一种MIG焊机的新型双脉冲控制方法与流程
本发明涉及脉冲控制,特别设计一种mig焊机的新型双脉冲控制方法。
背景技术:
1、mig焊接是惰性气体将焊接部分被覆,促使电弧稳定及防止焊接质量变化,利用电弧热熔融焊接部分的金属,并送入焊条使焊缝连接的焊接方法,一般又称半自动焊、被覆气体电弧焊或二氧化碳电弧焊等。
2、目前的脉冲焊接多采用单脉冲而非双脉冲焊接,适用场景有限,焊接质量较差,并且送丝功能不灵活,进一步影响焊接的效率,同时双脉冲焊接的熔池普遍不宜摊开,亟待解决。
技术实现思路
1、本发明提供一种mig焊机的新型双脉冲控制方法,用以解决双脉冲控制不足导致的焊接应用场景受限和焊接质量较差、送丝功能不灵活等问题。
2、一种mig焊机的新型双脉冲控制方法,包括:
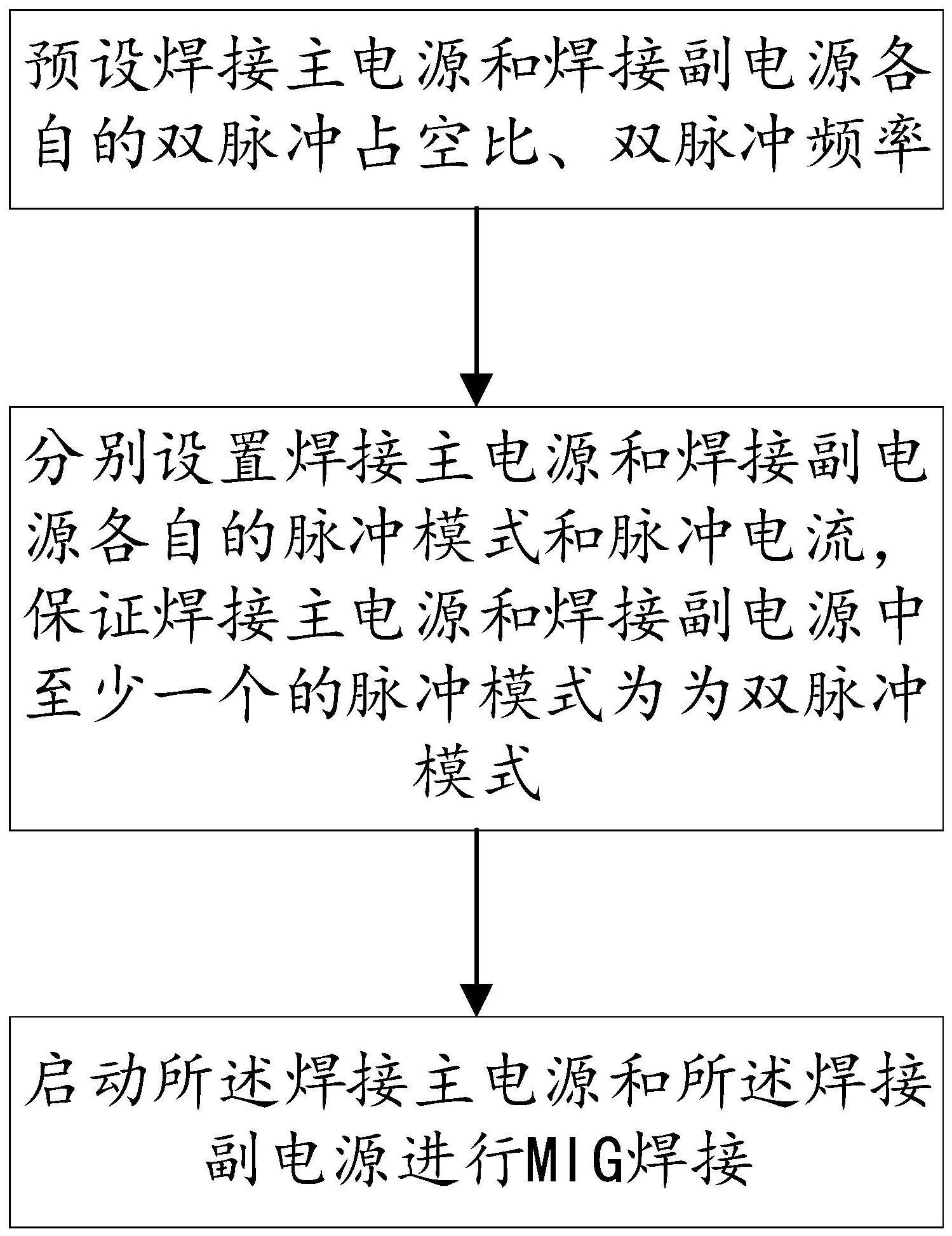
3、预设焊接主电源和焊接副电源各自的双脉冲占空比、双脉冲频率;
4、将焊接主电源和焊接副电源各自的脉冲模式和脉冲电流进行设置;
5、分别设置焊接主电源和焊接副电源各自的脉冲模式和脉冲电流,保证焊接主电源和焊接副电源中至少一个的脉冲模式为双脉冲模式;
6、分别设置焊接主电源和焊接副电源各自的脉冲模式和脉冲电流,保证焊接主电源和焊接副电源中至少一个的脉冲模式为双脉冲模式;
7、启动焊接主电源和焊接副电源进行mig焊接;
8、控制方法还包括:
9、通过送丝速率调节单元调节焊丝的送丝速率;
10、通过语言调节单元选择焊接时的工作语音的语言种类,并对焊接进行语音控制。
11、优选的,焊接主电源输出的脉冲电流和焊接副电源输出的脉冲电流的相位相差180度。
12、优选的,分别设置焊接主电源和焊接副电源各自的脉冲模式和脉冲电流,保证焊接主电源和焊接副电源中至少一个的脉冲模式为双脉冲模式,包括:
13、调整方法一:
14、将焊接主电源设置为单脉冲模式,焊接副电源设置为双脉冲模式;
15、焊接副电源输出的焊接电流的每个双脉冲周期内包含第一脉冲电流和第二脉冲电流,第一脉冲电流的平均值小于第二脉冲电流的平均值;
16、调整方法二:
17、将焊接主电源设置为双脉冲模式,焊接副电源设置为单脉冲模式;
18、焊接主电源输出的焊接电流的每个双脉冲周期内包含第三脉冲电流和第四脉冲电流,第三脉冲电流的平均值小于第四脉冲电流的平均值。
19、优选的,分别设置焊接主电源和焊接副电源各自的脉冲模式和脉冲电流,保证焊接主电源和焊接副电源中至少一个的脉冲模式为双脉冲模式,包括:
20、调整方法三:
21、将焊接主电源设置为双脉冲模式,焊接主电源输出的焊接电流的每个双脉冲周期内包含第五脉冲电流和第六脉冲电流,第五脉冲电流的平均值小于第六脉冲电流的平均值;
22、将焊接副电源设置为双脉冲模式,焊接副电源输出的焊接电流的每个双脉冲周期内包含第七脉冲电流和第八脉冲电流第七脉冲电流的平均值小于第八脉冲电流的平均值。
23、优选的,送丝速率调节单元包括:
24、定速调节和焊缝宽度调节;
25、定速调节是通过设置送丝速率的工作速率和安全速率,分别作为送丝速率的下限和上限来调节送丝速率;
26、焊缝宽度调节是通过设置焊缝宽度区间,通过调节送丝速率来保证焊缝宽度始终处于焊缝宽度区间内。
27、优选的,定速调节包括:
28、预设送丝时间;
29、预设送丝机的工作速率和安全速率,工作速率小于安全速率;
30、启动送丝机,让送丝机以工作速率开始送丝;
31、送丝机工作经过一个送丝时间后,降低送丝机驱动电机的功率,同时启动送丝刹车;
32、实时监测所送丝机的送丝速率,当送丝电机的送丝速率达到安全速率时,关闭送丝刹车,同时提高送丝驱动电机的功率。
33、优选的,焊缝宽度调节包括:
34、预设焊缝宽度区间;
35、启动送丝机,让送丝机以工作速率开始送丝;
36、实时监测焊缝宽度,当焊缝宽度小于焊缝宽度区间的下限时,保证焊头沿着焊缝移动的相对速度不变,提高送丝机的送丝速率同时提高焊接电流,直到焊缝宽度超过宽度区间的下限,并保持此时的送丝速率为第一焊接速率;
37、当焊缝宽度大于焊缝宽度区间的上限时,保证焊头沿着焊缝移动的相对速度不变,降低送丝机的送丝速率同时降低焊接电流,直到焊缝宽度低于宽度区间的上限,并保持此时的送丝速率为第二焊接速率;
38、将第一焊接速率和第二焊接速率直接代入焊接速率计算公式,得到第三焊接速率,保证焊头沿着焊缝移动的相对速度不变,同时送丝机以第三焊接速率送丝,并将第三焊接速率替换为工作速率。
39、优选的,控制方法还包括语种识别,包括:
40、获取焊接操作者的待识别语音;
41、采用概率语法获取待识别语音的语音特征矢量,为第一特征矢量;
42、通过支持向量机svm对第一特征矢量进行处理,得到待识别语音的语种。
43、优选的,通过支持向量机svm对语音特征矢量进行处理,得到待识别语音的语种,包括:
44、获取语种集中每个目标语种的语音特征矢量,为第二特征矢量;
45、根据每个目标语种的第二特征矢量以及每个目标语种的语种标定结果,确定svm的分类面;
46、依据待识别语音以及svm的分类面,确定待识别语音的语种。
47、优选的,语种集中的语言种类包括:汉语、英语、法语、德语、意大利语、俄语、西班牙语、葡萄牙语、荷兰语、希腊语、日语和朝鲜语。
48、本发明的有益效果为:
49、本发明实施例通过设置焊接主电源的双脉冲占空比和双脉冲频率和焊接副电源的双脉冲占空比和双脉冲频率;对焊接主电源和焊接副电源进行预设脉冲模式和预设脉冲电流的设置,利用焊接主电源和焊接副电源进行双丝焊接;且焊接主电源和焊接副电源中至少一个被设置为双脉冲模式,任意时刻下,焊接主电源输出的脉冲电流和焊接副电源输出的脉冲电流的相位相差180度。通过将焊接主电源和焊接副电源设置为电流相位相差180度的错相位,将焊接干扰降低,保证焊接过程的稳定性,同时又将焊接主电源和焊接副电源中至少一个设置为双脉冲模式,能够对熔池起到搅拌作用,利于熔池摊开,利于焊缝成形,从而提高焊接质量。
50、本发明提供两种送丝速率调节模式,分别为定速调节和焊缝宽度调节。定速调节让送丝速率保持一种规律的波动,进而使得焊缝不会淤塞,提高了焊缝的质量;焊缝宽度调节为实时检测焊缝的宽度,依据焊缝宽度调节送丝速率,进而提高焊接质量。
51、本发明实施例可实现焊机对操作人员使用的语种的识别,提高发明适用范围,焊接操作更加简便。
52、其它特征和优点将在随后的说明书中阐述,并且,部分的从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其它优点可通过在所写的说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
53、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!