一种马氏体不锈钢钢卷辅助焊接方法与流程
本发明涉及不锈钢卷焊接,尤其涉及一种马氏体不锈钢钢卷辅助焊接方法。
背景技术:
1、马氏体不锈钢硬度高,广泛应用于刀具、医疗器械等行业。马氏体热轧卷(又叫黑皮卷)经过热酸线去除表面氧化铁皮得到所需表面状态的钢卷(又叫白皮卷)。
2、马氏体不锈钢生产流程为炼钢厂冶炼、连铸成铸坯,然后经过热轧轧制将铸坯轧制成2.0~6.0mm厚度的钢卷,热轧后钢卷需经罩式退火炉退火,使材料充分再结晶,罩退后的钢卷经过热轧酸洗线(以下简称热线)破鳞、抛丸、酸洗来去除表面氧化铁皮,得到所需表面钢卷。
3、热酸线为连续生产线,每卷之间通过焊机进行对接焊接,焊缝也随着钢卷一起过线,机组设有活套破磷机、抛丸机、酸洗槽、卷取机,焊缝会经过很多弯折,并要承受10吨以上的张力,因此焊缝质量决定了马氏体机组能否连续过线,直接影响生产效率。由于马氏体受钢种特性影响,焊接性能差,经常会出现焊缝热影响区断裂,导致机组生产停车接带,对生产、质量和安全带来很大影响。
技术实现思路
1、为解决上述现有技术中存在的部分或全部技术问题,本发明提供一种马氏体不锈钢钢卷辅助焊接方法,能够对马氏体不锈钢钢卷进行焊接,并使得所焊接的马氏体不锈钢钢卷能够连续生产,在生产过程中所焊接的焊缝不会产生裂纹和发生断带,焊接效果好,提高了马氏体不锈钢钢卷的生产效率,保障了生产安全和生产质量。
2、本发明的技术方案如下:
3、一种马氏体不锈钢钢卷辅助焊接方法,包括:
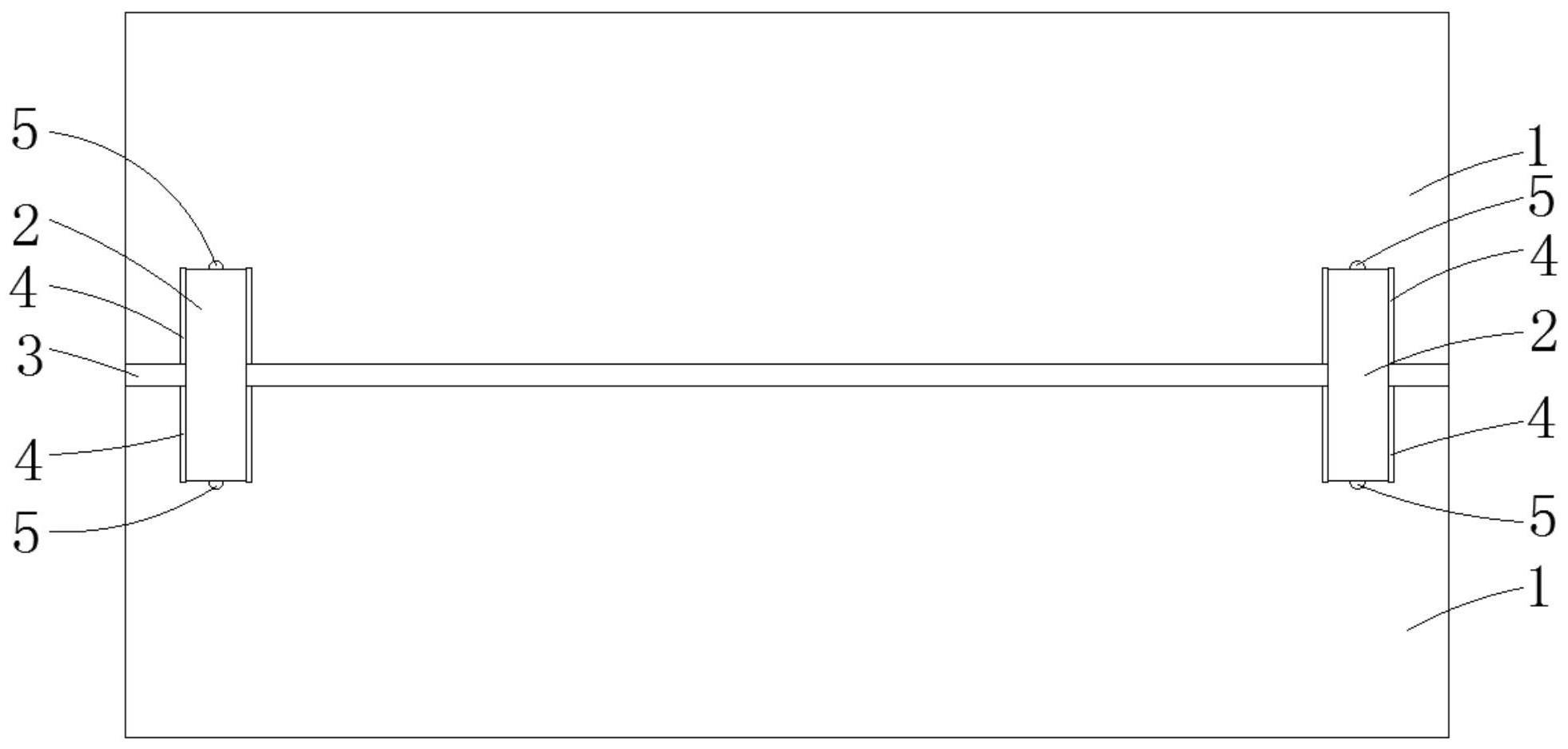
4、在马氏体不锈钢钢卷所焊接的焊缝上焊接若干搭接片,在将若干所述搭接片焊接于不锈钢焊缝上时,所焊接的搭接片的长度方向与马氏体不锈钢钢卷的焊缝方向相垂直,在垂直于焊缝的搭接片两侧采用满焊的方式与不锈钢钢卷焊接,在平行于焊缝的搭接片两侧采用点焊的方式与不锈钢钢卷进行焊接。
5、进一步地,在将搭接片焊接于马氏体不锈钢钢卷上时,将所焊接的搭接片沿着厚度方向进行折弯,折弯角度为160°~170°。
6、进一步地,所述搭接片的厚度为2mm-3mm,宽度为80mm~140mm。
7、进一步地,所述搭接片采用304不锈钢制作而成。
8、进一步地,所述搭接片的数量为两个,两个所述搭接片对称设置于所述马氏体不锈钢钢卷的焊缝两侧。
9、进一步地,两个所述搭接片焊接于平行于马氏体不锈钢钢卷端部的一侧的距离为100mm-200mm的位置处。
10、进一步地,在对所述搭接片进行焊接时,采用电弧焊的方式进行焊接。
11、进一步地,采用所述电弧焊进行焊接时,电弧焊焊接的电流参数为220a-260a。
12、进一步地,所述搭接片在在焊接于马氏体不锈钢钢卷上时,搭接片位于不锈钢钢卷焊缝的同或两侧。
13、本发明技术方案的主要优点如下:
14、本发明的一种马氏体不锈钢钢卷辅助焊接方法,通过在相邻两个马氏体不锈钢钢卷的焊缝上焊接用于防止焊缝开裂和断带的搭接片,使得所焊接的马氏体不锈钢钢带在进行热酸线生产时,所焊接的焊缝能够承受焊缝的弯折和10吨及以上的重量并不会发生开裂和断带的问题,不会造成机组生产停车接带,从而能够保证生产的连续性,对生产、安全、质量和效率提供了保障。
15、进一步地,本发明的一种马氏体不锈钢钢卷辅助焊接方法,通过对搭接片在焊接前进行折弯,使得所焊接的搭接片能够与马氏体不锈钢钢带接触的更加充分,接触面积更大,从而满焊的面积更大,焊接效果更好,更加牢固。
16、进一步地,本发明的一种马氏体不锈钢钢卷辅助焊接方法,通过采用厚度为2mm-3mm,宽度为80mm~140mm的304不锈钢作为搭接片,在焊接时,与马氏体不锈钢钢钢卷的焊接效果好,焊接后的焊点更加牢固,保证了焊接质量。
17、进一步地,本发明的一种马氏体不锈钢钢卷辅助焊接方法,通过将搭接片焊接于平行于马氏体不锈钢钢卷端部的一侧的距离为100mm-200mm的位置处,使得在进行热酸线连续生产时,搭接片所起到的固定效果更充分,避免了位于两边或中间应力过大造成所焊接的搭接片开裂,造成马氏体不锈钢钢卷表面发生破坏,保证了焊接质量的同时,提高了焊接的可靠性。
18、进一步地,本发明的一种马氏体不锈钢钢卷辅助焊接方法,通过采用电弧焊的方式将搭接片与马氏体不锈钢钢卷进行焊接,便于操作,电弧焊接的连接效果更好。
技术特征:
1.一种马氏体不锈钢钢卷辅助焊接方法,其特征在于,包括:
2.根据权利要求1所述的一种马氏体不锈钢钢卷辅助焊接方法,其特征在于,在将搭接片焊接于马氏体不锈钢钢卷上时,将所焊接的搭接片沿着厚度方向进行折弯,折弯角度为160°~170°。
3.根据权利要求1所述的一种马氏体不锈钢钢卷辅助焊接方法,其特征在于,所述搭接片的厚度为2mm-3mm,宽度为80mm~140mm。
4.根据权利要求1所述的一种马氏体不锈钢钢卷辅助焊接方法,其特征在于,所述搭接片采用304不锈钢制作而成。
5.根据权利要求1所述的一种马氏体不锈钢钢卷辅助焊接方法,其特征在于,所述搭接片的数量为两个,两个所述搭接片对称设置于所述马氏体不锈钢钢卷的焊缝两侧。
6.根据权利要求5所述的一种马氏体不锈钢钢卷辅助焊接方法,其特征在于,两个所述搭接片焊接于平行于马氏体不锈钢钢卷端部的一侧的距离为100mm-200mm的位置处。
7.根据权利要求1所述的一种马氏体不锈钢钢卷辅助焊接方法,其特征在于,在对所述搭接片进行焊接时,采用电弧焊的方式进行焊接。
8.根据权利要求7所述的一种马氏体不锈钢钢卷辅助焊接方法,其特征在于,采用所述电弧焊进行焊接时,电弧焊焊接的电流参数为220a-260a。
9.根据权利要求1所述的一种马氏体不锈钢钢卷辅助焊接方法,其特征在于,所述搭接片在在焊接于马氏体不锈钢钢卷上时,搭接片位于不锈钢钢卷焊缝的同或两侧。
技术总结
本发明公开了一种马氏体不锈钢钢卷辅助焊接方法,包括:在马氏体不锈钢钢卷所焊接的焊缝上焊接若干搭接片,在将若干所述搭接片焊接于不锈钢焊缝上时,所焊接的搭接片与马氏体不锈钢钢卷的焊缝相垂直,在垂直于焊缝的搭接片两侧采用满焊的方式焊接,在平行于焊缝的两侧采用点焊的方式进行焊接。通过在相邻两个马氏体不锈钢钢卷的焊缝上焊接用于防止焊缝开裂和断带的搭接片,使得所焊接的马氏体不锈钢钢带在进行热酸线生产时,所焊接的焊缝能够承受焊缝的弯折和10吨及以上的重量并不会发生开裂和断带的问题,不会造成机组生产停车接带,从而能够保证生产的连续性,对生产、安全、质量和效率提供了保障。
技术研发人员:王建,韩佳明,王伟,雒晓龙,王长明
受保护的技术使用者:山西太钢不锈钢股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!