一种活塞式航空发动机智能装配线的制作方法
本发明涉及发动机装配,具体为一种活塞式航空发动机智能装配线。
背景技术:
1、目前,航空活塞发动机装配工艺采用就地装配的方式,不采用输送线,由计划员将所需的零部件定量配送在工作台附近,员工在工作台直接装配,发动机装配完成后装入转运箱拉至成品区域,这种在小型企业比较常见,主要适合于发动机小批量生产。
2、而比较常见的则采用适合其产品的滚轮连续型输送线。其主要由驱动装置、传动装置、输送板以及电控系统等组成,这种装配线可进行批量生产,组装线是人和机器的有效组合,最充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机地组合,以满足多品种产品的装配要求。装配流水线的传输方式有同步传输的(强制式)也可以是非同步传输(柔性式),根据配置的选择,实现手工装配或半自动装配。虽然一定程度提高了装配的效率,但是该种类别的装配线在生产过程中需要操作人员比较多,前期投入工作较多。
技术实现思路
1、针对背景技术中提出的现有发动机装配在使用过程中存在的不足,本发明提供了一种活塞式航空发动机智能装配线,具备高度智能装配的优点,解决了上述背景技术中提出的问题。
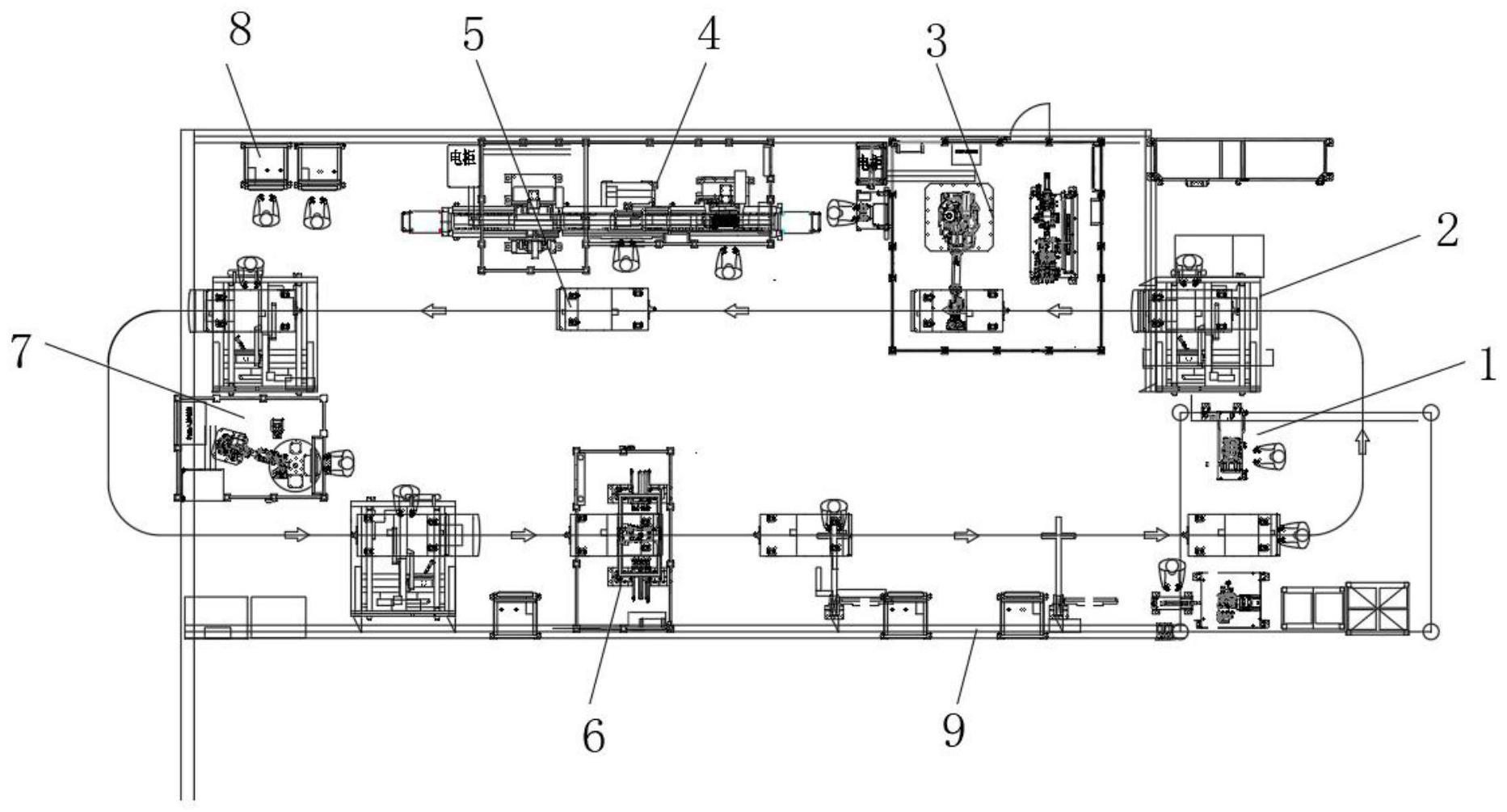
2、本发明提供如下技术方案:一种活塞式航空发动机智能装配线,包括导引轨道,所述导引轨道上移动有agv小车,沿着所述导引轨道设有装配线桥架,沿着装配线桥架分布有发动机打刻编码设备、活塞连杆组装系统、活塞凸出高度检测系统、缸盖总成装配系统、凸轮轴齿轮压装系统、智能涂胶机器设备、发动机总成试漏系统,所述agv小车上放置有待装配零件。
3、进一步,所述发动机打刻编码设备包括编码机安装支架、发动机打刻编码工作台、打码机、发动机打刻编码控制器和发动机打刻编码启动开关,所述发动机打刻编码工作台设置于编码机安装支架的上方,所述发动机打刻编码工作台上安装打码机,所述发动机打刻编码控制器和发动机打刻编码启动开关均安装在编码机安装支架上,所述发动机打刻编码启动开关与发动机打刻编码控制器电性连接,所述发动机打刻编码控制器用于控制打码机动作。
4、进一步,所述活塞连杆组装系统包括连杆盛装设备、连杆压装机和拧紧设备,所述连杆盛装设备的一侧设有轴瓦防错料架,所述连杆盛装设备上放置有待压装连杆,所述连杆压装机用于压装活塞连杆,所述拧紧设备包括立柱,所述立柱上设有kbk导轨,所述立柱上安装有拧紧轴和拧紧轴控制器。
5、进一步,所述活塞凸出高度检测系统包括活塞凸出高度检测设备围栏,所述活塞凸出高度检测设备围栏内设有活塞凸出高度检测机器人、上位机和检测台,所述活塞凸出高度检测机器人的驱动臂上安装有相机和夹紧机构,所述检测台上设有驱动电机、位移传感器和扭矩传感器,所述驱动电机用于带动缸体上的曲轴旋转。
6、进一步,所述缸盖总成装配系统包括轨道、缸盖转运小车、缸盖翻转机、锁块压装机和气门拍打试漏机,所述缸盖转运小车沿轨道移动,沿所述轨道依次设有缸盖翻转机、锁块压装机和气门拍打试漏机。
7、进一步,所述发动机总成试漏系统包括防护栏、试漏仪、试漏封堵、底座和定位机构,所述试漏仪和试漏封堵分别设置于防护栏内的两侧,所述试漏封堵的下方设置底座,所述底座上设置定位机构。
8、进一步,所述智能涂胶机器设备包括涂胶机器人、转台、涂胶机构和智能涂胶控制面板,所述转台上放置待涂胶零部件,所述涂胶机构安装在涂胶机器人的机械臂上,所述智能涂胶控制面板控制涂胶机器人、转台的移动。
9、进一步,所述凸轮轴齿轮压装系统包括凸轮轴齿轮压装设备架、凸轮轴齿轮压装控制面板、凸轮轴摆放台、凸轮轴齿轮压装机、加热机和凸轮轴齿轮压装启动按钮,所述凸轮轴齿轮压装控制面板、凸轮轴摆放台、凸轮轴齿轮压装机、加热机和凸轮轴齿轮压装启动按钮均安装在凸轮轴齿轮压装设备架上,所述凸轮轴摆放台位于凸轮轴齿轮压装机的下方。
10、本发明具备以下有益效果:
11、1、本发明为一种活塞式航空发动机智能装配,通过发动机打刻编码设备、活塞连杆组装系统、活塞凸出高度检测系统、缸盖总成装配系统、agv小车、发动机总成试漏系统、智能涂胶机器设备、凸轮轴齿轮压装系统和装配线桥架组成一种简单实用、成本较低且自动化程度较高的柔性装配线,具备多机型柔性化共线生产、半自动化装配,配合整线质量管控技术,可实现全工位动画演示、全过程质量监控、全生命周期数据追溯的“三全”特色,提高航空活塞发动机装配水平。
技术特征:
1.一种活塞式航空发动机智能装配线,其特征在于:包括导引轨道,所述导引轨道上移动有agv小车(5),沿着所述导引轨道设有装配线桥架(9),沿着装配线桥架(9)分布有发动机打刻编码设备(1)、活塞连杆组装系统(2)、活塞凸出高度检测系统(3)、缸盖总成装配系统(4)、凸轮轴齿轮压装系统(8)、智能涂胶机器设备(7)、发动机总成试漏系统(6),所述agv小车(5)上放置有待装配零件。
2.根据权利要求1所述的一种活塞式航空发动机智能装配线,其特征在于:所述发动机打刻编码设备(1)包括编码机安装支架(101)、发动机打刻编码工作台(102)、打码机(103)、发动机打刻编码控制器(104)和发动机打刻编码启动开关(105),所述发动机打刻编码工作台(102)设置于编码机安装支架(101)的上方,所述发动机打刻编码工作台(102)上安装打码机(103),所述发动机打刻编码控制器(104)和发动机打刻编码启动开关(105)均安装在编码机安装支架(101)上,所述发动机打刻编码启动开关(105)与发动机打刻编码控制器(104)电性连接,所述发动机打刻编码控制器(104)用于控制打码机(103)动作。
3.根据权利要求1所述的一种活塞式航空发动机智能装配线,其特征在于:所述活塞连杆组装系统(2)包括连杆盛装设备(201)、连杆压装机(202)和拧紧设备(203),所述连杆盛装设备(201)的一侧设有轴瓦防错料架,所述连杆盛装设备(201)上放置有待压装连杆,所述连杆压装机(202)用于压装活塞连杆,所述拧紧设备(203)包括立柱,所述立柱上设有kbk导轨,所述立柱上安装有拧紧轴和拧紧轴控制器。
4.根据权利要求1所述的一种活塞式航空发动机智能装配线,其特征在于:所述活塞凸出高度检测系统(3)包括活塞凸出高度检测设备围栏(301),所述活塞凸出高度检测设备围栏(301)内设有活塞凸出高度检测机器人(302)、上位机(303)和检测台(304),所述活塞凸出高度检测机器人(302)的驱动臂上安装有相机(308)和夹紧机构(309),所述检测台(304)上设有驱动电机(305)、位移传感器(306)和扭矩传感器(307),所述驱动电机(305)用于带动缸体上的曲轴旋转。
5.根据权利要求1所述的一种活塞式航空发动机智能装配线,其特征在于:所述缸盖总成装配系统(4)包括轨道(401)、缸盖转运小车(402)、缸盖翻转机(403)、锁块压装机(404)和气门拍打试漏机(405),所述缸盖转运小车(402)沿轨道(401)移动,沿所述轨道(401)依次设有缸盖翻转机(403)、锁块压装机(404)和气门拍打试漏机(405)。
6.根据权利要求1所述的一种活塞式航空发动机智能装配线,其特征在于:所述发动机总成试漏系统(6)包括防护栏(601)、试漏仪(602)、试漏封堵(603)、底座(604)和定位机构(605),所述试漏仪(602)和试漏封堵(603)分别设置于防护栏(601)内的两侧,所述试漏封堵(603)的下方设置底座(604),所述底座(604)上设置定位机构(605)。
7.根据权利要求1所述的一种活塞式航空发动机智能装配线,其特征在于:所述智能涂胶机器设备(7)包括涂胶机器人(701)、转台(702)、涂胶机构(703)和智能涂胶控制面板(704),所述转台(702)上放置待涂胶零部件,所述涂胶机构(703)安装在涂胶机器人(701)的机械臂上,所述智能涂胶控制面板(704)控制涂胶机器人(701)、转台(702)的移动。
8.根据权利要求1所述的一种活塞式航空发动机智能装配线,其特征在于:所述凸轮轴齿轮压装系统(8)包括凸轮轴齿轮压装设备架(801)、凸轮轴齿轮压装控制面板(802)、凸轮轴摆放台(803)、凸轮轴齿轮压装机(804)、加热机(805)和凸轮轴齿轮压装启动按钮(806),所述凸轮轴齿轮压装控制面板(802)、凸轮轴摆放台(803)、凸轮轴齿轮压装机(804)、加热机(805)和凸轮轴齿轮压装启动按钮(806)均安装在凸轮轴齿轮压装设备架(801)上,所述凸轮轴摆放台(803)位于凸轮轴齿轮压装机(804)的下方。
技术总结
本发明涉及发动机装配技术领域,且公开了一种活塞式航空发动机智能装配线,包括导引轨道,所述导引轨道上移动有AGV小车,沿着所述导引轨道设有装配线桥架。本发明为一种活塞式航空发动机智能装配,通过发动机打刻编码设备、活塞连杆组装系统、活塞凸出高度检测系统、缸盖总成装配系统、AGV小车、发动机总成试漏系统、智能涂胶机器设备、凸轮轴齿轮压装系统和装配线桥架组成一种简单实用、成本较低且自动化程度较高的柔性装配线,具备多机型柔性化共线生产、半自动化装配,配合整线质量管控技术,可实现全工位动画演示、全过程质量监控、全生命周期数据追溯的“三全”特色,提高航空活塞发动机装配水平。
技术研发人员:李世东,梅恒珩,卢雷祥,周长春
受保护的技术使用者:芜湖钻石航空发动机有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!