段控制各工艺参数,保证低温短时加热情况下,满足高硅薄规格的轧制稳定性,避免出炉温度偏高导致后续成品磁性能的恶化,同时控制粗轧工序的压下量,降低过程温降,限制穿带速度,提升精轧轧制稳定性,使热轧钢带能够压至目标厚度,同时稳定批量产出,避免了现有技术中生产高硅含量及薄规格硅钢时出现废钢、质量不合格偏多的问题。
技术研发人员:焦晋沙,曹瑞芳,朱玉秀,姬凤川,王淑志,曹恒,陈俊男,霍光帆,焦彦龙,李春元,武巧玲,罗旭烨,李玉鹏,王伦
受保护的技术使用者:北京首钢股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!