带内孔锥台阀体细小斜孔加工方法及内孔锥台的加工刀具
本发明涉及数控加工,尤其涉及一种带内孔锥台阀体细小斜孔加工方法及内孔锥台的加工刀具。
背景技术:
1、在与机械相关的很多行业之中,阀体件的身影不可或缺,阀体件在诸如铁路货车、汽车、船舶等机械制造品中起着非常重要的作用,因此需要注重对于阀体制造工艺设计分析研究。阀体是电液控换向阀中的重要零件之一,其加工工艺的可行性、合理性、先进性将直接影响零件的质量、生产成本、使用性能和寿命。如图1、图2所示,阀体包括阀体本体1、内孔3、内孔锥台4,阀体内部结构复杂,内孔3最大直径为20毫米,内孔3中部有内孔锥台4,阀体还具有细小斜孔。内孔锥台最大内径为11.2毫米,最小内径为9.9毫米,高为0.5毫米,由于内孔直径小,内孔锥台加工面积小,通用的内孔镗刀无法加工出此阀体的内部结构,阀体细小斜孔的直径为1.2毫米,长15毫米,孔径很小,需要使用的麻花钻细长,排屑困难,麻花钻容易折断,加工条件艰难。
技术实现思路
1、本发明所要解决的技术问题是:提供一种带内孔锥台阀体细小斜孔加工方法,该种带内孔锥台阀体细小斜孔加工方法能避免麻花钻折断,降低制作成本。
2、要解决该技术问题,本发明的技术方案为:一种带内孔锥台阀体细小斜孔加工方法,细小斜孔的直径为d,其步骤如下:
3、a、选用直径d-0.2mm立铣刀铣削一个引导孔,引导孔直径为d+0.02mm,深度为2.5mm;
4、b、选用直径与d数值相同的麻花钻,以25-50 r/min低转速进入引导孔内;
5、c、调整主轴转速以450-550 r/min以f 50mm加工斜孔,同时冷却液跟随刀具进入孔内。
6、步骤b所述的麻花钻的转速为30 r/min。
7、步骤c所述的主轴转速为500 r/min。
8、本发明所要解决的另一技术问题是:提供一种阀体内孔锥台的加工刀具,该种阀体内孔锥台的加工刀具的使用能提高带内孔锥台的阀体产品合格率,降低制作成本。
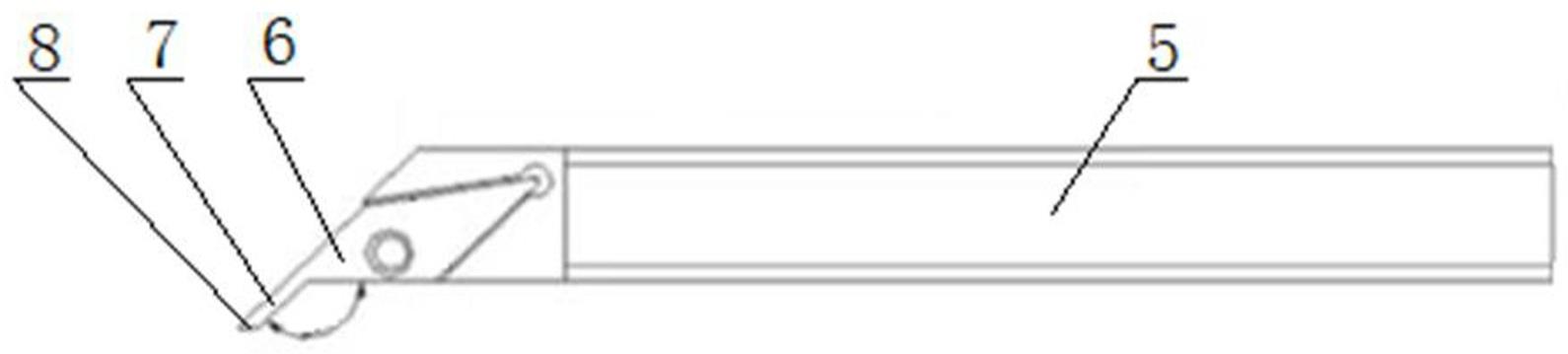
9、要解决该技术问题,本发明的技术方案为:一种阀体内孔锥台的加工刀具,包括长方体导杆和可拆卸刀片,所述的刀片具有刀体和等宽伸出段,刀尖位于等宽伸出段顶端,刀体的远离等宽伸出段一端为锐角,该刀体锐角夹角为30-50度,刀片的等宽伸出段与导杆的夹角为125-140度。
10、所述的刀片的等宽伸出段与导杆的夹角为135度。
11、所述的刀体锐角夹角为35度。
12、所述的阀体毛坯材质为钛合金,所述的刀片材质为硬质合金。
13、本发明一种带内孔锥台阀体细小斜孔加工方法及内孔锥台的加工刀具采用这样的结构,能避免麻花钻折断,使得带内孔锥台阀体的复杂结构内孔加工精度得以保证,提高产品合格率,降低制作成本。
技术特征:
1.一种带内孔锥台阀体细小斜孔加工方法,其特征在于:细小斜孔的直径为d,其步骤如下:
2.根据权利要求1所述的带内孔锥台阀体细小斜孔加工方法,其特征在于:步骤b所述的麻花钻的转速为30 r/min。
3. 根据权利要求2所述的齿轮连轴件废品再利用的线切割加工装置,其特征在于:步骤c所述的主轴转速为500 r/min。
4.一种阀体内孔锥台的加工刀具,包括长方体导杆和可拆卸刀片,其特征在于:所述的刀片具有刀体和等宽伸出段,刀尖位于等宽伸出段顶端,刀体的远离等宽伸出段一端为锐角,该刀体锐角夹角为30-50度,刀片的等宽伸出段与导杆的夹角为125-140度。
5.根据权利要求4所述的阀体内孔锥台的加工刀具,其特征在于:所述的刀片的等宽伸出段与导杆的夹角为135度。
6.根据权利要求4所述的阀体内孔锥台的加工刀具,其特征在于:所述的刀体锐角夹角为35度。
7.根据权利要求4或5或6所述的阀体内孔锥台的加工刀具,其特征在于:所述的阀体毛坯材质为钛合金,所述的刀片材质为硬质合金。
技术总结
本发明公开了一种带内孔锥台阀体细小斜孔加工方法及内孔锥台的加工刀具,包括长方体导杆和可拆卸刀片,所述的刀片具有刀体和等宽伸出段,刀尖位于等宽伸出段顶端,刀体的远离等宽伸出段一端为锐角,该刀体锐角夹角为30‑50度,刀片的等宽伸出段与导杆的夹角为125‑140度,阀体毛坯材质为钛合金,所述的刀片材质为硬质合金。本发明一种带内孔锥台阀体细小斜孔加工方法及内孔锥台的加工刀具采用这样的结构,能避免麻花钻折断,使得带内孔锥台阀体的复杂结构内孔加工精度得以保证,提高产品合格率,降低制作成本。
技术研发人员:王娜,王金凤,徐小飞
受保护的技术使用者:安徽机电职业技术学院
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!