一种在线机脚焊接设备的制作方法
本发明涉及工件上料焊接设备,尤其涉及一种在线机脚焊接设备。
背景技术:
1、在压缩机壳体自动化产线中,需要将机脚焊接至壳体的对应位置。完整加工过程需要执行以下步骤,壳体、机脚的上料,位姿定位校正以及二者的对位及焊接。现有设备中有部分工序需要人工参入,从而影响整体的加工效率和焊接质量。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种在线机脚焊接设备,以解决现在设备需要人工参入影响加工效率和质量的技术问题。
2、为实现上述目的,本发明采用以下技术方案:
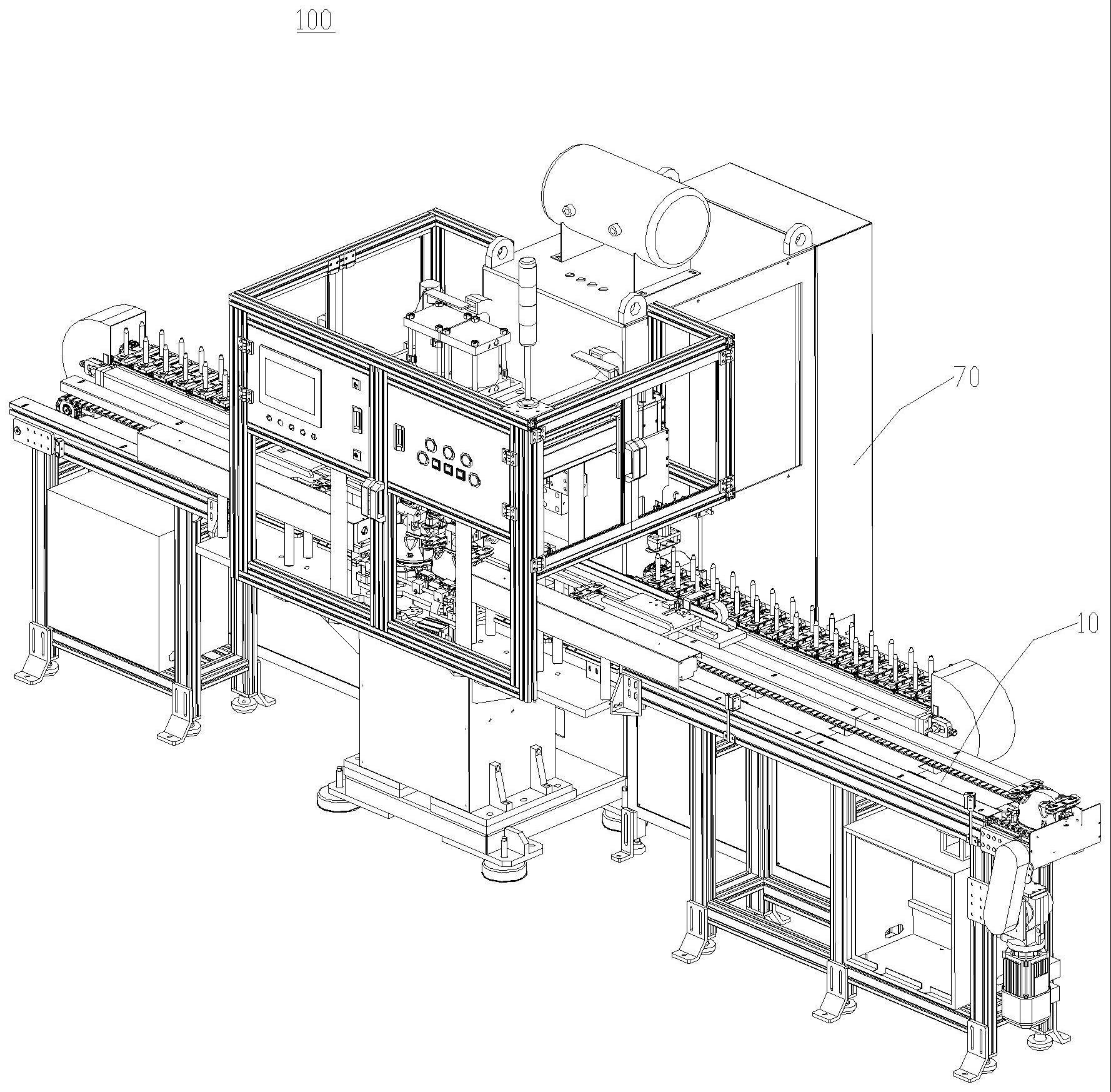
3、本发明实施例提供了一种在线机脚焊接设备,其包括:壳体上下料机构,机脚上料机构,壳体定心机构和焊接机构;
4、所述壳体上下料机构用于将壳体移送至所述壳体定心机构执行定心动作,并在所述焊接机构完成焊接动作后将其移出下料;
5、所述机脚上料机构用于执行机脚上料以及定位动作,并将机脚送至与壳体焊接位对接;
6、所述壳体定心机构用于将所述壳体上下料机构上料的壳体进行中心校正定位;
7、所述焊接机构用于将壳体与机脚在对应位置执行焊接动作。
8、其中,所述机脚上料机构包括:上料组件,支撑座,中转组件,连接于所述支撑座上的转移组件和抓料组件;
9、所述上料组件用于将机脚输送至所述转移组件;
10、所述转移组件连接于所述支撑座,所述转移组件用于将所述上料组件上的机脚逐一取出并转移至所述中转组件处;
11、所述中转组件用于将所述转移组件转移的机脚再次移送至所述抓料组件处;
12、所述抓料组件用于将所述中转组件上的机脚抓取并与壳体对位。
13、其中,所述转移组件包括:移动装置以及受控于所述移动装置移动的转移夹爪;所述移动装置包括:横向移动模组以及受控于所述横向移动模组移动的竖向移动模组,所述转移夹爪连接于所述竖向移动模组的升降端;其中,所述转移夹爪包括:吸嘴气缸,连接于所述吸嘴气缸上远离吸嘴一端的支撑件,连接于所述吸嘴气缸近于吸嘴一端的定位脚,连接于所述支撑件上的传感器,活动连接于所述支撑件上的升降杆以及套接于所述升降杆的弹簧;当所述转移夹爪受控下降至所述定位脚与机脚接触时,所述升降杆的下端部抵顶机脚以致所述升降杆的顶端上移,所述传感器检测所述升降杆的位移信号以启动所述吸嘴气缸吸附机脚,当升降杆与机脚处于非接触状态时,所述升降杆在所述弹簧的作用下自动复位。
14、其中,所述中转组件包括:中转支架,连接于所述中转支架上的导轨,滑动连接于所述导轨上的滑板以及驱动所述滑板沿所述导轨线性往复移动的驱动机构,所述滑板的前端还设有与机脚对应的机脚定位部。
15、其中,所述抓料组件包括:连接板,连接于所述连接板上的驱动气缸,铰接于所述驱动气缸的伸缩端的第一开合夹臂和第二开合夹臂,所述第一开合夹臂和所述第二开合夹臂对称设置;当所述驱动气缸的伸缩端伸出时,驱动所述第一开合夹臂和所述第二开合夹臂相向转动以致夹口夹持机脚;反之,所述第一开合夹臂和所述第二开合夹臂反向转动以打开夹口;其中,所述第一开合夹臂和所述第二开合夹臂结构相同,均包括:铰接臂,垂直连接于所述铰接臂的端部的l型旋转臂以及连接于所述l型旋转臂的末端的夹爪;其中,所述铰接臂的两端分别与所述驱动气缸的伸缩端和所述l型旋转臂转动连接,所述l型旋转臂的中部转动连接于所述连接板。
16、其中,所述支撑座上对称设有两组所述转移组件和所述抓料组件;所述支撑座的前后两侧还各设有一组所述上料组件和所述中转组件,以致一次同步完成两个机脚上料动作。
17、其中,所述壳体定心机构包括:连接座、转盘、驱动组件、定心组件以及轴承;
18、所述连接座具有顶面和底面,所述连接座的中部设有贯穿的通孔;
19、所述轴承连接于所述连接座的底面,且所述轴承与所述通孔同轴设置;
20、所述转盘连接于所述轴承的外环;
21、所述定心组件设有至少三组,所述定心组件连接于所述连接座的顶面且环绕设置于所述通孔周缘;
22、所述驱动组件连接于所述连接座,用于驱动所述转盘沿所述轴承转动,同步驱动所述定心组件伸缩动作,以实现对工件的定心。
23、其中,所述定心组件包括:连接于所述连接座的导向块,滑动连接于所述导向块的伸缩杆,垂直连接于所述伸缩杆中部的导向杆,以及转动连接于所述伸缩杆的端部的滚轮;其中,所述导向块内设有一底部开口的导向槽,所述伸缩杆设置于所述导向槽内,所述导向杆穿设于底部开口,所述导向杆的下端部插接于传动块,所述传动块固定连接于所述转盘,且所述传动块上设有弧形导槽,所述导向杆的下端部插接于所述弧形导槽;当所述转盘转动设定角度时,同步带动所述传动块旋转,以致传动块带动所述导向杆,驱动所述伸缩杆沿着导向槽向所述通孔方向伸缩动作。
24、其中,所述连接座上沿工件上下料方向还设置有两个顶料组件,两个所述顶料组件以所述通孔对称设置,所述顶料组件用于将工件向上顶升至定心工位处,所述顶料组件包括:连接于所述连接座的顶面的顶料气缸,连接于所述顶料气缸的伸缩端的顶块,分别设置于所述顶块两侧的导向件,以及转动连接于所述导向件的前端的旋转块;其中,所述顶块的前端设有坡面,所述旋转块的后端至少部分位于所述坡面上;当所述顶料气缸启动伸出时,驱动所述顶块沿着所述导向件的引导方向向旋转块移动,以致旋转块的前端以所述导向件转动,后端向上抬升将工件顶起。
25、其中,所述连接座上还设有挡料组件,所述挡料组件位于所述通孔内部,所述挡料组件用于将传送的工件阻挡并停止前移;其中,所述挡料组件包括:连接于所述连接座的挡料气缸,连接于所述挡料气缸的伸缩端的连接板,以及连接于所述连接板上的至少一个档杆;其中,所述顶块的前端还设有与所述档杆数目对应的开口槽,当顶块被顶料气缸顶出时,所述档杆穿设于所述开口槽。
26、本发明的在线机脚焊接设备,其通过壳体上料机构机和脚上料机构分别完成自动的壳体和机脚上料,并通过壳体定心组件快速准确完成壳体的定心校正,最终将壳体与机脚对位焊接,整个工艺过程均通过设备自动化完成,加工效率高,质量可靠稳定。
27、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明技术手段,可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征及优点能够更明显易懂,以下特举较佳实施例,详细说明如下。
技术特征:
1.一种在线机脚焊接设备,其特征在于,包括:壳体上下料机构,机脚上料机构,壳体定心机构和焊接机构;
2.如权利要求1所述的在线机脚焊接设备,其特征在于,所述机脚上料机构包括:上料组件,支撑座,中转组件,连接于所述支撑座上的转移组件和抓料组件;
3.根据权利要求2所述的在线机脚焊接设备,其特征在于,所述转移组件包括:移动装置以及受控于所述移动装置移动的转移夹爪;所述移动装置包括:横向移动模组以及受控于所述横向移动模组移动的竖向移动模组,所述转移夹爪连接于所述竖向移动模组的升降端;其中,所述转移夹爪包括:吸嘴气缸,连接于所述吸嘴气缸上远离吸嘴一端的支撑件,连接于所述吸嘴气缸近于吸嘴一端的定位脚,连接于所述支撑件上的传感器,活动连接于所述支撑件上的升降杆以及套接于所述升降杆的弹簧;当所述转移夹爪受控下降至所述定位脚与机脚接触时,所述升降杆的下端部抵顶机脚以致所述升降杆的顶端上移,所述传感器检测所述升降杆的位移信号以启动所述吸嘴气缸吸附机脚,当升降杆与机脚处于非接触状态时,所述升降杆在所述弹簧的作用下自动复位。
4.根据权利要求2所述的在线机脚焊接设备,其特征在于,所述中转组件包括:中转支架,连接于所述中转支架上的导轨,滑动连接于所述导轨上的滑板以及驱动所述滑板沿所述导轨线性往复移动的驱动机构,所述滑板的前端还设有与机脚对应的机脚定位部。
5.根据权利要求2所述的在线机脚焊接设备,其特征在于,所述抓料组件包括:连接板,连接于所述连接板上的驱动气缸,铰接于所述驱动气缸的伸缩端的第一开合夹臂和第二开合夹臂,所述第一开合夹臂和所述第二开合夹臂对称设置;当所述驱动气缸的伸缩端伸出时,驱动所述第一开合夹臂和所述第二开合夹臂相向转动以致夹口夹持机脚;反之,所述第一开合夹臂和所述第二开合夹臂反向转动以打开夹口;其中,所述第一开合夹臂和所述第二开合夹臂结构相同,均包括:铰接臂,垂直连接于所述铰接臂的端部的l型旋转臂以及连接于所述l型旋转臂的末端的夹爪;其中,所述铰接臂的两端分别与所述驱动气缸的伸缩端和所述l型旋转臂转动连接,所述l型旋转臂的中部转动连接于所述连接板。
6.根据权利要求2至5任意一项所述的在线机脚焊接设备,其特征在于,所述支撑座上对称设有两组所述转移组件和所述抓料组件;所述支撑座的前后两侧还各设有一组所述上料组件和所述中转组件,以致一次同步完成两个机脚上料动作。
7.根据权利要求1所述的在线机脚焊接设备,其特征在于,所述壳体定心机构包括:连接座、转盘、驱动组件、定心组件以及轴承;
8.根据权利要求7所述的在线机脚焊接设备,其特征在于,所述定心组件包括:连接于所述连接座的导向块,滑动连接于所述导向块的伸缩杆,垂直连接于所述伸缩杆中部的导向杆,以及转动连接于所述伸缩杆的端部的滚轮;其中,所述导向块内设有一底部开口的导向槽,所述伸缩杆设置于所述导向槽内,所述导向杆穿设于底部开口,所述导向杆的下端部插接于传动块,所述传动块固定连接于所述转盘,且所述传动块上设有弧形导槽,所述导向杆的下端部插接于所述弧形导槽;当所述转盘转动设定角度时,同步带动所述传动块旋转,以致传动块带动所述导向杆,驱动所述伸缩杆沿着导向槽向所述通孔方向伸缩动作。
9.根据权利要求7所述的在线机脚焊接设备,其特征在于,所述连接座上沿工件上下料方向还设置有两个顶料组件,两个所述顶料组件以所述通孔对称设置,所述顶料组件用于将工件向上顶升至定心工位处,所述顶料组件包括:连接于所述连接座的顶面的顶料气缸,连接于所述顶料气缸的伸缩端的顶块,分别设置于所述顶块两侧的导向件,以及转动连接于所述导向件的前端的旋转块;其中,所述顶块的前端设有坡面,所述旋转块的后端至少部分位于所述坡面上;当所述顶料气缸启动伸出时,驱动所述顶块沿着所述导向件的引导方向向旋转块移动,以致旋转块的前端以所述导向件转动,后端向上抬升将工件顶起。
10.根据权利要求9所述的在线机脚焊接设备,其特征在于,所述连接座上还设有挡料组件,所述挡料组件位于所述通孔内部,所述挡料组件用于将传送的工件阻挡并停止前移;其中,所述挡料组件包括:连接于所述连接座的挡料气缸,连接于所述挡料气缸的伸缩端的连接板,以及连接于所述连接板上的至少一个档杆;其中,所述顶块的前端还设有与所述档杆数目对应的开口槽,当顶块被顶料气缸顶出时,所述档杆穿设于所述开口槽。
技术总结
本发明公开了一种在线机脚焊接设备,其包括:壳体上下料机构,机脚上料机构,壳体定心机构和焊接机构;所述壳体上下料机构用于将壳体移送至所述壳体定心机构执行定心动作,并在所述焊接机构完成焊接动作后将其移出下料;所述机脚上料机构用于执行机脚上料以及定位动作,并将机脚送至与壳体焊接位对接;所述壳体定心机构用于将所述壳体上下料机构上料的壳体进行中心校正定位;所述焊接机构用于将壳体与机脚在对应位置执行焊接动作。其通过壳体上料机构机和脚上料机构分别完成自动的壳体和机脚上料,并通过壳体定心组件快速准确完成壳体的定心校正,最终将壳体与机脚对位焊接,整个工艺过程均通过设备自动化完成,加工效率高,质量可靠稳定。
技术研发人员:金建国,陈双全,李文才
受保护的技术使用者:深圳市鹏煜威科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!