一种钻孔攻丝一体机的制作方法
本发明属于数控加工设备,具体涉及一种钻孔攻丝一体机。
背景技术:
1、钻孔攻牙机是一种金属切削机床,数控加工设备,样式和功能和加工中心相似,只是比加工中心要小一些,其中,钻孔是指用钻头在实体材料上加工出孔的操作,而攻丝,指的是用一定的扭矩将丝锥旋入要钻的底孔中加工出内螺纹。
2、现有技术存在的问题:
3、在大多数钻孔攻丝一体机的使用中,通常都是在夹持固定好一个零件之后,依次在其表面进行打孔攻丝等操作,然后卸掉该零件再换上另一个待加工零件重复上述操作,此加工方式,需要频繁地进行零件拆装的工作,在此更换零件的过程中,将会消耗掉大量的时间,另外,在进行工序更换时,同时还需要一定的时间更换相应的刀具,或者需要一定的时间运行下一个刀具的行动编程写法,集合上述所有消耗掉的时间,最终将导致零件的加工速度不够理想,出品率无法快速提升,因此,此处需要一种流水线式的加工设备来解决上述问题;
4、另外,具有流水线式加工特点的设备,其需要使用到能够实现连续间断式输送型材的装置,而现有大多数运输物料的装置中,大多都只能实现持续性送料的效果,此类装置并不能提供设备加工型材的时间,进而使流水线式的加工成为空谈,因此,此处还需要一种可间断式送料的装置配合加工设备使用。
技术实现思路
1、本发明的目的是提供一种钻孔攻丝一体机,能够在一次运输之后同时完成四项加工工序,具有流水线式加工的特点,提高了出品率,且设备钻孔数量及位置均灵活可调,间隔送料的方式提供设备足够的加工时间,另外,加固卷簧件的使用增加了零件之间的连接稳固效果,最后还具有自动清理斜滤网的特点。
2、本发明采取的技术方案具体如下:
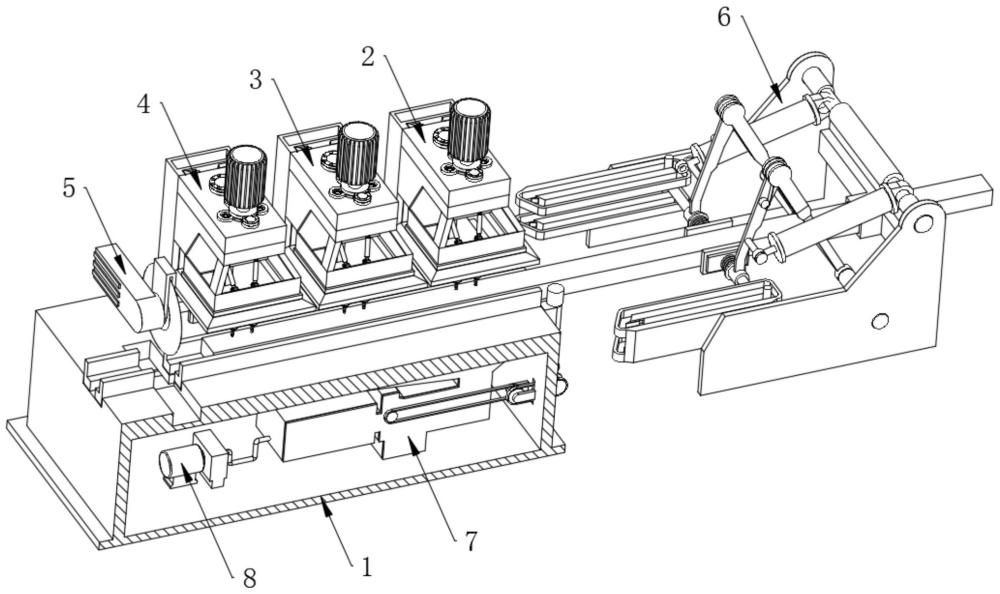
3、一种钻孔攻丝一体机,包括机座,所述机座顶部由一端至另一端依次安装有逐序对整根型材进行加工的定心孔钻机、钻孔机以及攻丝机,且所述机座顶部位于加工方向的末端安装有用于切断型材的切断机,所述机座的一端设置有用于完成送料工作的逐段间隔送料机构,所述机座的内部固定设置有用于处理冷却水的滤水组件;
4、所述逐段间隔送料机构包括送料机架,所述送料机架的一端内部由上至下依次固定安装有顶接柱、导料架以及底接柱,所述送料机架内部两侧通过顶接柱转动安装有气缸,所述送料机架内部两侧通过底接柱转动安装有主转臂,且所述主转臂的末端转动连接有从转臂,所述从转臂的中部外壁固定连接有接杆,而所述气缸的伸缩端末端与接杆转动连接,所述从转臂通过末端固定连接的套管活动组装有穿杆,两个所述穿杆相靠近的一端均固定安装有用于夹持型材的夹板;
5、所述主转臂的末端内部固定设置有活动贯穿从转臂的矩形杆,所述从转臂的顶部外壁固定设置有挡杆,所述矩形杆的外表面套设有用于辅助主转臂与从转臂复位的加固卷簧件,所述加固卷簧件本体位于外围的末端一体式设置有用于抵住挡杆的挡端,所述加固卷簧件本体位于内围的末端一体式设置有矩形端,且所述矩形端与所述矩形杆的外表面相契合。
6、所述穿杆外表面并位于套管与夹板之间套设有弹簧一,所述穿杆的另一端均固定连接有导杆。
7、所述送料机架的末端两侧内壁对称式固定设置有导行架,所述导行架表面开设有供导杆末端插入的回型槽,所述回型槽靠近送料机架中间的一侧设置为直槽一,而回型槽远离送料机架中间的一侧设置有直槽二,且所述直槽一与所述直槽二通过回型槽两端的回位道以及斜导道相连通。
8、所述导行架靠近斜导道的一端内部活动插接有楔形挡块,且所述楔形挡块末端与导行架内壁之间连接有弹簧。
9、所述定心孔钻机、钻孔机以及攻丝机的内部结构类同,所述定心孔钻机顶部固定安装有电机,且所述电机输出端并位于定心孔钻机内部固定安装有主齿轮,所述定心孔钻机内部环形阵列式转动安装有从动轴,且所述从动轴的顶部均固定安装有与主齿轮相啮合的从齿轮,所述从动轴的末端通过万向节传动连接有传动轴,且所述传动轴的末端同样通过万向节传动连接有工作轴,所述工作轴的底端可拆卸式安装有钻刀。
10、所述定心孔钻机的底部一体式固定安装有底组装架,且所述底组装架的下表面开设有调节槽,所述定心孔钻机的底部活动组装有滑块,而所述工作轴转动式贯穿于所述滑块的一端,所述滑块内部贯穿式开设有调栓槽,所述滑块通过贯穿调栓槽并插入调节槽内部的安装螺栓相固定。
11、所述机座的上表面固定安装有用于稳定型材的直槽座,所述机座顶部对应切断机的一端开设有切断槽,所述机座靠近送料机架的外壁一侧转动安装有转柱,所述转柱的顶端固定安装有用于与型材相贴合的贴合轮,且所述转柱的底端固定安装有斜齿轮二,所述机座的外壁底部转动安装有带轮一,且所述带轮一的一侧固定安装有与斜齿轮二相啮合的斜齿轮一。
12、所述滤水组件的顶部设置有用于引水的导水斜板,所述滤水组件的内部一端设置有集水槽,而所述滤水组件的内部另一端设置有净水槽,且所述滤水组件内部并位于集水槽与净水槽交界处转动安装有斜滤网,而所述集水槽靠近净水槽的一端底部设置有泥砂槽,所述机座内部安装有用于将净水槽内部水分抽入冷却水管内的水泵。
13、所述滤水组件内部并位于斜滤网的上方一体式固定设置有斜挡板,且所述斜挡板的两端均贯穿式开设有相对槽,所述斜滤网的顶部两端固定连接有贯穿相对槽的内杆,且所述内杆的末端外表面活动套设有外管,且所述外管的内部设置有弹簧二。
14、所述滤水组件的内壁一端转动安装有与斜滤网一端相贴合的凸轮,所述滤水组件的一端外壁转动安装有与凸轮呈固定连接的带轮二,所述机座的一端内壁转动安装有带轮三,且所述带轮二与带轮三通过套设的皮带一传动连接,所述带轮三的一侧固定组装有带轮四,且所述带轮四与带轮一通过套设的皮带二传动连接。
15、本发明取得的技术效果为:
16、(1)本发明,整根型材将通过逐段间隔送料机构逐段间隔式地向机座进行送料,型材在固定后,定心孔钻机、钻孔机、攻丝机以及切断机将一同运作,从而完成零件的加工制造,此加工方式,改变了传统对一个零件先钻定心孔,接着钻孔而后再攻丝的制作方式,不仅省去了换刀的过程,还省去逐个安装零件的过程,大大节省了零件加工制造的时间,提高了产量及出品率,适用于大规模生产的零件。
17、(2)本发明,在利用逐段间隔送料机构进行送料的过程中,通过两个夹板夹住型材并带动其移动的方式,使型材移动了一段距离,此距离刚好为单个零件成品的长度,此送料结构刚好适用于所提出的整根型材的加工方式,通过逐段运料的方式可将代加工位置不断向下一个加工设备处移动,实现流水线式加工的效果,在不需要人工将型材逐段向加工设备内部移动的同时,与传统持续性运输方式相比,同时还能提供足够的加工时间,通过四个设备的共同运作,在一次运输之后可同时完成四项加工工序,具备实现高产量加工的前提。
18、(3)本发明,在主转臂与从转臂之间发生相对旋转时,矩形杆在旋转时将带动加固卷簧件进行收缩或放松,从而保证主转臂与从转臂呈原来的姿态进行折叠复位,此加固卷簧件相较于传统的卷簧,其增加了一个矩形端,通过矩形杆带动加固卷簧件收缩的方式,提供了加固卷簧件与矩形杆一个相互连接的关系,使其不需要采用传统卷簧焊接式的连接方式进行安装,在保证正常收缩运动的同时,还便于加固卷簧件的拆装,另外,当把加固卷簧件与矩形杆进行焊接时,矩形端套设在矩形杆表面的方式还可增加两者之间的连接力,进而可避免在焊点断开后卷簧直接无法使用的情形。
19、(4)本发明,此定心孔钻机、钻孔机以及攻丝机结构,均可通过安装不同数量的传动轴灵活调节该设备的钻孔数量,另外,通过使用万向节以及调整滑块的位置,可灵活调节在型材表面打孔的位置,进入实现使该钻孔攻丝一体机适用于更多不同规格的零件加工工作,增加了该设备的加工范围。
20、(5)本发明,型材在被运输的同时,凸轮将贴合斜滤网的一侧而旋转,最终可使斜滤网具有往复晃动的效果,此时,斜滤网表面附着的泥沙便会通过晃动剥离,并最终掉入泥砂槽内,通过晃动斜滤网的方式实现清理斜滤网的工作,保证斜滤网能够长时间持续性的工作,不需要拆开设备再更换斜滤网的方式,在保证斜滤网过滤效果的同时,还节省了人工清理滤网的工作,另外,此斜滤网晃动的过程利用了型材在运输时的动能作为动力,不需要额外的电力设备来完成,进而不会产生额外的电力消耗。
- 还没有人留言评论。精彩留言会获得点赞!