一种环形件快速定位线切割夹具的制作方法
本发明涉及机械加工领域,具体为一种环形件快速定位线切割夹具。
背景技术:
1、在航天航空领域有截面如图1所示的板片8,这种板片8主要应用于航空发动机,其作用主要是对航空发动机内的气体进行导流,保证气体在发动机内稳定的流动,进而保证航空发动机正常运行。
2、但生产板片时,企业通常先加工环形件,环形件除长度外其他特征与板片8完全一致,最后将环形件切割成所需的板片8,但板片8两端的板片侧边81均向里倾斜,设该角度为a°,且由于板片8应用于航空领域,对机械零件的精密要求高,为了使得每片板片8的尺寸达到要求精度,通常还需要对板片侧边81进行精加工。
3、在现有技术中,对板片8的精加工一般采用线切割工艺,通常在进行线切割之前,先用一般切割设备将环形件切割成尺寸略大的板片8,在对尺寸略大的板片8装夹,利用线切割设备对板片侧边81进行加工,加工完一侧后,通过180°旋转板片8对另一侧的板片侧边81进行加工,这样就可以完成板片侧边81向内倾斜a°的精加工。
4、但现有技术中将环形件先切割成尺寸略大的板片8,再通过线切割加工板片侧边81,加工完板片8一端的侧边后,还需要旋转180°重新装夹定位,才能加工另一端的侧边,使得加工工序繁琐,效率低下。
技术实现思路
1、本发明的目的在于提供一种环形件快速定位线切割夹具,用以解决上述提到的现有技术中加工板片时,先将环形件切割为尺寸较大的板片,再进行两端的线切割,导致加工工序繁琐,效率低下的技术问题。
2、为了解决上述问题,本发明所采用的技术方案如下:一种环形件快速定位线切割夹具,包括底座、用于压紧环形件的夹紧组件、和定位组件,其特征在于:所述夹紧组件与所述底座转动连接,所述定位组件包括设有底座右端的定位斜块,经切割后的环形件延伸至定位斜块时,环形件的切割面与定位斜块的倾斜面共面;以及设于底座左侧定位柱和定位斜面,定位斜面上设有与定位柱配合的凹槽,定位柱支撑起夹紧组件时,基准面处于竖直状态,环形件在基准面处的切面与基准面的角度为90-a;夹紧组件直接与定位斜面配合时,环形件在基准面处的切面与竖直平面的角度为90+a。。
3、本实施方案的有益效果在于:
4、1、现有技术中,加工板片时,先将环形件切割为尺寸略大的板片,再利用线切割完成板片两端侧边的精加工。而本方案,利用中间体和压块将环形件固定在容纳槽内,利用容纳槽与底座上的定位斜块的距离准确的定位切割的板片,不需要先将板片切割为尺寸略大的板片再进行精加工,跳过这一工段,提高了加工效率。
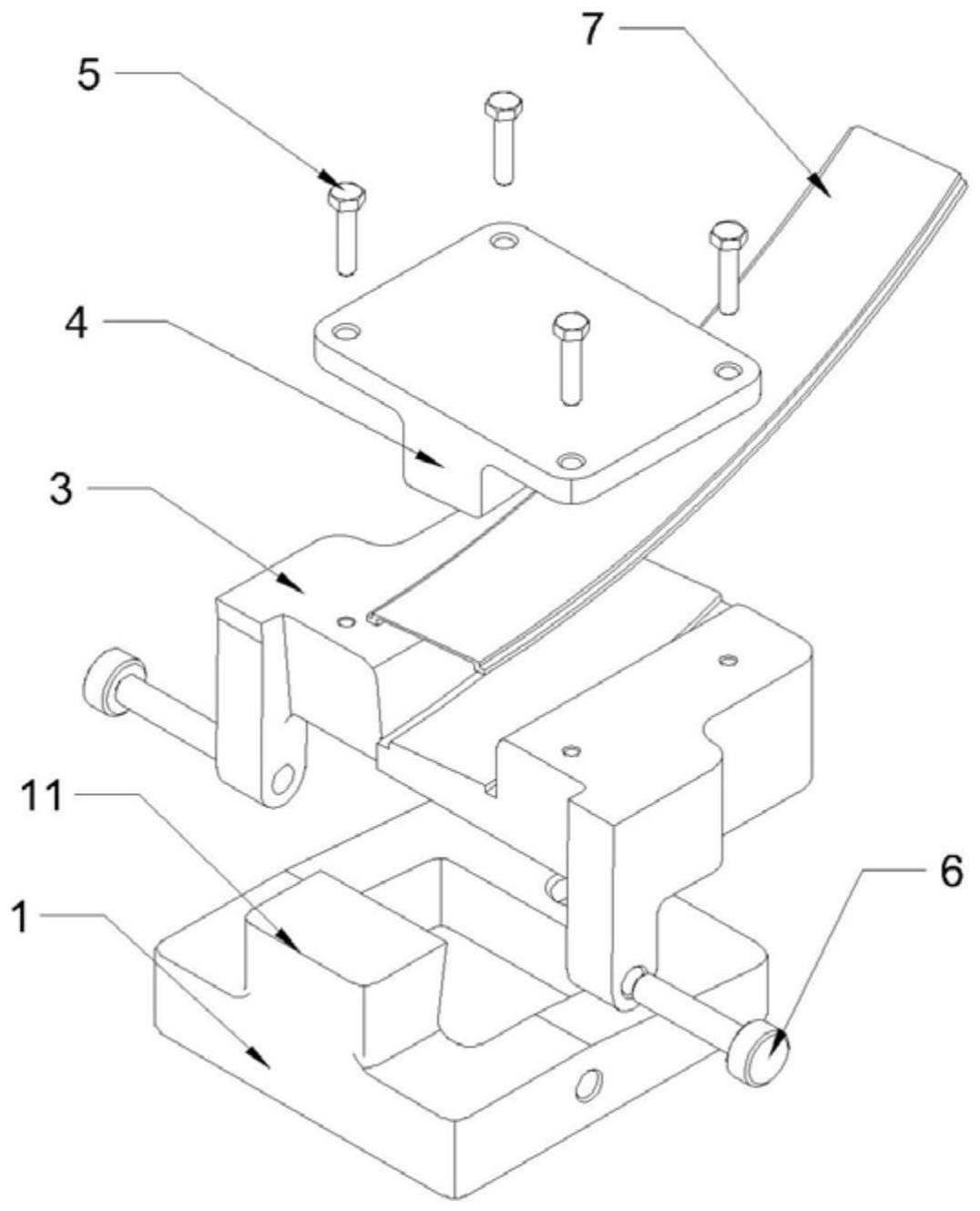
5、2、板片的侧边均向里倾斜a°,现有技术加工这种倾角时,需要先线切割板片的一端,线切割结束后,将板片旋转180°,再装夹板片,线切割另一端,工序复杂,而本方案的中夹紧组件和底座是旋转的,而底座设有定位斜面,因此在加工板片时,如图7所述,在凹槽上安装定位柱,中间体被抬起并沿旋转轴向上旋转,导致环形体在基准面处的切面与基准面的角度为90-a,进而使得线切割的切割丝垂直切割即可获得向里倾斜a°的板片侧边。加工完一端后,仅需要将环形件向前推动抵紧定位斜块,抬起中间体,将定位柱取下,如图8所示,中间体与底座贴合,导致环形件在基准面处的切面与竖直平面的角度为90+a。,进而使得线切割切割丝垂直切割即可获得向里倾斜a°的另一侧边,与现有结束相比,本申请不需要重新调整装夹,也无需旋转工件。其效率大大提升。
6、3、由于现有技术中,先将环形件初步切割为尺寸略大的板片,再进行线切割精加工,而本方案直接对环形件进行一步到位的线切割精加工,因此减少了对板片材料的损耗,使得同一环形件产出板片数量增加,节约了成本,更加绿色环保。
7、进一步,所述夹紧组件设有中间体,所述中间体设有可容纳环形件的容纳槽,所述中间体上顶面连接有可压入容纳槽的压块,所述容纳槽的底部为弧形弯曲的弧面,其弧度与环形件弧度一致。与环形件弧度一致的容纳槽使得环形件在容纳腔被压紧时可以很好的贴合容纳槽的底部,不容易晃动。
8、进一步,所述压块的下底面设有与压块为一体的压紧凸棱,所述压紧凸棱外轮廓尺寸与容纳槽内轮廓尺寸一致。和容纳槽一致的压紧凸棱设计使得压块在向下压紧环形件时,可以进入容纳槽中,且容纳槽的凹陷弧度与环形件一致,因此压块在压紧环形件时,与容纳槽底部弧度一致,不会使得环形体的弧度变形。
9、进一步,所述定位斜块面向容纳槽的侧面为倾斜面,倾斜面与定位斜块底面的倾角为90°+a°。倾斜面的设计使得对环形件第二次切割时,向前推动环形件,环形件第一次切割的倾斜的侧边可以和倾斜面贴合,使得实际操作时,更加方便推动环形件与倾斜面抵紧。
10、进一步,所述凹槽位于底座定位斜面的中部。位于中部的凹槽使得中间体在重力作用下可以很好的压在定位柱,使得定位柱在中间体的中轴线上,可以很好的给予中间体支撑。
11、进一步,所述中间体在位于所述凹槽的正上方位置上设有与定位柱配合的凹坑。使得定位柱在顶起中间体时,与中间体的接触从面积接触变成立体的接触,使得夹具整体更加稳定。
12、进一步,还设有销轴,所述中间体下端设有耳板,所述耳板设有中间体销轴孔,所述底座设有底座销轴孔,所述中间体和所述底座通过销轴依次穿过中间体销轴孔与底座销轴孔转动连接。销轴的设计设定底座中间体,和压板容易可拆卸,当不使用时,可以拆卸开,方便后期清理灰尘,废屑,擦油保养。
技术特征:
1.一种环形件快速定位线切割夹具,包括底座、用于压紧环形件的夹紧组件、和定位组件,其特征在于:所述夹紧组件与所述底座转动连接,所述定位组件包括设有底座右端的定位斜块,经切割后的环形件延伸至定位斜块时,环形件的切割面与定位斜块的倾斜面共面;以及设于底座左侧定位柱和定位斜面,定位斜面上设有与定位柱配合的凹槽,定位柱支撑起夹紧组件时,基准面处于竖直状态,环形件在基准面处的切面与基准面的角度为90-a;夹紧组件直接与定位斜面配合时,环形件在基准面处的切面与竖直平面的角度为90+a。
2.根据权利要求1所述的环形件快速定位线切割夹具,其特征在于:所述夹紧组件设有中间体,所述中间体设有可容纳环形件的容纳槽,所述中间体上顶面连接有可压入容纳槽的压块,所述容纳槽的底部为弧形弯曲的弧面,其弧度与环形件弧度一致。
3.根据权利要求2所述的环形件快速定位线切割夹具,其特征在于:所述压块的下底面设有与压块为一体的压紧凸棱,所述压紧凸棱外轮廓尺寸与容纳槽内轮廓尺寸一致。
4.根据权利要求1所述的环形件快速定位线切割夹具,其特征在于:所述定位斜块面向容纳槽的侧面为倾斜面,倾斜面与定位斜块底面的倾角为90°+a°。
5.根据权利要求1所述的环形件快速定位线切割夹具,其特征在于:所述凹槽位于底座定位斜面的中部。
6.根据权利要求2所述的环形件快速定位线切割夹具,其特征在于:所述中间体在位于所述凹槽的正上方位置上设有与定位柱配合的凹槽。
7.根据权利要求2所述的环形件快速定位线切割夹具,其特征在于:还设有销轴,所述中间体下端设有耳板,所述耳板设有中间体销轴孔,所述底座设有底座销轴孔,所述中间体和所述底座通过销轴依次穿过中间体销轴孔与底座销轴孔转动连接。
技术总结
本申请涉及机械加工领域,具体公开了一种环形件快速定位线切割夹具。其结构包括了底座、中间体、压块,利用压块和中间体上的容纳槽固定环形体,底座上的定位斜面进行定位,定位柱拆、卸使得中间体向下或向上旋转,使得环形体切割面倾斜,完成板片两端向里倾斜镜像倾斜面的加工,解决了现有技术中加工板片时,先将环形件切割为尺寸较大的板片,再进行两端的线切割,导致加工工序繁琐,效率低下的技术问题。
技术研发人员:龙在权,凃鹏,姜盛富
受保护的技术使用者:贵阳长之琳发动机零部件制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!