一种透平叶片焊接用的工装结构的制作方法
本发明涉及透平叶片组装的,具体为一种透平叶片焊接用的工装结构。
背景技术:
1、透平叶片是燃气轮机的关键零件,其承温能力是评价燃机性能和寿命的重要指标。为了提高叶片承温能力,除了改善合金成分,提高材料的耐高温能力外,改进叶片的冷却结构也是重要途径之一。因此,通过开发具有复杂内腔、气膜冷却孔和扰流柱等的空心气冷叶片,可以显著提高透平叶片的耐高温能力,且用于封堵叶片叶顶区域气流的盖板,是透平叶片的主要组成部分,为了使盖板精确、平整、光滑的焊接在叶片上,进而减少裂纹、凹坑、夹杂等缺陷,提高叶片使用性能,急需开发一款适用于透平叶片盖板焊接的工装。
2、现有的焊接盖板的方法主要有焊接定位夹具和加粘接剂的方法,其中焊接定位夹具可能会形成较高的装配应力,而且焊接间隙也难以保持均匀,使得形成的焊缝不均匀,因此会对后续叶片的性能会造成诸多的恶劣影响;当加入粘接剂时,当母材导电性较差使得粘接剂挥发较快时,有时会引起盖板的位移,导致叶片和盖板之间的间隙发生偏移,甚至会使钎料流入到冷却孔中,对叶片造成损害。
3、因此,急需研发一种能够将盖板精确、平整、光滑的焊接在透平叶片的工装。
技术实现思路
1、针对上述问题,本发明提供了一种透平叶片焊接用的工装结构,其结构简单、操作便捷,使得叶片和盖板吻合效果良好,进而减少缺陷,提高叶片的使用性能。
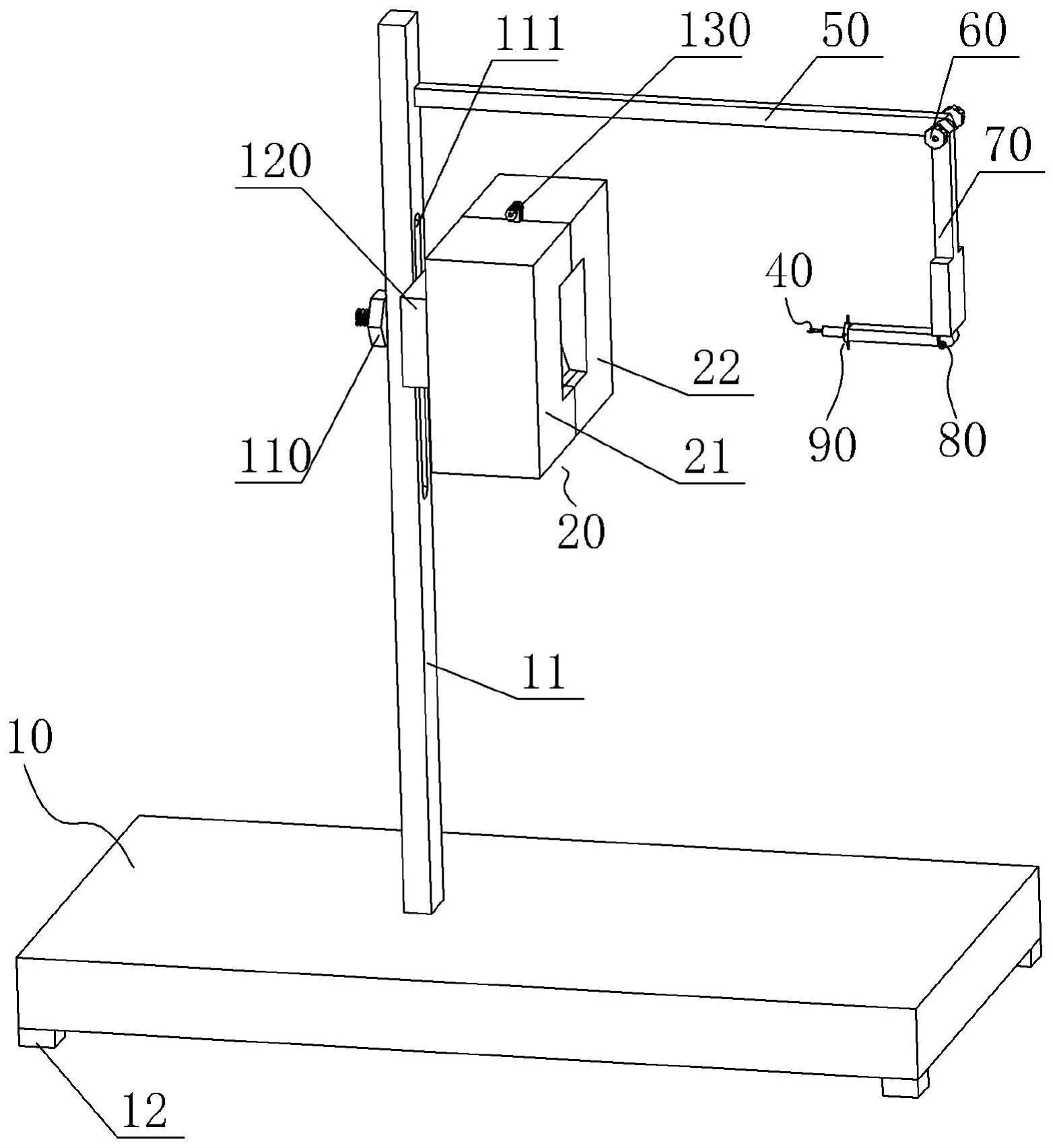
2、一种透平叶片焊接用的工装结构,其特征在于,其包括:
3、底座,其上设置有上凸的导向杆;
4、叶片定位工装,其包括第一工装体、第二工装体,所述第一工装体、第二工装体拼合后的腔体用于定位叶片的底部位置,所述叶片的叶顶贯穿腔体的敞口后向外凸起,组装状态下叶片水平向布置;
5、盖板夹持座,其包括固定夹板、滑动夹板、支撑板,所述支撑板的朝向叶片定位工装的长度方向一端设置有凸起的固定夹板、另一端设置有凸起的滑动夹板,所述滑动夹板朝向固定夹板相向布置、并组成夹持空间,所述夹持空间用于夹持盖板;
6、以及盖板位置调节组件,其包括连接杆、旋转螺栓、旋转杆、横向及角度调整机构、横向及角度微调机构;
7、所述连接杆置于所述导向杆的上部、水平向布置,所述连接杆的一端固接导向杆的上部对应位置,所述连接杆的另一端枢接所述旋转杆的上端,所述旋转螺栓驱动旋转杆的上端转动布置,所述旋转杆的下端设置有横向及角度调整机构,所述横向及角度调整机构的输出端通过连杆连接横向及角度微调机构,所述横向及角度微调机构的输出端连接所述盖板夹持座;
8、所述叶片定位工装通过连接座、定位螺栓定位于所述导向杆的定位孔槽,所述定位孔槽为高度方向设置的长槽孔,其使得叶片定位工装的位置根据需求进行高度方向调整布置;
9、所述连接座的朝向叶片定位工装的端面设置有水平横向导向槽,所述第一工装体、第二工装体的后端面凸起有仿形凸起,所述仿形凸起嵌装于水平横向导向槽、用于打开或闭合腔体。
10、其进一步特征在于:
11、所述滑动夹板和支撑板之间通过第一导向轨道结构连接布置,所述盖板夹持座还包括有抵紧螺栓,所述抵紧螺栓的长度方向两端分别连接滑动夹板、固定夹板的夹持空间的内端位置;
12、所述滑动夹板和固定夹板的相向表面上分别设置有第一垫板,确保夹持不会损伤盖板;
13、所述第一工装体、第二工装体在拼合到位后,所述第一工装体、第二工装体的顶部和底部的相向位置设置有凸起的工装固定螺栓,所述工装固定螺栓将所述第一工装体、第二工装体锁附;
14、所述横向及角度调整机构包括两的端固定轮、中间的旋转轮、外侧的旋转齿轮,所述旋转齿轮的转轴贯穿其中一个固定轮的中心孔后固接于所述旋转轮,所述旋转轮的外周一径向位置固装有连接板,所述连接板的外露端固接连杆的一端,所述连杆的另一端安装有所述横向及角度微调机构;
15、所述旋转杆的底部设置有水平横向导向槽,两所述固定轮的上端上凸设置有固定板,所述固定板的顶部嵌装于水平横向导向槽内,固定板在外部横向力的作用下带动下方机构沿着水平横向导向槽移动作业;
16、所述横向及角度微调机构包括旋转定位轮、外凸手柄,所述旋转定位轮支承于所述连杆、并在外力转动下绕着连杆的中心轴旋转设置,所述旋转定位轮的外环周环布有若干所述外凸手柄,所述旋转定位轮的外端凸起连接所述连接轴,所述连接轴的外端径向中心设置有凸起连接轴,所述凸起连接轴的末端固装所述支撑板。
17、采用本发明后,首先通过打开叶片定位工装,将叶片的底部固定在第一工装体、第二工装体的腔体内,并用工装固定螺栓进行锁定,将叶片进行固定;随后,通过移动定位螺栓将叶片移动到合适的位置,并进行锁定;随后,通过将开坡口留有钝边的盖板固定在盖板夹持座的夹持空间上,之后通过旋转螺栓转动旋转杆,让盖板达到合适的位置;随后,通过横向及角度调整机构移动及调整盖板的位置,最后通过横向及角度微调机构对盖板的方向和间隙进行微调,来精准匹配盖板和叶顶的位置;最后,通过手工氩弧焊方法进行盖板焊接和固定,完毕后,移动夹具,进行焊接下一快盖板。
技术特征:
1.一种透平叶片焊接用的工装结构,其特征在于,其包括:
2.如权利要求1所述的一种透平叶片焊接用的工装结构,其特征在于:所述滑动夹板和支撑板之间通过第一导向轨道结构连接布置,所述盖板夹持座还包括有抵紧螺栓,所述抵紧螺栓的长度方向两端分别连接滑动夹板、固定夹板的夹持空间的内端位置。
3.如权利要求2所述的一种透平叶片焊接用的工装结构,其特征在于:所述滑动夹板和固定夹板的相向表面上分别设置有第一垫板。
4.如权利要求1所述的一种透平叶片焊接用的工装结构,其特征在于:所述第一工装体、第二工装体在拼合到位后,所述第一工装体、第二工装体的顶部和底部的相向位置设置有凸起的工装固定螺栓,所述工装固定螺栓将所述第一工装体、第二工装体锁附。
5.如权利要求1所述的一种透平叶片焊接用的工装结构,其特征在于:所述横向及角度调整机构包括两的端固定轮、中间的旋转轮、外侧的旋转齿轮,所述旋转齿轮的转轴贯穿其中一个固定轮的中心孔后固接于所述旋转轮,所述旋转轮的外周一径向位置固装有连接板,所述连接板的外露端固接连杆的一端,所述连杆的另一端安装有所述横向及角度微调机构。
6.如权利要求1所述的一种透平叶片焊接用的工装结构,其特征在于:所述旋转杆的底部设置有水平横向导向槽,两所述固定轮的上端上凸设置有固定板,所述固定板的顶部嵌装于水平横向导向槽内,固定板在外部横向力的作用下带动下方机构沿着水平横向导向槽移动作业。
7.如权利要求5所述的一种透平叶片焊接用的工装结构,其特征在于:所述横向及角度微调机构包括旋转定位轮、外凸手柄,所述旋转定位轮支承于所述连杆、并在外力转动下绕着连杆的中心轴旋转设置,所述旋转定位轮的外环周环布有若干所述外凸手柄,所述旋转定位轮的外端凸起连接所述连接轴,所述连接轴的外端径向中心设置有凸起连接轴,所述凸起连接轴的末端固装所述支撑板。
技术总结
本发明提供了一种透平叶片焊接用的工装结构,其结构简单、操作便捷,使得叶片和盖板吻合效果良好,进而减少缺陷,提高叶片的使用性能。其包括:底座,其上设置有导向杆;叶片定位工装,其包括第一工装体、第二工装体,第一工装体、第二工装体拼合后的腔体用于定位叶片的底部位置,叶片的叶顶贯穿腔体的敞口后向外凸起;盖板夹持座,其包括固定夹板、滑动夹板、支撑板,支撑板的朝向叶片定位工装的长度方向一端设置有凸起的固定夹板、另一端设置有凸起的滑动夹板,滑动夹板朝向固定夹板相向布置、并组成夹持空间,夹持空间用于夹持盖板;以及盖板位置调节组件,其包括连接杆、旋转螺栓、旋转杆、横向及角度调整机构、横向及角度微调机构。
技术研发人员:肖俊峰,马伟,高斯峰,唐文书,刘全明,高松,李永君,张炯,南晴,徐小卜
受保护的技术使用者:西安热工研究院有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!