一种电机定子硅钢片四工位视觉定位激光焊接装置及方法与流程
本发明涉及激光焊接,具体为一种电机定子硅钢片四工位视觉定位激光焊接装置及方法。
背景技术:
1、新能源汽车的核心部件之一就是驱动电机,要实现新能源汽车的批量化生产,提高电机定子硅钢片叠片焊接的生产效率和生产品质变得非常必要,现在大多企业采用氩弧焊焊接,氩弧焊焊后的热量和内应力较大,容易出现焊缝开裂的情况。而激光焊接是将激光器输出的高功率密度的激光束经过聚焦,使其光斑小,能量集中,密度高,加热效率快,因此焊后硅钢片不宜开裂,焊接效率和焊接品质高。
2、目前,现有技术例如公开号为cn 208675065 u中提出的手动夹紧式电机定子激光焊接装置,该采用手动将定子夹紧在工装上,工装固定在中空转台上,采用单激光头配合中空转台旋转,实现定子硅钢片多道焊缝焊接。此方案采用手动叠压,无脱料装置,焊后由于定子微变形与工装分离较困难,另外单头激光焊接机效率低,不适合大批量生产,更不适配自动化与智能化生产。
技术实现思路
1、为实现上述目的,本发明提供如下技术方案:
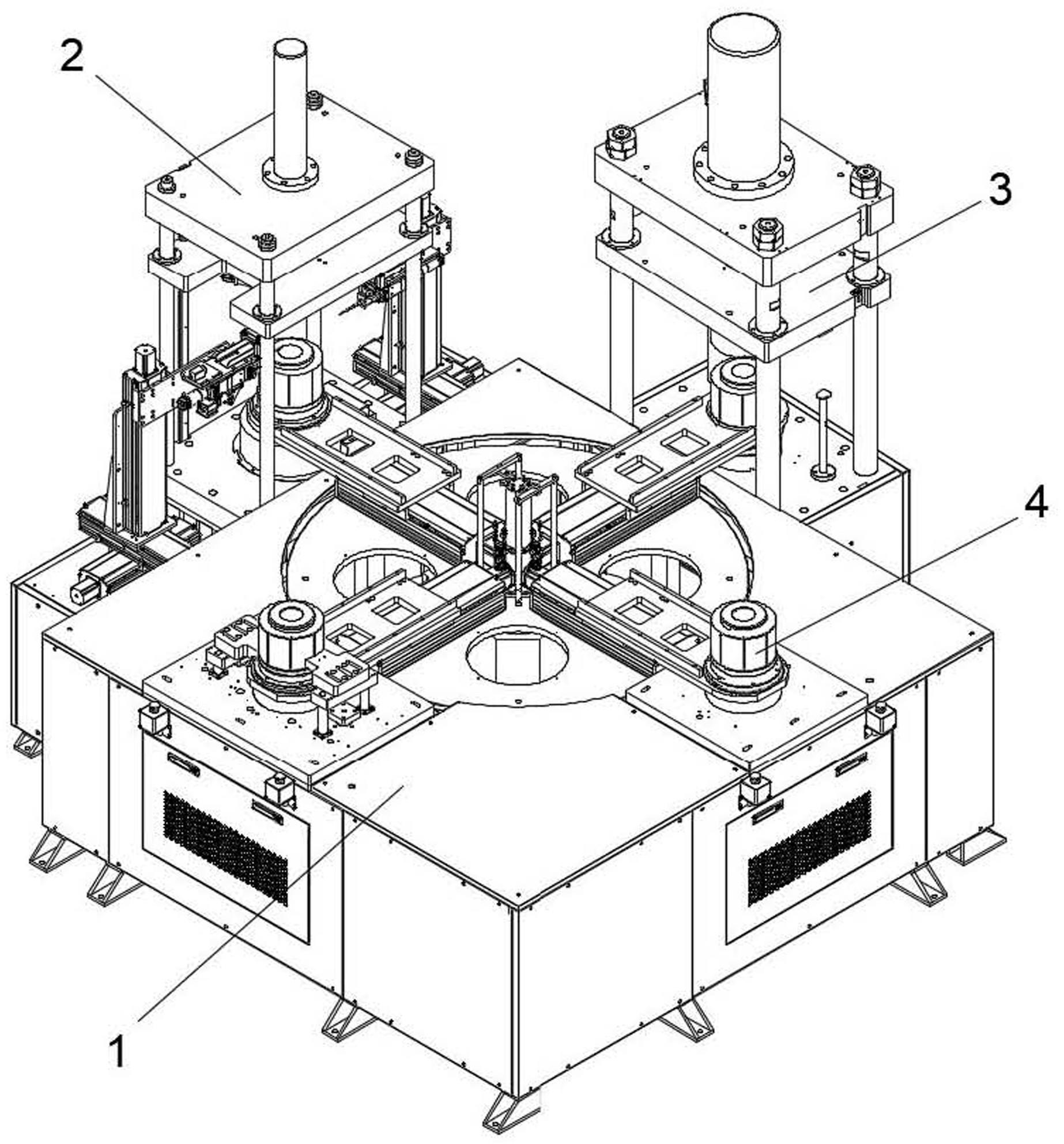
2、一种电机定子硅钢片四工位视觉定位激光焊接装置,包括四工位上料平台以及位于四工位上料平台外侧的激光焊接组件和和预压组件,所述四工位上料平台包括移料平台底座,所述移料平台底座上分别安装有旋转移料组件、上料工位和脱料组件,且所述旋转移料组件位于中心位置,所述旋转移料组件的四端处均安装有夹具组件;
3、所述激光焊接组件包括焊接底座,所述焊接底座上安装有旋转组件、工位移动组件,所述工位移动组件上安装有工位视觉相机组件和右工位焊接头,所述旋转组件的台面上安装有辅助旋转组件。
4、进一步,所述辅助旋转组件包括位于旋转组件的台面上安装有一号四柱架板,一号四柱架板的顶部安装有推动油缸,推动油缸的输出端通过二号压力传感器安装有一号升降板,升降板的底部安装有随动旋转压盘。
5、进一步,所述旋转移料组件包括位于移料平台底座内部固定的底板,底板的底部安装有调移油缸,调移油缸的顶端固定有支撑组件,支撑组件的平台上安装有四工位凸轮分割器,四工位凸轮分割器的转动端固定有与支撑组件贴合的旋转平台,旋转平台上安装有位于中心的导电滑环和位于四周的四个伺服模组组件,伺服模组组件上安装有伸缩臂,所述夹具组件安装至伸缩臂末端。
6、进一步,所述脱料组件包括位于移料平台底座的顶部连接有固定板,所述固定板的顶部安装有两组压板组件,所述固定板的底部固定有四个导杆,四个导杆的底端之间连接有油缸安装板,油缸安装板的底端安装有顶出油缸,顶出油缸的顶出端固定有套接在四个导杆上的活动板,活动板的顶部固定有与脱料板相连接的顶杆。
7、进一步,所述预压组件包括预压底座,所述预压底座上固定有二号四柱架体,二号四柱架体的导向柱上滑动安装有二号升降板,二号四柱架体的顶部安装有预压油缸,预压油缸的顶出端通过一号压力传感器与二号升降板相连接,二号升降板的底部安装有上压头和测距传感器,所述预压底座的顶部固定有位于测距传感器下方的量棒。
8、进一步,所述伸缩臂上设置有圆形定位槽,其圆形定位槽中放置有夹具组件,所述夹具组件包括放置在伸缩臂的圆形定位槽中的工装底座,工装底座的内部安装有工装芯轴,工装芯轴的外侧套接有脱料板。
9、进一步,所述导电滑环位于四个伺服模组组件之间,且导电滑环与四个伺服模组组件电连接,所述支撑组件包括安装有减震组件的支撑柱,减震组件顶部有滑轮。
10、进一步,所述压板组件包括压板、滑柱和气缸,滑柱穿过固定板,气缸安装在固定板的下方,且压板固定至气缸的顶出端。
11、一种视觉定位激光焊接方法,包括下述步骤:
12、旋转组件驱动电机定子硅钢片转动至焊接工位角度;
13、工位移动组件驱动工位焊接头横向移动使得正对电机定子硅钢片的目标焊缝;
14、启动工位视觉相机组件并驱动工位视觉相机组件上下移动,在目标焊缝起点位置以及终点位置附近拍摄高清图像,并计算焊缝长度以及焊接的起点和终点位置;
15、工位移动组件驱动工位焊接头上下移动,从目标焊缝的焊接起点位置移动至焊接终点位置进行焊接,焊完一道目标焊缝焊接后,旋转组件驱动电机定子硅钢片转动至下一焊接工位角度。
16、进一步,所述计算焊缝长度以及焊接的起点和终点位置的过程如下:
17、工位视觉相机组件从上至下移动,在目标焊缝起点位置附近时,实时识别顶部硅钢片的目标焊缝位置的边缘像素曲线,当边缘像素曲线中点的y坐标与边缘像素曲线两端点的y坐标的差值均接近0时,记录此时工位视觉相机组件在工位移动组件坐标系下的位置坐标一d1;在目标焊缝终点位置附近时,实时识别底部硅钢片的目标焊缝位置的边缘像素曲线,当边缘像素曲线中点的y坐标与边缘像素曲线两端点的y坐标的差值均接近0时,记录此时工位视觉相机组件在工位移动组件坐标系下的位置坐标二d2;
18、计算焊缝长度dl= d2-d1-2d0,焊缝的起点位置为d1+d0-d,焊缝的终点位置为d2-d0-d,其中d0为硅钢片厚度,d为工位视觉相机组件与工位焊接头的距离。
19、与现有技术相比,本申请的技术方案具备以下有益效果:
20、该电机定子硅钢片四工位视觉定位激光焊接装置,通过上料工位处的夹具组件对定子硅钢片进行定位,同时在配合旋转移料组件能够带动夹具组件旋转移动调节位置,分别可移动到预压组件、激光焊接组件和脱料组件处进行处理,因此会依次对定子硅钢片数量进行检测,同时能够提高激光焊接时的质量,最后能够实现自动脱料,因此能够实现自动化与智能化的生产,从而能够提高焊接的质量,并且能够实现大批量的生产。
技术特征:
1.一种电机定子硅钢片四工位视觉定位激光焊接装置,其特征在于:包括四工位上料平台(1)以及位于四工位上料平台(1)外侧的激光焊接组件(2)和和预压组件(3),所述四工位上料平台(1)包括移料平台底座(24),所述移料平台底座(24)上分别安装有旋转移料组件(22)、上料工位(23)和脱料组件(25),且所述旋转移料组件(22)位于中心位置,所述旋转移料组件(22)的四端处均安装有夹具组件(4);
2.根据权利要求1所述的一种电机定子硅钢片四工位视觉定位激光焊接装置,其特征在于:所述辅助旋转组件包括位于旋转组件(18)的台面上安装有一号四柱架板,一号四柱架板的顶部安装有推动油缸(11),推动油缸(11)的输出端通过二号压力传感器(12)安装有一号升降板,升降板的底部安装有随动旋转压盘(13)。
3.根据权利要求1所述的一种电机定子硅钢片四工位视觉定位激光焊接装置,其特征在于:所述旋转移料组件(22)包括位于移料平台底座(24)内部固定的底板(30),底板(30)的底部安装有调移油缸(31),调移油缸(31)的顶端固定有支撑组件(33),支撑组件(33)的平台上安装有四工位凸轮分割器(32),四工位凸轮分割器(32)的转动端固定有与支撑组件(33)贴合的旋转平台(29),旋转平台(29)上安装有位于中心的导电滑环(26)和位于四周的四个伺服模组组件(28),伺服模组组件(28)上安装有伸缩臂(27),所述夹具组件(4)安装至伸缩臂(27)末端。
4.根据权利要求1所述的一种电机定子硅钢片四工位视觉定位激光焊接装置,其特征在于:所述脱料组件(25)包括位于移料平台底座(24)的顶部连接有固定板(39),所述固定板(39)的顶部安装有两组压板组件(38),所述固定板(39)的底部固定有四个导杆(42),四个导杆(42)的底端之间连接有油缸安装板(43),油缸安装板(43)的底端安装有顶出油缸(44),顶出油缸(44)的顶出端固定有套接在四个导杆(42)上的活动板(41),活动板(41)的顶部固定有与脱料板(36)相连接的顶杆(40)。
5.根据权利要求1所述的一种电机定子硅钢片四工位视觉定位激光焊接装置,其特征在于:所述预压组件(3)包括预压底座(10),所述预压底座(10)上固定有二号四柱架体,二号四柱架体的导向柱上滑动安装有二号升降板,二号四柱架体的顶部安装有预压油缸(5),预压油缸(5)的顶出端通过一号压力传感器(6)与二号升降板相连接,二号升降板的底部安装有上压头(8)和测距传感器(7),所述预压底座(10)的顶部固定有位于测距传感器(7)下方的量棒(9)。
6.根据权利要求3所述的一种电机定子硅钢片四工位视觉定位激光焊接装置,其特征在于:所述伸缩臂(27)上设置有圆形定位槽,其圆形定位槽中放置有夹具组件(4),所述夹具组件(4)包括放置在伸缩臂(27)的圆形定位槽中的工装底座(37),工装底座(37)的内部安装有工装芯轴(34),工装芯轴(34)的外侧套接有脱料板(36)。
7.根据权利要求3所述的一种电机定子硅钢片四工位视觉定位激光焊接装置,其特征在于:所述导电滑环(26)位于四个伺服模组组件(28)之间,且导电滑环(26)与四个伺服模组组件(28)电连接,所述支撑组件(33)包括安装有减震组件的支撑柱,减震组件顶部有滑轮。
8.根据权利要求4所述的一种电机定子硅钢片四工位视觉定位激光焊接装置,其特征在于:所述压板组件(38)包括压板、滑柱和气缸,滑柱穿过固定板(39),气缸安装在固定板(39)的下方,且压板固定至气缸的顶出端。
9.一种视觉定位激光焊接方法,其特征在于,所述方法基于权利要求1-8任一项所述激光焊接装置实现,所述方法包括下述步骤:
10.如权利要求9所述视觉定位激光焊接方法,其特征在于,所述计算焊缝长度以及焊接的起点和终点位置的过程如下:
技术总结
本发明涉及激光焊接技术领域,具体为一种电机定子硅钢片四工位视觉定位激光焊接装置及方法,包括四工位上料平台以及位于四工位上料平台外侧的激光焊接组件和和预压组件,所述四工位上料平台包括移料平台底座。该电机定子硅钢片四工位视觉定位激光焊接装置,通过上料工位处的夹具组件对定子硅钢片进行定位,同时在配合旋转移料组件能够带动夹具组件旋转移动调节位置,分别可移动到预压组件、激光焊接组件和脱料组件处进行处理,因此会依次对定子硅钢片数量进行检测,同时能够提高激光焊接时的质量,最后能够实现自动脱料,因此能够实现自动化与智能化的生产,从而能够提高焊接的质量,并且能够实现大批量的生产。
技术研发人员:魏刚,黄文祥,刘汉申
受保护的技术使用者:武汉创恒激光智能装备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!