一种中厚板焊接方法与流程
本发明涉及焊接工艺的,特别是一种中厚板焊接方法。
背景技术:
1、当板材要求全熔透焊接时,目前通常采用气保焊和埋弧焊的组合工艺,首先正面气保焊打底,埋弧自动焊填充、盖面,然后背面碳弧气刨清根、砂轮机打磨后,再次使用气保焊打底,最后再用埋弧自动焊进行填充、盖面焊接。针对中厚板材时,特别是板材厚度大于25mm时,无法避免清根操作,需要在焊接反面焊缝之前,清理焊接坡口直至见到正面焊缝为止,存在焊接变形控制难度大、焊接工作量大、工序繁多、效率低下等问题。
技术实现思路
1、本发明的目的在于:针对相关技术中对中厚板材全熔透的焊接工艺,需要进行碳弧气刨清根、打磨的操作,存在焊接变形控制难度大、焊接工作量大以及效率低下的问题,提供一种中厚板焊接方法,无需进行碳弧气刨清根、打磨的操作,能够降低焊接变形的控制难度,简化施工工序,减少焊接工作量,进而有效提高施工效率。
2、为了实现上述目的,本发明采用的技术方案为:
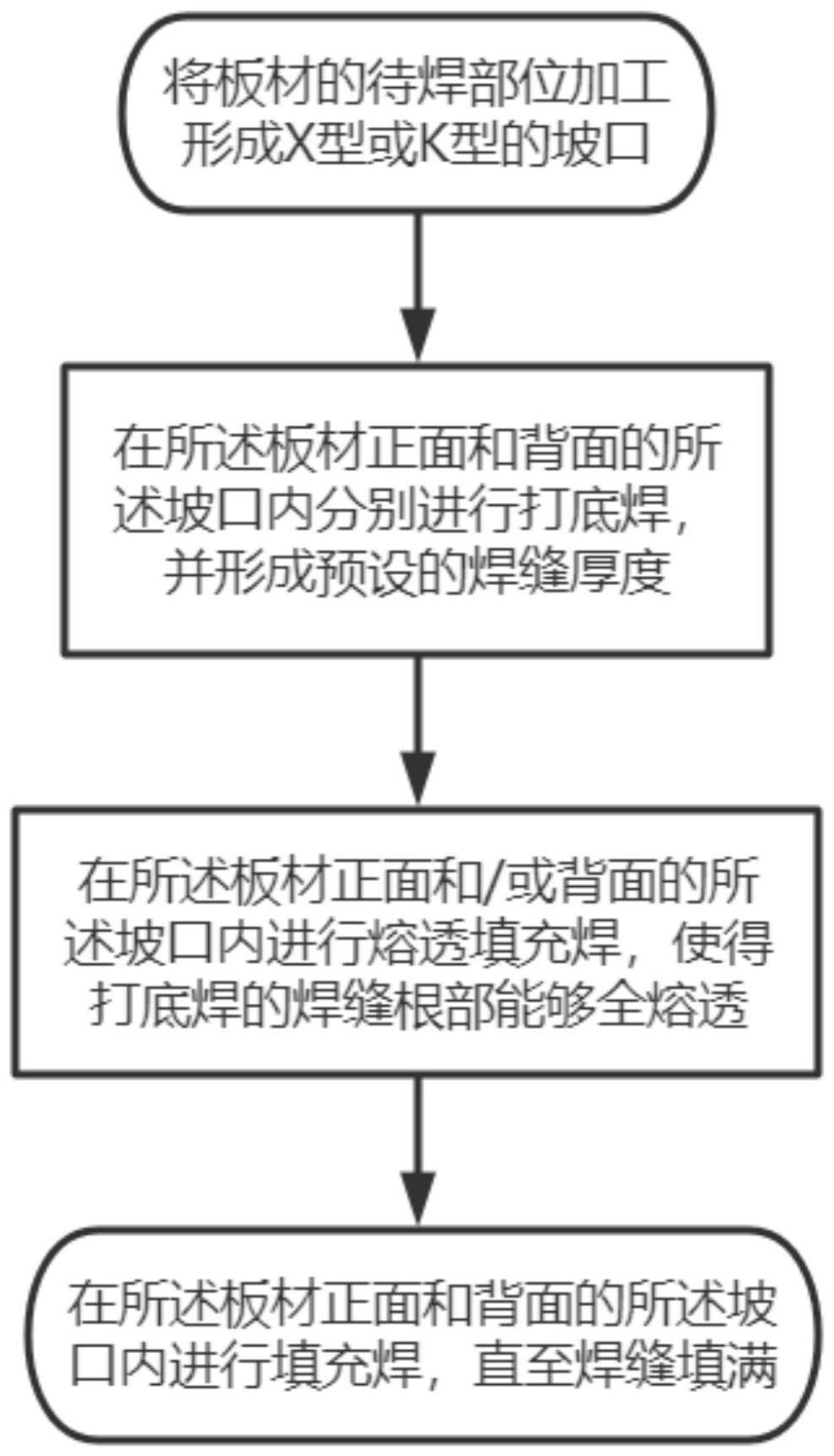
3、一种中厚板焊接方法,包括如下步骤:坡口预制步骤:将板材的待焊部位加工形成x型或k型的坡口;打底焊步骤:在所述板材正面和背面的所述坡口内分别进行打底焊,并形成预设的焊缝厚度;熔透焊根步骤:在所述板材正面和/或背面的所述坡口内进行熔透填充焊,使得打底焊的焊缝根部能够全熔透;以及,填充焊缝步骤:在所述板材正面和背面的所述坡口内进行填充焊,直至焊缝填满。
4、在一些可选的实施方式中,在所述坡口预制步骤中,所述坡口不留钝边,在所述打底焊步骤中,所述板材正面和背面的所述焊缝厚度为3mm~4mm。
5、在一些可选的实施方式中,在所述打底焊步骤中,采用co2气保焊在所述板材正面和背面的所述坡口内各进行一道打底焊,所述打底焊使用的焊丝直径为1.2mm,电流为250a~280a,电压为30v~33v,焊接速度为440mm/min~460mm/min。
6、在一些可选的实施方式中,在所述熔透焊根步骤中,采用埋弧焊在所述板材正面和背面的所述坡口内各进行一道熔透填充焊。
7、在一些可选的实施方式中,在所述熔透焊根步骤中,在所述板材的正面进行所述熔透填充焊时,使用的埋弧焊丝直径为4mm,电流为710a~730a,电压为28v~32v,焊接速度为600mm/min~620mm/min。
8、在一些可选的实施方式中,在所述熔透焊根步骤中,在所述板材的背面进行所述熔透填充焊时,使用的埋弧焊丝直径为4mm,电流为810a~830a,电压为28v~32v,焊接速度为600mm/min~620mm/min。
9、在一些可选的实施方式中,在所述坡口预制步骤中,所述板材的待焊部位为t型接头,将所述板材的待焊部位加工形成k型的所述坡口,且所述板材正面和背面的所述坡口的角度为45度~55度。
10、在一些可选的实施方式中,在所述坡口预制步骤中,所述板材正面和背面的所述坡口相互对称。
11、在一些可选的实施方式中,所述板材焊接接头处的组装间隙为0mm~2mm。
12、在一些可选的实施方式中,在所述填充焊缝步骤中,采用埋弧焊填满所述坡口,电流为620a~700a,电压为32v~34v,焊接速度为480mm/min~500mm/min,焊缝的焊脚尺寸为5mm~7mm。
13、综上所述,由于采用了上述技术方案,本发明的有益效果是:
14、本发明的一种中厚板焊接方法,通过在板材两侧的坡口进行打底焊,将x型或k型的坡口转化为双u型坡口,能够在进行熔透焊根前消除组装间隙,利于保证熔透的焊接效果,通过打底焊提供的熔透余量,在进行熔透焊根的操作后,能够直接进行填充焊缝的步骤,无需进行碳弧气刨清根、打磨的操作,既能满足中厚板材接头全熔透的焊接要求,又能简化施工工序,减少焊材使用量,有效降低焊接变形的控制难度以及施工制造成本,且无需进行碳弧清刨的人工操作后,减少了残渣的产生,保护工业环境,同时也为实现全自动的机器人焊接提供可行性,从而实现更高精度、更高质量的焊接作业。
技术特征:
1.一种中厚板焊接方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的中厚板焊接方法,其特征在于,在所述坡口预制步骤中,所述坡口不留钝边,在所述打底焊步骤中,所述板材正面和背面的所述焊缝厚度为3mm~4mm。
3.根据权利要求2所述的中厚板焊接方法,其特征在于,在所述打底焊步骤中,采用co2气保焊在所述板材正面和背面的所述坡口内各进行一道打底焊,所述打底焊使用的焊丝直径为1.2mm,电流为250a~280a,电压为30v~33v,焊接速度为440mm/min~460mm/min。
4.根据权利要求2所述的中厚板焊接方法,其特征在于,在所述熔透焊根步骤中,采用埋弧焊在所述板材正面和背面的所述坡口内各进行一道熔透填充焊。
5.根据权利要求4所述的中厚板焊接方法,其特征在于,在所述熔透焊根步骤中,在所述板材的正面进行所述熔透填充焊时,使用的埋弧焊丝直径为4mm,电流为710a~730a,电压为28v~32v,焊接速度为600mm/min~620mm/min。
6.根据权利要求5所述的中厚板焊接方法,其特征在于,在所述熔透焊根步骤中,在所述板材的背面进行所述熔透填充焊时,使用的埋弧焊丝直径为4mm,电流为810a~830a,电压为28v~32v,焊接速度为600mm/min~620mm/min。
7.根据权利要求1所述的中厚板焊接方法,其特征在于,在所述坡口预制步骤中,所述板材的待焊部位为t型接头,将所述板材的待焊部位加工形成k型的所述坡口,且所述板材正面和背面的所述坡口的角度为45度~55度。
8.根据权利要求1所述的中厚板焊接方法,其特征在于,在所述坡口预制步骤中,所述板材正面和背面的所述坡口相互对称。
9.根据权利要求1所述的中厚板焊接方法,其特征在于,所述板材焊接接头处的组装间隙为0mm~2mm。
10.根据权利要求1~9任一所述的中厚板焊接方法,其特征在于,在所述填充焊缝步骤中,采用埋弧焊填满所述坡口,电流为620a~700a,电压为32v~34v,焊接速度为480mm/min~500mm/min,焊缝的焊脚尺寸为5mm~7mm。
技术总结
本发明涉及焊接工艺的技术领域,公开了一种中厚板焊接方法,包括如下步骤:坡口预制步骤:将板材的待焊部位加工形成X型或K型的坡口;打底焊步骤:在所述板材正面和背面的所述坡口内分别进行打底焊,并形成预设的焊缝厚度;熔透焊根步骤:在所述板材正面和/或背面的所述坡口内进行熔透填充焊,使得打底焊的焊缝根部能够全熔透;以及填充焊缝步骤:在所述板材正面和背面的所述坡口内进行填充焊,直至焊缝填满;本发明的一种中厚板焊接方法,无需进行碳弧气刨清根、打磨的操作,能够降低焊接变形的控制难度,简化施工工序,减少焊接工作量,进而有效提高施工效率。
技术研发人员:沈俊杰,张华,钱鹏飞,邹莉莎,胡昂,代钥
受保护的技术使用者:武船重型工程股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!