一种医用超声刀TC4ELI钛合金丝材的制备方法与流程
本发明涉及涉及钛合金加工,特别是涉及一种医用超声刀tc4eli钛合金丝材的制备方法。
背景技术:
1、随着医疗水平的不断发展,临床医用外科超声手术刀具有精准切割、止血快、创伤面小、术后恢复快的特点,已成为外科手术的发展趋势。常用于乳腺外科手术、腹部外科手术、肝胆外科手术、微创妇科手术、五官科手术、头颈科手术、胸外科手术、泌尿外科微创手术等。相对于传统的电刀,医用外科超声手术刀在现有的技术水平上,极大程度的减少了疾病带给患者的疼痛。
2、超声刀作为微创手术常用的手术器械,具有边切割边止血的作用,具有良好的止血效果、精确切割、安全、术后恢复快、无损伤、最小的侧热损伤的优点,可以极大地减少病人的痛苦。超声刀用棒丝材主要用于医用超声刀,是利用超声波发生器将电信号转换为高频振荡信号传递给换能器,再由换能器将高频振荡信号转换为高频机械信号产生高频机械振动,并通过变幅杆的作用将振幅放大,最后把机械振动传递到连接变幅杆的超声刀部分,进而接触生物组织,对所需切割部位进行精准有效的切割或者凝血。
3、目前超声手术刀刀杆主要为tc4eli合金丝材,常见为φ5mm、φ6mm两种规格,tc4eli合金具有较高的比强度、优异的耐蚀性能以及良好的生物相容性,因此在化工、航空航天、生物医学等有着广泛的应用。现有的超声手术刀选择在一定的工作频率范围内,要求材料的阻抗较小,疲劳性能提升,超声刀刀杆的能量传递效率提升,但是目前针对上述的各项性能与国外产品还存在差异,导致超声手术刀切割过程中产生消叫声,无法精准切割,因此在上述性能各方面要求下调控材料的组织显得尤为重要。
技术实现思路
1、为解决上述背景技术中存在的至少一种问题,本发明提供一种医用超声刀tc4eli钛合金丝材的制备方法。
2、本发明实施例提供的一种医用超声刀tc4eli钛合金丝材的制备方法,tc4eli钛合金丝材,包括如下六个步骤:
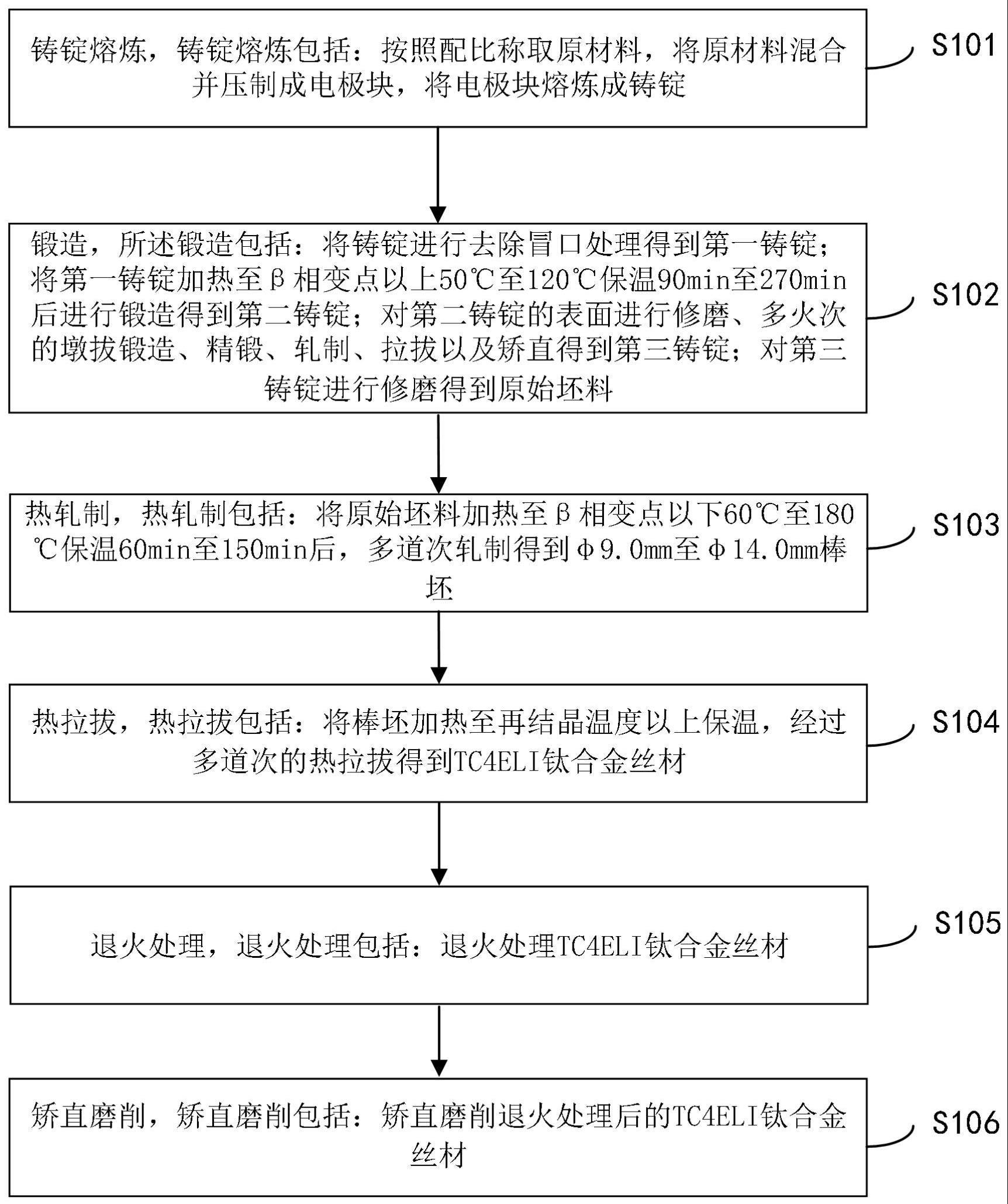
3、步骤一:铸锭熔炼,铸锭熔炼包括:按照配比称取原材料,将原材料混合并压制成电极块,将所述电极块熔炼成铸锭;
4、步骤二:锻造,锻造包括:将铸锭进行去除冒口处理得到第一铸锭;将第一铸锭加热至β相变点以上50℃至120℃保温90min至270min后进行锻造得到第二铸锭;对第二铸锭的表面进行修磨、多火次的墩拔锻造、精锻、轧制、拉拔以及矫直得到第三铸锭;对第三铸锭进行修磨得到原始坯料;
5、步骤三:热轧制,热轧制包括:将原始坯料加热至β相变点以下60℃至180℃保温60min至150min后,多道次轧制得到φ9.0mm至φ14.0mm棒坯;
6、步骤四:热拉拔,热拉拔包括:将所述棒坯加热至再结晶温度以上保温,经过多道次的热拉拔得到tc4eli钛合金丝材;
7、步骤五:退火处理,退火处理包括:退火处理tc4eli钛合金丝材;
8、步骤六:矫直磨削,矫直磨削包括:矫直磨削退火处理后的所述tc4eli钛合金丝材。
9、进一步地,上述一种医用超声刀tc4eli钛合金丝材的制备方法中,按照配比称取原材料中称取的原材料中的al含量为5.5%至6.5%,原材料中的v含量为3.5%至4.5%,原材料中的fe含量为≤0.22%,原材料中的c含量为≤0.08%,原材料中的n含量为≤0.06%,原材料中的o含量为≤0.2%,原材料中的h含量为≤0.02%,其余为ti,所述原材料中的杂质含量均低于预设阈值。
10、进一步地,上述一种医用超声刀tc4eli钛合金丝材的制备方法中,退火处理tc4eli钛合金丝材,包括:
11、将tc4eli钛合金丝材加热至650℃至800℃后,保温0.5h至2h后进行空冷处理。
12、进一步地,上述一种医用超声刀tc4eli钛合金丝材的制备方法中,步骤二中,多火次的墩拔锻造、精锻、轧制、拉拔以及矫直得到第三铸锭,第三铸锭的径向总变形量达85%至98%。
13、进一步地,上述一种医用超声刀tc4eli钛合金丝材的制备方法中,步骤六中的tc4eli钛合金丝材的室温性能为:抗拉强度rm≥950mpa,屈服强度rp0.2≥870mpa,伸长率≥10%,断面收缩率≥25%。
14、进一步地,上述一种医用超声刀tc4eli钛合金丝材的制备方法中,步骤六中的tc4eli钛合金丝材的阻抗值为30至60欧姆。
15、进一步地,上述一种医用超声刀tc4eli钛合金丝材的制备方法中,步骤六中的tc4eli钛合金丝材为α+β两相组织。
16、进一步地,上述一种医用超声刀tc4eli钛合金丝材的制备方法中,步骤六中的tc4eli钛合金丝材的组织特征为横、纵向初生α相均为等轴形态,并且细小均匀,表面粗糙度≤1.2μm。
17、本发明有益效果在于:本发明实施例提供的本发明实施例提供的一种医用超声刀tc4eli钛合金丝材的制备方法,tc4eli钛合金丝材包括如下六个步骤:步骤一:铸锭熔炼,所述铸锭熔炼包括:按照配比称取原材料,将原材料混合并压制成电极块,将电极块熔炼成铸锭;步骤二:锻造,锻造包括:将所述铸锭进行去除冒口处理得到第一铸锭;将第一铸锭加热至β相变点以上50℃至120℃保温90min至270min后进行锻造得到第二铸锭;对第二铸锭的表面进行修磨、多火次的墩拔锻造、精锻、轧制、拉拔以及矫直得到第三铸锭;对第三铸锭进行修磨得到原始坯料;步骤三:热轧制,热轧制包括:将原始坯料加热至β相变点以下60℃至180℃保温60min至150min后,多道次轧制得到φ9.0mm至φ14.0mm棒坯;步骤四:热拉拔,热拉拔包括:将棒坯加热至再结晶温度以上保温,经过多道次的热拉拔得到tc4eli钛合金丝材;步骤五:退火处理,退火处理包括:退火处理tc4eli钛合金丝材;步骤六:矫直磨削,矫直磨削包括:矫直磨削退火处理后的tc4eli钛合金丝材。本申请通过锻造过程的高频率锻打引起的变形热,使tc4eli钛合金丝材的热量分布更均匀,有效的提升了tc4eli钛合金丝材的力学性能,并且通过高温锻造结合低温轧制的路线使得tc4eli钛合金丝材的塑性改善良好。
技术特征:
1.一种医用超声刀tc4eli钛合金丝材的制备方法,其特征在于,包括如下六个步骤:
2.根据权利要求1所述的一种医用超声刀tc4eli钛合金丝材的制备方法,其特征在于,所述按照配比称取原材料中称取的原材料中的al含量为5.5%至6.5%,原材料中的v含量为3.5%至4.5%,原材料中的fe含量为≤0.22%,原材料中的c含量为≤0.08%,原材料中的n含量为≤0.06%,原材料中的o含量为≤0.2%,原材料中的h含量为≤0.02%,其余为ti,所述原材料中的杂质含量均低于预设阈值。
3.根据权利要求1所述的一种医用超声刀tc4eli钛合金丝材的制备方法,其特征在于,所述退火处理所述tc4eli钛合金丝材,包括:
4.根据权利要求1所述的一种医用超声刀tc4eli钛合金丝材的制备方法,其特征在于,所述步骤二中,所述多火次的墩拔锻造、精锻、轧制、拉拔以及矫直得到第三铸锭,所述第三铸锭的径向总变形量达85%至98%。
5.根据权利要求1所述的一种医用超声刀tc4eli钛合金丝材的制备方法,其特征在于,所述步骤六中的tc4eli钛合金丝材的室温性能为:抗拉强度rm≥950mpa,屈服强度rp0.2≥870mpa,伸长率≥10%,断面收缩率≥25%。
6.根据权利要求1所述的一种医用超声刀tc4eli钛合金丝材的制备方法,其特征在于,所述步骤六中的tc4eli钛合金丝材的阻抗值为30至60欧姆。
7.根据权利要求1所述的一种医用超声刀tc4eli钛合金丝材的制备方法,其特征在于,所述步骤六中的tc4eli钛合金丝材为α+β两相组织。
8.根据权利要求1所述的一种医用超声刀tc4eli钛合金丝材的制备方法,其特征在于,所述步骤六中的tc4eli钛合金丝材的组织特征为横、纵向初生α相均为等轴形态,并且细小均匀,表面粗糙度≤1.2μm。
技术总结
本发明涉及钛合金加工技术领域,公开了一种医用超声刀TC4ELI钛合金丝材的制备方法,包括:按照配比称取原材料,将原材料混合并压制成电极块,将电极块熔炼成铸锭;将铸锭进行去除冒口处理得到第一铸锭;将第一铸锭加热至β相变点以上50℃至120℃保温90min至270min后进行锻造得到第二铸锭;对第二铸锭的表面进行修磨、多火次的墩拔锻造、精锻、轧制、拉拔以及矫直得到第三铸锭;对第三铸锭进行修磨得到原始坯料;将原始坯料加热至β相变点以下60℃至180℃保温60min至150min后,多道次轧制得到φ9.0mm至φ14.0mm棒坯;将棒坯加热至再结晶温度以上保温,经过多道次的热拉拔得到TC4ELI钛合金丝材;退火处理TC4ELI钛合金丝材;矫直磨削TC4ELI钛合金丝材。本申请提升了TC4ELI钛合金丝材的力学性能。
技术研发人员:刘向宏,肖颖,杜小联,孙小平,付航涛,白洁,李献有,王凯旋,李少强,杜予晅,冯勇
受保护的技术使用者:西部超导材料科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!