一种圆环链生产工艺及加工装置的制作方法
本发明涉及圆环链生产领域,尤其是涉及一种圆环链生产工艺及加工装置。
背景技术:
1、在机械制造中,圆环链是一种使用十分普遍的机械构件,圆环链一般为金属材质,呈或环形物,通常用作机械传动、牵引。圆环链结构较为简单,依靠其刚性和高强度,其吊装牵引、输送安装的功能在建筑工程、机械制造等多个领域中占据重要地位。
2、相关技术中,金属圆环链的生产工艺包括折弯、串接和焊接:圆环链的单个链环多采用钢材质,一般把直钢筋的两头进行折弯初步形成链环,折弯后的钢筋再依次与其他折弯后的钢筋串接在一起,最后再将所有折弯后钢筋的两个头焊接在一起,单个成型的链环存在一个焊点。圆环链在使用时,其发生断裂的主要原因为沿长度方向的两侧边长期磨损的。
3、针对上述中的相关技术,采用上述工艺进行圆环链的生产制造时,直钢筋折弯的方式,折弯处被强行拉伸发生形变,易导致折弯处的强度降低,应力发生变化;同时可能使圆环链沿长度方向的两侧边变细,强度降低,进而使圆环链整体的强度降低,导致圆环链的使用寿命缩减。
技术实现思路
1、为了提高圆环链的强度,本技术提供一种圆环链生产工艺及加工装置。
2、第一方面,本技术提供一种圆环链生产工艺,采用如下的技术方案:
3、一种圆环链生产工艺,包括:
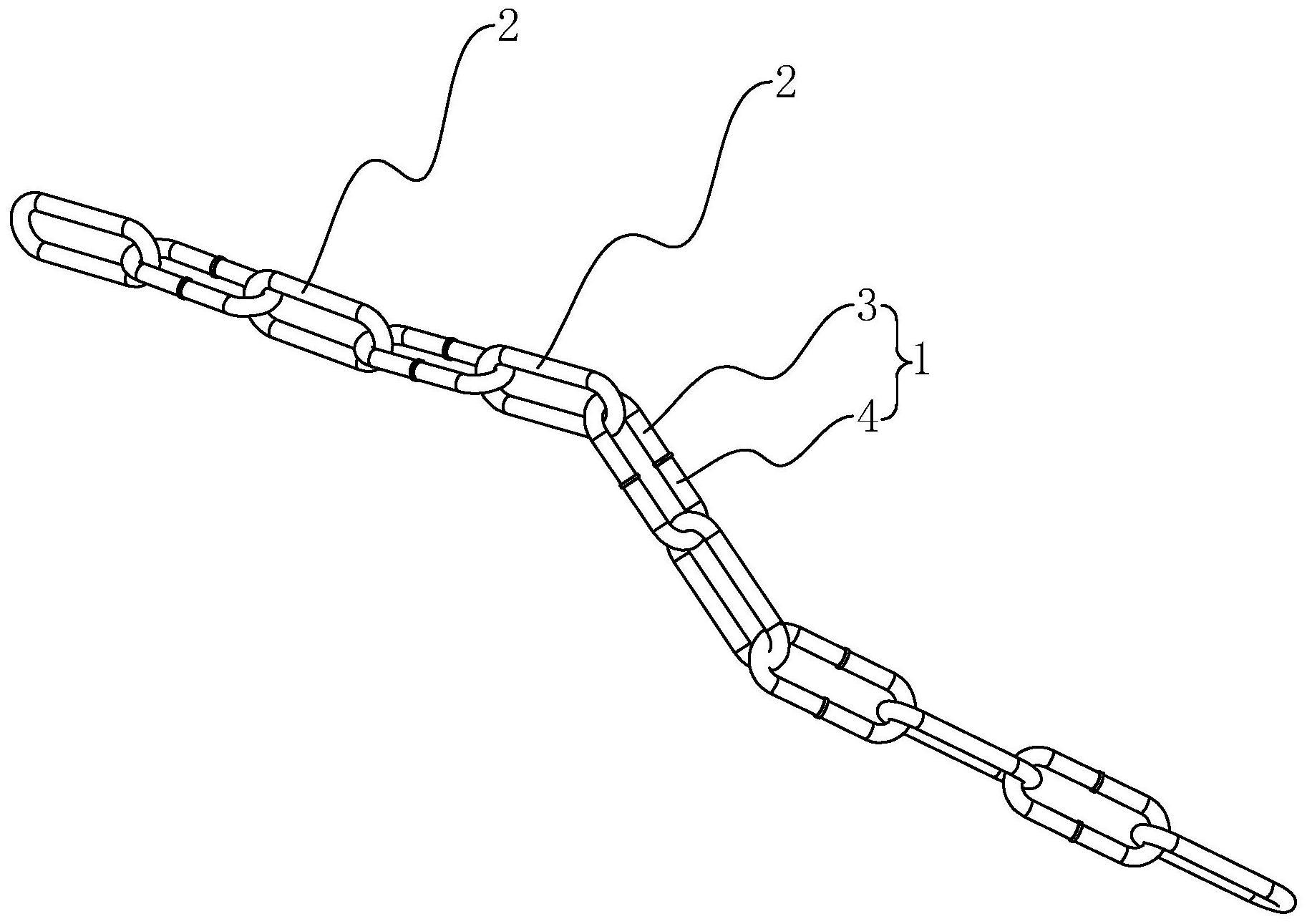
4、s1;材料成型,采用合金钢为原材料,通过模锻成型的锻造方法制造出奇链环与偶链环,奇链环包括左环与右环,偶链环整体为椭圆状,左环与右环为弧形;
5、s2;串接,依次将奇链环与偶链环进行串接,串接时,单个偶链环的两端分别串接一个左环和一个右环,左环与右环分别穿过偶链环的两个端部,同一偶链环上的左环与右环背向安装,相邻两个偶链环的左环与右环正对安装,左环的两个端部与右环两个端部正对;
6、s3;焊接,依次对串接后的左环与右环进行焊接,焊接点为左环与右环正对处,进而将左环与右环焊接成为一个完整的奇链环,奇链环沿长度方向的两侧各存在一个焊点,同时所有奇链环与偶链环连接成一整条圆环链;
7、s4;拉伸,对整条圆环链进行拉伸,用圆环链模具或卡尺进行测量,保证其公差在±0.5毫米;
8、s5;热处理,对圆环链进行退火、淬火,提高其整体强度;
9、s6;入库,对圆环链进行包装,再通过运输设备输送至库中。
10、通过采用上述技术方案,左环、右环与偶链环均为合金钢模锻制成,通过使用模具进行锻造成型,尺寸精确,力学性能较好,使用寿命较长。折弯处的强度较大且较为稳定,不会因拉伸形变导致强度不均匀;并且左环与右环焊接为一体,使得其耐磨性和强度得到加强,可提高圆环链在沿长度方向的两侧的强度,进而提高了圆环链的整体强度。
11、可选的,在s5和s6之间,还包括:s5.1;低温回火,对圆环链进行低温回火。
12、通过采用上述技术方案,低温回火便于进一步稳定链环的性能和尺寸。
13、可选的,在s5和s6之间,还包括:s5.2;抛光喷漆,对检验合格的圆环链进行除锈、抛光处理;再对圆环链进行喷漆,喷漆时注意漆层表面无漆瘤。
14、通过采用上述技术方案,抛光可保证圆环链表面光洁度;喷漆有利以延长圆环链的使用寿命。
15、第二方面,本技术提供一种圆环链加工装置,采用如下的技术方案:
16、一种圆环链加工装置,包括工作台,所述工作台滑动连接有安装板,安装板沿长度方向开设有若干与偶链环相适配的竖槽,竖槽长度小于偶链环长度,相邻的竖槽之间设有第一弧形槽和第二弧形槽,第一弧形槽与左环相适配,第二弧形槽与右环相适配,工作台固定连接有立板,立板固定连接有第一液压缸,第一液压缸输出端固定连接有两个焊头,工作台设有驱动安装板移动的驱动组件。
17、通过采用上述技术方案,偶链环依次摆放于安装板的竖槽内,左环穿过对应的偶链环放置于第一弧形槽内,将右环穿过对应的偶链环放置于第二弧形槽内,通过第一液压缸使两个焊头与左环与右环之间正对,进而将左环与右环焊接在一起形成奇链环,第一液压缸再带动焊头上移,再通过驱动组件带动安装板移动;重复上述操作,即可将所有左环与相对应的右环焊接在一起,最终奇链环与偶链环依次串接在一起形成圆环链,使圆环链的串接成型较为便捷。
18、可选的,所述工作台固定连接有两个中空的料筒,其中一个料筒与左环相适配,另一个料筒与右环相适配,工作台固设有两个与料筒相配合的下料组件,下料组件包括第一电机、连接轴、第一圆板和第二圆板,第一电机与工作台固定连接,第一电机输出轴与连接轴固定连接,第一圆板位于第二圆板上方且第一圆板和第二圆板均与连接轴固定连接,第一圆板固定连接有第一弧形板,第二圆板固定连接有第二弧形板,第一弧形板和第二弧形板沿高度方向交错设置,料筒均开设有与第一弧形板相适配的卡料口,第二弧形板与相对应的料筒下端面相配合;安装板沿长度方向开设有若干与料筒相配合的第一连接槽,第一弧形槽与第二弧形槽之间设有第二连接槽,第一连接槽与第二连接槽相连通,第二连接槽与竖槽相连通。
19、通过采用上述技术方案,将多个左环与右环分别放置于两个料筒内,第一电机输出轴带动第一圆板和第二圆板发生转动,当第二弧形板发生转动时,料筒对左环进行限位,料筒最下端的左环与第二弧形板发生相对移动,当第二弧形板与料筒分离时,料筒最下端的左环落入下方的第一连接槽内;同时第一弧形板插入卡料口内,对料筒下端倒数第二个左环进行支撑,当第一弧形板与料筒分离时,料筒下端倒数第二个左环下落到第二弧形板上,落到初始料筒最下端左环的位置处,重复上述操作,可实现左环在料筒内的间歇性下落;实现左环与右环下落至对应的第一连接槽内,再将左环与右环移动到第二连接槽内,再将左环移动到第一弧形槽内、右环移动到第二弧形槽内,有利于减少操作人员摆放左环、右环的时间和体力,提高生产效率。
20、可选的,所述工作台固定连接有第二液压缸,第二液压缸输出端固定连接有与第一连接槽相对应的推板;工作台固定连接有定位板,定位板固定连接有第三液压缸,第三液压缸输出端固定连接有支撑板,支撑板固定连接有第二电机,第二电机输出轴固定连接有第一齿轮,支撑板下端部滑动连接有两个与第一齿轮相啮合的第一齿条,第一齿条均固定连接有与奇链环相配合的推杆。
21、通过采用上述技术方案,安装板移动至左环、右环与推板对应处,第二液压缸输出端带动推板将左环与右环推至对应的第二连接槽内;操作人员再启动第三液压缸,第三液压缸输出端带动支撑板下移,第二电机输出轴转动使两个第一齿条相互靠近,推杆将左环推动至第一弧形槽内、右环推动至第二弧形槽内,实现自动化对左环、右环的安装及焊接,有利于节约人力和时间成本,提高生产效率。
22、可选的,所述安装板两侧固定连接有限位板,工作台开设有与限位板相适配的限位槽,驱动组件包括第三电机、第二齿轮和第二齿条,第三电机与工作台固定连接,第二齿条与安装板下端面固定连接,第三电机输出轴与第二齿轮固定连接,第二齿轮与第二齿条相啮合。
23、通过采用上述技术方案,第三电机带动第二齿轮转动,使第二齿条和安装板移动,限位槽对安装板进行限位,实现安装板的移动较为便捷。
24、可选的,所述安装板开设有若干通孔,第一弧形槽和第二弧形槽均与通孔相连通,工作台下方设有与通孔相对应的收集箱。
25、通过采用上述技术方案,焊接产生的焊渣穿过通孔下落至收集箱内,对焊渣进行收集较为便捷。
26、综上所述,本技术包括以下至少一种有益技术效果:
27、1.左环、右环与偶链环均为合金钢模锻制成,通过使用模具进行锻造成型,尺寸精确,力学性能较好,使用寿命较长。折弯处的强度较大且较为稳定,不会因拉伸形变导致强度不均匀;并且左环与右环焊接为一体,使得其耐磨性和强度得到加强,可提高圆环链在沿长度方向的两侧的强度,进而提高了圆环链的整体强度;
28、2.偶链环依次摆放于安装板的竖槽内,左环穿过对应的偶链环放置于第一弧形槽内,将右环穿过对应的偶链环放置于第二弧形槽内,通过第一液压缸使两个焊头与左环与右环之间正对,进而将左环与右环焊接在一起形成奇链环,第一液压缸再带动焊头上移,再通过驱动组件带动安装板移动;重复上述操作,即可将所有左环与相对应的右环焊接在一起,最终奇链环与偶链环依次串接在一起形成圆环链,使圆环链的串接成型较为便捷;
29、3.安装板移动至左环、右环与推板对应处,第二液压缸输出端带动推板将左环与右环推至对应的第二连接槽内;操作人员再启动第三液压缸,第三液压缸输出端带动支撑板下移,第二电机输出轴转动使两个第一齿条相互靠近,推杆将左环推动至第一弧形槽内、右环推动至第二弧形槽内,实现自动化对左环、右环的安装及焊接,有利于节约人力和时间成本,提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!